Устаткування для розливання сталі
1.44 Сталеливарні ковші
1.44.1 Загальні відомості
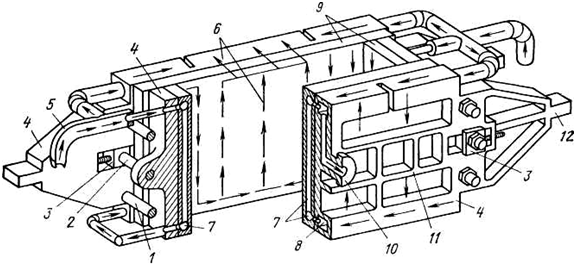
Сталеливарний ківш являє собою виконаний зі сталевих листів футеровану посудину, що має форму усіченого конуса, що розширюється догори (рисунок 1.105). Ємність ковшів перебуває в межах 5 - 480 т; крім рідкої сталі ківш повинен уміщати небагато шлаків (2 - 3 % від маси металу), що захищає метал від швидкого охолодження під час розливання.
Кожух ковша виготовляють звареним з листової сталі товщиною до 30 мм. Середню частину кожуха оперізують зовні масивним сталевим кільцем, до якого кріплять дві цапфи. За ці цапфи ківш піднімають гаками сталеливарного крана. Для того, щоб ківш не міг мимовільно перевернутися, цапфи кріплять трохи вище його центру ваги.
Відношення діаметра кожуха до висоти перебуває в межах 0,75 - 0,90; конусність стін складає 3 - 3,5 %.
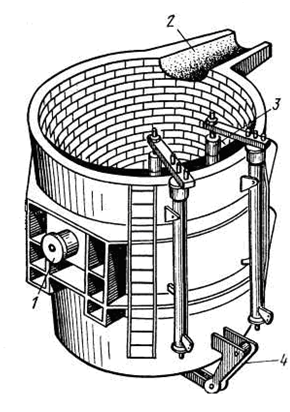
1 - цапфа; 2 - носок для зливу шлаків;
3 - стопор; 4 - скоба для кантування ковша
Рис. 105 — Загальний вигляд двостопорного сталеливарного ковша
Розміри сталеливарних ковшів наведені в таблиці 1.5
Таблиця 1.5 - Розміри сталеливарних ковшів
| Розміри | Ємність ковша, т | ||||
|---|---|---|---|---|---|
| 10 | 50 | 100 | 300 | 480 | |
| Середній діаметр кожуха, м | 1,58 | 2,48 | 3,17 | 4,02 | 4,97 |
| Висота, м | 1,83 | 2,80 | 3,45 | 5,30 | 5,56 |
| Товщина футерівки внизу, мм | 180 | 210 | 230 | 320 | 350 |
Сталеливарні ковші підрозділяють залежно від матеріалу футерівки - на ковші з футерівкою із шамотної цегли й з монолітної футерівкою, і по конструкції замикаючого механізму на ковші зі стопорним пристроєм і ковші із шиберними затворами.
Ковші з футерівкою із шамотної цегли (рисунок 106) застосовуються протягом багатьох років і найпоширеніші. Футерівка стін складається з арматурного шару цегли 7 (див. рис. 1.106, а), що примикає до кожуха, і робочого 8, що стикається з рідким металом і шлаками; днище ковша викладають цеглою в три - п'ять рядів.
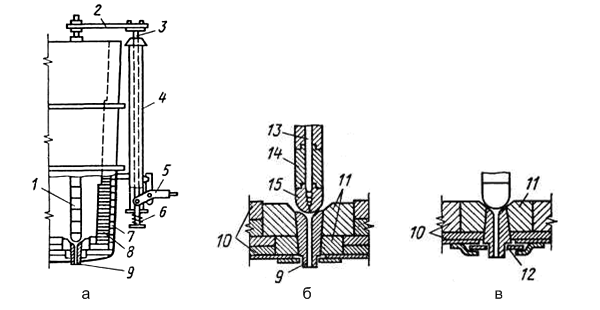
1 - стопор; 2 - качани; 3 - повзун; 4 - напрямна; 5 - важіль; 6 - пружина;
7, 8 - арматурний і робітник шари футерівки відповідно; 9 - стакан;
10 - футерівка дна ковша; 11 - гніздової цегла; 12 - упорна шайба;
13 - стрижень; 14 - шамотна трубка; 15 – пробка
Рисунок 106 - Стопорний механізм і установка стаканів у сталеливарному ковші
Товщину футерівки стін у нижній частині ковша роблять більшою, ніж у верхній, тому що тут вона більш тривалий час є під впливом рідкого металу.
Арматурний шар футерівки служить 12 - 18 місяців. Робочий шар зношується і його заміняють після розливання 10 - 18 плавок; після викладення нового робочого шару футерівку просушують протягом 6 - 20 год., нагріваючи до червоного кольору пальниками. Витрата ківшевої цегли складає 5 - 12 кг/т сталі.
Ковші з монолітної футерівкою отримують поширення в останні роки. Арматурний шар і днище в цьому випадку викладають із шамотної цегли, а робочий шар виконують із монолітної кремнеземистої маси.
По способу виготовлення розрізняють набивні й наливні монолітні футерівки. Маса для набивної футерівки складається із кварцового піску або меленого кварциту з добавкою сполучних (наприклад, вогнетривкої глини) і вологи (6 -10 %). Масу набивають між шаблоном і арматурним шаром цегли за допомогою піскометних машин; набивання великовантажного ковша триває 30 - 40 хв, у той час як викладення робочого шару шамотною цеглою триває близько 8 год.
Наливну футерівку отримують заливанням рідкорухомої суміші, що самотвердіє, у зазор між шаблоном і арматурною кладкою ковша. Суміш складається із меленого кварциту з добавкою 2 - 4 % затверджувача (шлаки ферохромового виробництва) і водяного розчину рідкого скла (до 30 %).
Наливка футерівки триває біля години, твердіння маси 1 - 2 год. Після виготовлення набивного або наливного шару ківш сушать протягом 8 - 16 год.
Переваги монолітної футерівки - скорочення тривалості ремонту ковша й здешевлення за рахунок зниження витрати шамотної цегли, істотне зниження витрат ручної праці на виготовлення футерівки. Витрата маси складає 2 - 4 кг/т сталі.
1.44.2 Стопорні пристрої сталеливарних ковшів
Для розливання сталі з ковша по виливницям служить стакан зі стопором або шиберним (дисковим) затворами.
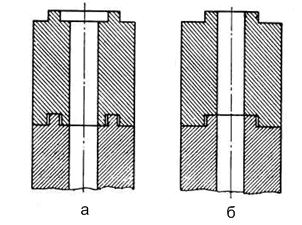
Стакан вставляють у днище ковша в спеціальну гніздову цеглу (див. рис. 106, б, в); іноді замість гніздової цегли роблять набивне гніздо, заповнюючи зазор між стаканом й футерівкою днища вогнетривкою масою. Стакан має форму усіченого конуса з отвором для струменя рідкого металу. Зазвичай цей отвір має круглий перетин, його діаметр («діаметр стакану») складає 25 - 120 мм, висота стакану залежно від ємності ковша дорівнює 120 - 440 мм. Найбільше поширення отримали стакани з магнезиту й шамоту.
У ковшах великої ємності застосовують магнезитові стакани, тому що в процесі розливання вони розмиваються металом повільніше шамотних.
У більших ковшах застосовують стакани, що звужуються донизу, та які встановлюють зсередини ковша (див. рис. 106, в), у малих ковшах - звужуються догори, які вставляють і закріплюють за допомогою упорної шайби зовні ковша (див. рис. 106, б).
Стопор служить для закривання й відкривання отвору стакану. Він являє собою металевий стрижень діаметром 40 – 60 мм, захищений від впливу рідкої сталі й шлаків шамотними трубками (котушками). Нижній кінець стрижня має нарізку, на яку нагвинчують вогнетривку пробку 15 (див. рис. 106, в) зазвичай з високоглиноземистого шамоту. При тривалому розливанні стрижень стопора втрачає міцність і може вигинатися, тому іноді застосовують стопори, що охолоджуються повітрям. У цьому випадку стрижень стопору роблять порожнім; у порожнину вставляють трубку, через яку подають стиснене повітря.
Двостопорні ковші (див. рис. 105) застосовують при розливанні зверху; одночасне наповнення двох виливниць дозволяє істотно скоротити тривалість розливання.
Для підйому й опускання стопора служить стопорний важільний механізм. Повзун з вилкою й закріпленим у ній стопором переміщають за допомогою важеля 5 (див. рис. 106, а) вручну, а іноді дистанційно за допомогою гідравлічного або механічного привіду.
Стакан й стопор служать одне розливання, після чого їх заміняють. Перед установкою в ківш набраний стопор ретельно просушують.
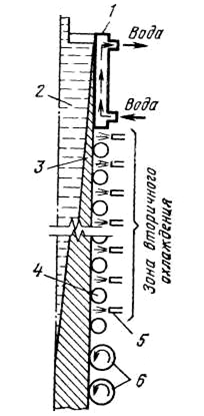
На рисунку 107 наведена схема стопорного пристрою ковша великої ємності.
У ковшах великої ємності привід стопорного пристрою здійснюється за допомогою гідроциліндра подвійної дії 6.
Якість розливання багато в чому залежить від правильності зборки стопору. На нижньому кінці металевого стрижня зміцнюють стопорну пробку.
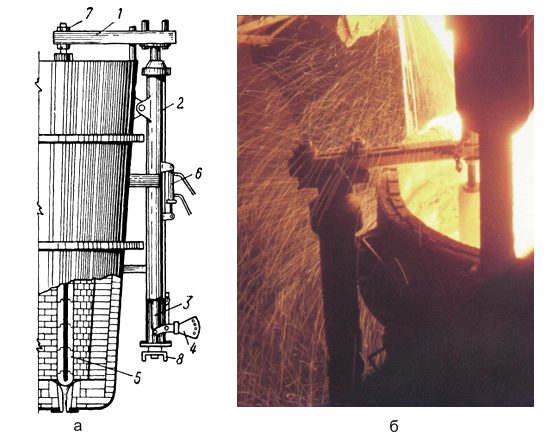
а – схема; б – загальний вигляд;
1 - качана; 2 - напрямна труба; 3 - повзун; 4 - важіль; 5 - стопор;
6 - гідравлічний циліндр подвійної дії;
7 - гайка кріплення стопора до вилки; 8 - нижня затискна гайка
Рисунок 107 - Стопорний механізм сталеливарного ковша великої ємності
Найпоширенішими способами кріплення пробки до металевого стрижня є такі: нагвинчування пробки на черв'ячне, конічне або циліндричне різьблення (рисунок 108).
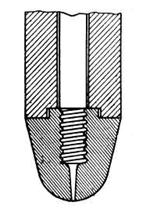
Рисунок 108 - Кріплення пробки до металевого стрижня стопора
Кріплення пробки на циліндричному (метричному) різьбленню металевого стрижня вважається найбільш простим і надійним.
Потім на стрижень набирають стопорні трубки. Вони щільно з'єднуються за допомогою замкового пристрою (рисунок 109) - бортика з однієї сторони й паза з іншої.
а - з подвійним замком; б - з одинарним замком
Рис. 109 — Стопорні трубки
Зазори між стрижнем і внутрішньою порожниною трубок, а також стики трубок промащують вогнетривким розчином.
Зібрані стопори просушують у спеціальних сушилах при 140—160° С.
На деяких заводах стопори для ковшів малої ємності збирають сухим способом. На металевий стрижень із закріпленої на ньому пробкою у вертикальному положенні набирають по черзі стопорні трубки й ретельно підганяють одну до іншої. Одночасно в зазор між металевим стрижнем і стопорною трубкою засипають сухий пісок. Стики між стопорними трубками промащують вогнетривким розчином. Набрані в такий спосіб стопори не просушують. Сухе набирання скорочує тривалість підготовки стопорів.
Перед набиранням стопорний припас (рисунок 110) ретельно перевіряють.
Сталевий стрижень повинен бути прямим і нарізка нижнього й верхнього кінців його не повинна мати ушкоджень. Стопорні трубки й пробки із тріщинами, відбитими замками й зіпсованою нарізкою бракують.
Стійкість стопорів визначається товщиною вогнетривких трубок, що захищають металевий стрижень від нагріву. У ковшах ємністю до 300 т зовнішній діаметр трубок повинен бути 185 мм.
Для 300 т сталеливарних ковшів зовнішній діаметр стопорних трубок збільшений до 200 мм.
Особливо важлива підвищена стійкість стопорних трубок, пробок і всього сталеливарного припасу для великовантажних ковшів при безперервному розливанні сталі й обробці її у вакуумі. У цьому випадку стійкість стопора визначає хід усього процесу розливання й надійність роботи установок.
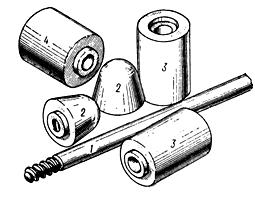
1 - стопорний стрижень; 2 - пробки; 3 - стопорні трубки;
4 - стовщена стопорна трубка
Рис. 110 — Стопорний припас
Для підвищення стійкості сталеливарного припасу при безперервному розливанні й вакуумуванні рідкої сталі стопорні стрижні для великих сталеливарних (480 т) і проміжних ковшів виготовляють пустотілими із внутрішнім повітряним охолодженням, а стопорні трубки роблять із високоглиноземистого шамоту.
На рисунку 111 показаний пристрій для охолодження стрижня стопору стисненим повітрям. Повітря подається по трубопроводу 1 усередину труби 2.
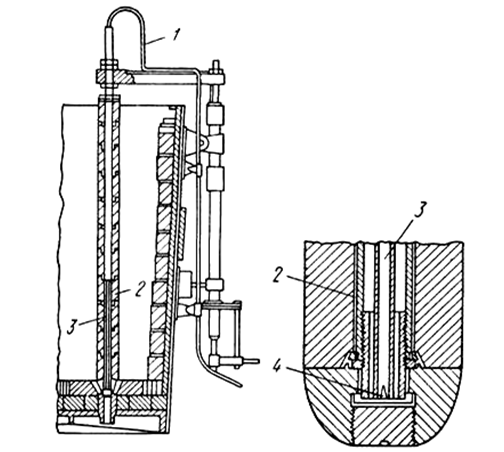
Рисунок 111 - Стопор сталеливарного ковшу, що охолоджується повітрям
Зовнішня труба є силовим корпусом для набирання футерівки кожуха, а внутрішня 3 служить тільки для підведення повітря, що через отвір 4 у внутрішній трубі надходить у між трубний простір.
Набирають і сушать стопори в спеціально обладнаних місцях, зазвичай в проміжку між печами.
1.44.3 Шиберні затвори
Шиберний затвор кріплять до кожуха днища ковша під розливочним стаканом, що вставляють із зовнішньої сторони ковша.
Одна з конструкцій шиберного затвора показана на рисунку 112, а.
Він складається з верхніх нерухомих і нижнього рухливого корпусів, у яких закріплені вогнетривкі плити, і рамки, що направляє рух рухливого корпуса й забезпечує щільне притиснення плит. У вогнетривких плитах є отвори, при збігу яких сталь випливає з ковша; зрушивши нижню плиту струмінь переривають. До нижньої плити кріпиться колектор (стакан), що формує струмінь сталі, що випливає.
Плити зазвичай виконують бікерамічні - основу яких складає спечений магнезит, а робочий контактний шар зроблений із плавленого магнезиту; для виготовлення плит застосовують корунд* і інші вогнетриви. Поверхня ковзання плит пришліфовують і змазують (наприклад графіто-смоляним змащенням).
Шиберний затвор установлюють на ківш у зібраному виді; його збирають у спеціалізованому відділенні цеху. Затвор служить без заміни від однієї до трьох плавок. Переміщення рухливого корпуса із плитою здійснюють за допомогою гідроциліндра.
Іноді застосовують поворотні затвори, у яких сполучення отворів у вогнетривких плитах досягають шляхом обертання нижньої плити.
Поворотні (дискові) стопорні пристрої (рисунок 112, б) мають кілька отворів різного діаметра. Дискові затвори дозволяють змінювати по ходу розливання швидкість витікання металу з ковша або зберігати її в процесі спорожнювання ковша (у міру опускання рівня металу в ковші вести розливання через отвори все більшого діаметра). Обертання плити 8 затвора здійснюється від електродвигуна 13, установленого на запобіжному кожусі ковша 14, через редуктор 12, на вихідному валу якого насаджена шестірня, що входить у зачеплення із зубчастим вінцем ротора 10. Ротор жорстко з'єднаний з обертовою плитою 8, що має кілька отворів різного діаметра, сполучених з отворами колекторів (стаканів).
При розливанні сталі, поворотом плити 8 вибирають швидкість витікання металу через відповідні отвори.
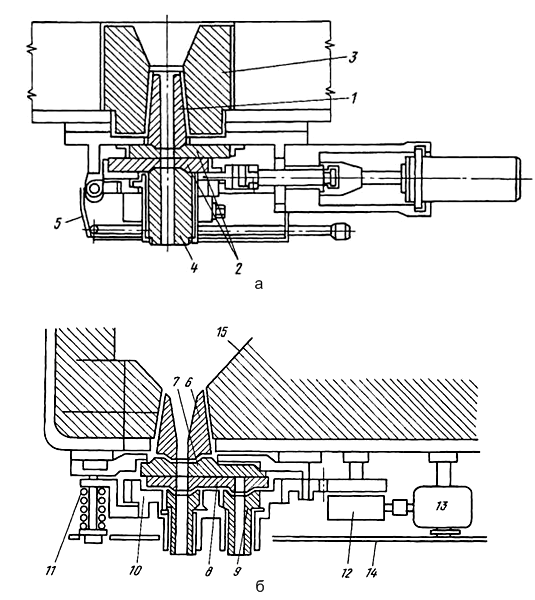
а - шиберного типу; б - обертовий дисковий
1 - розливочний стакан ковша; 2 - плити; 3 - гніздової цегла;
4 - зовнішній розливочний стакан; 5 - металевий захисний кожух;
6 - верхній стакан; 7 - нерухома плита; 8 - обертова плита;
9 - колектор; 10 - ротор; 11 - пружини; 12 - редуктор;
13 - електродвигун; 14 - запобіжний кожух; 15 - футерівка ковша
Рис. 112 - Ковзний затвор
Відео 5 — Технологія розливки і кристалізації сталі

1.45 Виливниці
1.45.1 Загальні відомості
Виливницями називають литі металеві форми, у яких з рідкої сталі виходять злитки, що володіють певними якостями, заданою масою й формою, необхідними для подальшої обробки тиском: прокаткою, куванням, пресуванням. При безперервному розливанні сталі роль виливниці виконує водоохолоджуємий кристалізатор, виготовлений з матеріалів з високою теплопровідністю: міді або хромистої бронзи.
Застосовувані в металургійних цехах виливниці діляться на дві групи. Виливниці першої групи служать для виливка злитків з киплячих, спокійних і напівспокійних сталей – розширені донизу (рисунок 113).
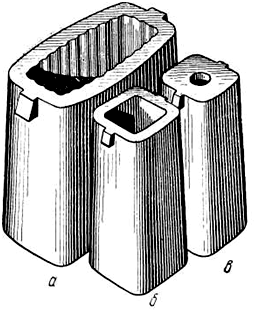
а — листова; б — квадратна; в — пляшкова
Рис. 113 - Виливниці для розливання киплячої й напівспокійної сталі:
Їх установлюють на індивідуальні чавунні піддони.
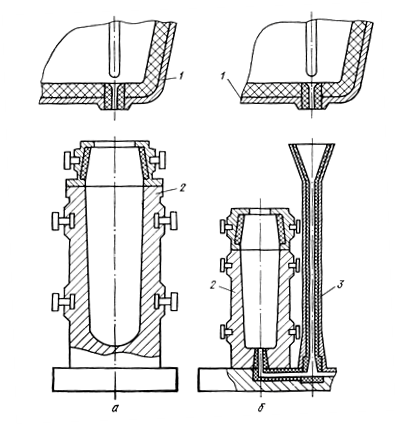
Виливниці другої групи, розширені догори, глуходоні, застосовують для виливка злитків зі спокійних і легованих сталей (рисунок 114).
Для концентрації усадочної раковини в головній частині злитка ці виливниці обладнають прибутковими надставками; а отвір у дні виливниці закривають пробками.
Виливниці відливають або із чавуну другої плавки (переплавленого у вагранках), або із чавуну першої плавки (отриманого з доменного цеху в рідкому виді). Хімічний склад ваграночного чавуну, використовуваного для виливка виливниць; вибирається на кожному заводі залежно від місцевих умов.
У деяких випадках (наприклад, для виливка великих ковальських злитків) виливниці відливають із низьковуглецевої якісної сталі. Попередньо підданої вакуумуванню.
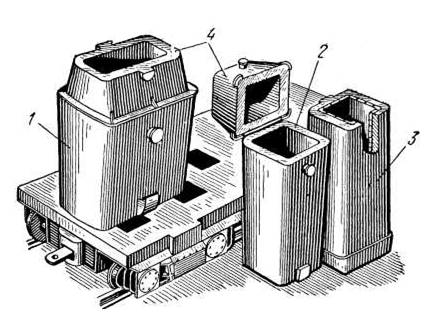
1 - для спокійного листового металу; 2 - розширена догори;
3 - з футерованим верхом; 4 - прибуткова надставка
Рис. 114 - Виливниці для розливання спокійної сталі
Конструювання виливниць в основному зводяться до вибору необхідної товщини стінок, конусності й розміщенню виливниць на піддонах і візках. Конфігурація внутрішньої поверхні виливниці повністю визначається формою й розмірами злитка. Товщина стінок повинна бути такою, щоб виливниця була конструктивно міцною, внутрішня поверхня під дією рідкого металу, що піднімається, не оплавлялася, а стінки виливниці протистояли тепловим і механічним впливам. Внутрішню поверхню виливниць для великих злитків роблять хвилястою. Це забезпечує отримання кращої поверхні злитків, виключає поперечні теплові напруги, поперечні й кутові тріщини.
Конусність розширених донизу виливниць складає 0,5 - 2,5 %, конусність розширених догори виливниць для злитків, що надходять на прокат, допускається до 4,0 %, а для злитків ковальських - до 6 %. Чим більше конусність виливниць, тим вище щільність злитків.
У верхній частині виливниць і прибуткових надставок передбачаються й розраховуються на міцність спеціальні пристрої для захвата їх краном при переміщенні: вуха, кільця, цапфи. На виливницях, розширених догори, крім того, у нижній частині роблять вуха або цапфи для закріплення виливниць при стриперуванні злитків на підлоговому стриперному механізмі. Іноді в бічній площині виливниць при їхньому виливку заливають міцну металеву скобу, що полегшує укладання виливниць у штабель і узяття їх зі штабеля, особливо при частій заміні виливниць одного типу іншими.
Вуха, цапфи, припливи й кільця в основному відливають разом з виливницею.
Стійкість виливниці (термін служби) характеризується числом злитків, відлитих у ній, і коливається від 75 до 150.
При нормальній експлуатації виливниці виходять із ладу в основному внаслідок утворення так званої сітки розпалу. Окремі ділянки внутрішньої поверхні виливниць роз'їдаються рідкою сталлю, і утворяться поглиблення різної форми й величини у вигляді сітки. На утворення сітки розпалу впливає температура рідкої сталі, форма й маса злитка.
Велике значення має також тривалість витримки злитків в виливницях. Ніж швидше після закінчення розливання виливниці звільняються від злитків, тим вище термін їхньої служби. Близьке розташування виливниць на візках викликає бічний розпал, що іноді може бути причиною заклинювання злитка в виливниці.
Стійкість виливниць можна підвищити найбільш раціональним конструюванням, правильним розміщенням їх на візках і гарній експлуатації. Розпал внутрішніх поверхонь виливниць зменшується при оптимальному режимі охолодження.
При гарній внутрішній поверхні частину виливниць бракують внаслідок появи поздовжніх тріщин. Вони утворяться в результаті великих термічних напруг у тілі виливниць після наливу рідкого металу. Стінки виливниць під час перебування в них злитків нагріваються до 800° С. За цей період відбуваються коливання від температури плавлення сталі до температури навколишнього середовища.
Особливо різким температурним коливанням виливниці піддаються після звільнення їх від злитків. За інших рівних умов - чим менше товщина стінок виливниць, тим швидше вони виходять із ладу по тріщинах. Для зниження відбраковування виливниць по тріщинах варто прохолоджувати виливниці як можна повільніше, особливо в перший період їхньої експлуатації. Однак для прискорення оборотності виливниць нерідко доводиться прибігати до прискорення їхнього охолодження, установивши оптимальний режим.
Тріщини на виливницях з'являються також у результаті механічних ударів при звільненні їх від злитків. Для того, щоб зменшити можливість появи тріщин, виливниці відливають зі стовщеною верхньою й нижньою частиною (поясами) або підсилюють верхній і нижній торці виливниць заливанням спеціальних сталевих бандажів. При виливку виливниць із ваграночного чавуну можна поліпшити їхню стійкість легуванням, а також модифікуванням, тобто роздрібненням зерен графіту в чавуні.
Глуходоні виливниці часто зношуються внаслідок ударів струменя металу в дно, якщо метал розливають зверху безпосередньо з великого ковша. Причиною передчасного вибракування виливниць є також обрив вух і припливів під час звільнення виливниць від злитків.
В електросталеплавильних цехах внаслідок високих температур сталі й тривалої витримки злитків в виливницях витрата їх складає 30 - 45 кг/т.
Стійкість виливниць залежить від розмірів злитків. Чим менше злиток за інших рівних умов, тим вище стійкість виливниць.
1.45.2 Виливниці для виливка злитків киплячої й напівспокійної сталі
Для розливання киплячої й напівспокійної сталі зверху або сифонним способом застосовують наскрізні, розширені донизу виливниці, які є найбільш простими й зручними як у виготовленні, так і в експлуатації.
Залежно від форми поперечного переріза й розмірів такі виливниці можуть служити для отримання злитків різних форм і призначення:
- до 1,5 т для сортових і листових станів (сифонне розливання);
- до 10 т для блюмінгів і сортових і проволоко-штрипсових станів (розливання в виливниці квадратного, прямокутного перетину; це так звані прості виливниці, у яких відношення широкої сторони до вузького не перевищує 1,1);
- до 10т для блюмінгів і наступної прокатки на середній або тонкий лист (розливання в виливниці прямокутного перетину з відношенням широкої сторони до вузького приблизно 1,5);
- до 10 т для прокатки як на квадратні, так і на плоскі заготівки (сляби) перетином 150 x 1000 мм (розливання в уніфіковані прямокутні виливниці з відношенням сторін 1,3);
- від 6 до 25 т, для прокатки на товстолистових станах і слябінгах.
Форми (про - ж) поперечний переріз виливниць наведені на рисунку 115.
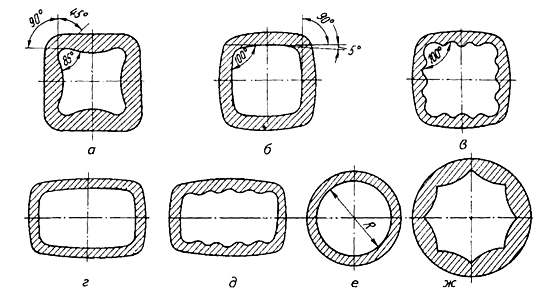
Рис. 115 - Форми (а - ж) поперечний переріз виливниць
Розливання в листові виливниці прямокутного перетину з відношенням широкої сторони до вузького в межах від 1,5 до 3,5.
Виливниці, у яких відливають злитки для отримання товстих і середніх листів, називають листовими. Виливниці, з яких злитки прокатують на слябінгу й отримують плоскі заготівки - сляби, з яких потім катають товстий, середній і тонкий лист, називають слябовими. Для виливка листових і слябових злитків з киплячих і напівспокійних сталей застосовують виливниці, розширені донизу, які однаково придатні при розливання сталі зверху й сифонним способом.
Для отримання злитків, що мають кращу форму головної частини й які дають зменшену обрізь на 1 - 3 % використовують пляшкові виливниці. Такі виливниці мають квадратну й прямокутну форму поперечного переріза. Значний економічний ефект досягається при використанні виливниць пляшкового типу для слябових і, особливо, для листових злитків великої маси при виливку їх як зверху, так і сифоном.
Виливниці пляшкового типу трохи складні у виготовленні й менш зручні в експлуатації, однак вони дозволяють отримувати злитки з більшою хімічною однорідністю в головній частині. При великому поперечному перерізі злитків верхня частина виливниці виходить більш масивною. Стійкість пляшкових виливниць на 50 % перевищує стійкість звичайних виливниць.
1.45.3 Виливниці для виливка злитків спокійної сталі
Спокійні й леговані сталі зазвичай розливають в виливниці, розширені догори. Такі виливниці мають дно, і їх називають глуходоними. Дуже великі злитки спокійної сталі відливають у наскрізні, установлювані на спеціальні піддони, виливниці, що уширюються догори, із прибутковими надставками.
Для виливка злитків, що прокатують на блюмінгах на заготівки прямокутного перетину, використовують виливниці прямокутного перетину, розширені догори, з металевими футерованими прибутковими надставками. Виливниці прямокутного перетину із прибутковими надставками призначаються для виливка злитків, що прокатують на товстолистових станах, і слябінгах з подальшою прокаткою слябів на широкосмугових станах.
На рисунку 116, в показані виливниці глуходоні з отвором у дні для установки стаканчику й стриперування злитків, призначені для виливка спокійних і легованих листових і слябових злитків.
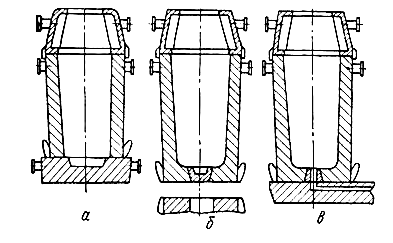
а - з кюмпельним піддоном; б - із пробкою; в – сифонна
Рис. 116 - Листові й слябові виливниці
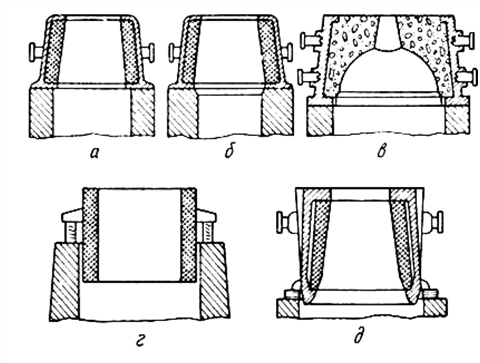
Виливниці для розливання спокійної сталі зверху бувають двох видів: з кюмпельним піддоном і вставкою (див. рис. 116, а) і глуходоні з отвором для стриперування, що закривають при розливанні пробкою (див. рис. 116, б). Різні конструкції донної частини виливниць вимагають кожна спеціальної технології підготовки до розливання й способів звільнення виливниць від злитків.
Для виливка злитків, що прокатують на блюмінгах на заготівки квадратного перетину, застосовують виливниці квадратного перетину з розширенням догори, глухим дном і з металевими футерованими прибутковими надставками (рисунок 117).
Виливниці круглого й багатогранного перетинів з утеплювачами зазвичай застосовують для виливка злитків, що прокочують надалі на заготівки для виробництва коліс і бандажів, а також для ковальського виробництва. Злитки круглого перетину, що відливають без утеплювачів, надходять на трубопрокатні стани для виготовлення суцільнотягнених труб великого діаметра.
Для глуходоних виливниць велике значення має конструкція нижньої частини, форма внутрішньої поверхні дна виливниць, призначених для виливка злитків квадратного перетину, повинна бути близькою до сферичного, а виливниць, призначених для виливка злитків прямокутного перетину - близькою до пірамідального із плавним переходом. У донної частини глуходоних виливниць, у які сталь розливають зверху, є круглий конусний (вузькою частиною вниз) отвір, що полегшує виштовхування злитка на підлоговому стриперному механізмі (див. рис. 117, а).
У донної частини виливниць квадратного або прямокутного перетину, встановлюваних безпосередньо на площадку візка (без піддона), також передбачається конусний (вузькою частиною вниз) отвір, що закривається пробкою. Такі виливниці мають вставки, що центруються (див. рис. 117, б).
а - з металевою пробкою, встановлювані на груповому піддоні;
б - з металевою пробкою, встановлювані безпосередньо на візок із вставкою, що центрує;
в – із графітовою пробкою на індивідуальному піддоні;
г - встановлювані на сифонні піддони
Рисунок 117 - Виливниці для злитків спокійної сталі, що перекатуються на блюмінгу
Виливниці прямокутного або квадратного перетину, які при зборці составів встановлюють на графітові пробки, що перебувають на піддонах (см. рис. 117, в), мають круглий конусний отвір вузькою частиною нагору.
У донної частини виливниць, встановлюваних на сифонні піддони (см. рис. 117, г), передбачаються круглі отвори з великий конусністю. У ці отвори вставляють вогнетривкі стаканчики, які з'єднуються з кінцевими сифонними цеглинами на піддонах.
Спокійні сталі звичайної якості розливають у наскрізні виливниці з розширенням донизу, верхня частина яких футерована вогнетривкою цеглою (см. рис. 114, поз. 3).
Ці футеровані виливниці встановлюють на індивідуальні піддони. Істотним недоліком таких виливниць є утворення в них мосту щільного металу - перетиску нижче футерованої частини й другий усадочної пухкості на половині висоти злитка. Стійкість таких виливниць приблизно у два рази перевищує стійкість звичайних виливниць.
Рейкові сталі розливають у розширені догори виливниці із глухим дном і плаваючими утеплювачами. Такі виливниці встановлюють на групові піддони. Плаваюча надставка сприяє вільній усадці злитка в період його кристалізації й підвищенню виходу придатних рейок.
1.45.4 Прибуткові надставки й кришки
Для збільшення виходу придатного за рахунок кращого формування злитків спокійної сталі застосовують утеплення головної частини злитків в виливницях, розширених догори стаціонарними й плаваючими прибутковими надставками різної конструкції (рисунок 118).
а - стаціонарна з підставою, що трохи виступає усередину виливниці;
б - стаціонарна з підставою, що трохи відступає від внутрішньої поверхні виливниці й із спеціальною фаскою;
в - стаціонарна сферичної форми; г - плаваюча керамічна; д - плаваюча металева футерована
Рисунок 118 - Прибуткові надставки для виливниць, розширених догори
Стаціонарні прибуткові надставки (див. рис. 118, а, б) встановлюють на верхній торець виливниці. Для виливниць, які стоять на візках, використовують прибуткові надставки з обмежувальними припливами - замками, які допомагають правильно встановлювати надставки на виливниці й запобігають зсув надставок під час пересування составів.
Дотичні поверхні виливниці й надставки варто піддавати струганню для отримання між ними мінімального зазору (до 1,5 мм).
При зборці між виливницею і надставкою укладають азбестову прокладку. Однак при розливанні сталі з великою рідкорухомістю ні ретельне стругання, ні азбестова прокладка повністю не запобігають проникненням металу в зазор, і, отже, підвисання злитків і утворення на них поперечних тріщин. Це зазвичай буває при виливку великих злитків рейкової сталі. Тоді застосовують плаваючі прибуткові надставки. Їх опускають усередину виливниці, і підвисання злитків не відбувається.
Плаваючі прибуткові надставки виготовляють або керамічними (зазвичай із шамоту) без каркаса (див. рис. 118, г), або металевими з футерівкою цеглою (див. рис. 118, д).
В останні роки ведуть роботи з виготовлення утеплювачів з екзотермічних сумішей. Деякі складові таких сумішей від зіткнення з гарячим металом починають повільно окислятися й виділяти тепло, тому сталь може більше тривалий час зберігатися в рідкому стані.
Надставки можуть бути сферичної (див. рис. 118, в), конічної або пірамідальної форми.
На більшості металургійних заводів застосовують прибуткові надставки, футеровані усередині вогнетривкою цеглою. Після футерівки надставки усередині обмазують масою з 80% шамотного порошку й 20% меленої вогнетривкої глини, фарбують составом із графіту, замішаного на розчині сульфітного лугу, і сушать або теплом, акумульованим прибутком від попередньої плавки, або на спеціальних пальниках.
Для підвищення стійкості прибуткових надставок футерівку їх після наливу відновлюють підмазкою. На ряді заводів операція квачі проводиться спеціальними машинами.
При кристалізації злитків киплячої сталі верхня грань злитка повинна повністю затвердіти задовго до затвердіння всього обсягу його. Для цього злитки накривають спеціальними чавунними кришками (рисунок 119), розміри й маса яких залежать від поперечного переріза злитка й від прийнятої тривалості кипіння металу в виливниці.
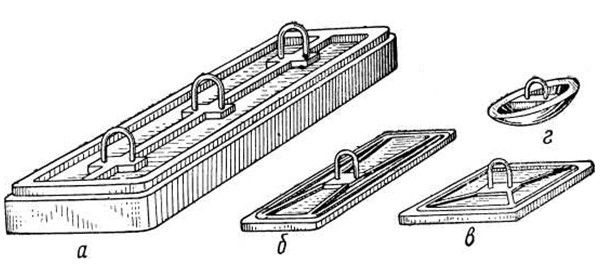
а — листова; б — слябова; в — квадратна; г — пляшкова
Рис. 119 - Кришки для накривання злитків киплячої сталі
Маса звичайних кришок для малих злитків коливається в межах від 10 до 15 кг і для середніх злитків – від 80 до 130 кг (див. рис. 119, б, в). Великі злитки накривають важкими кришками вагою до 1,5 т (див. рис. 119, а).
Кришки для накривання злитків в виливницях пляшкового типу повинні бути круглими (див. рис. 119, г) або овальними залежно від форми верху виливниці. Маса таких кришок зазвичай складає 40 - 55 кг.
При виробництві киплячої сталі на заводах, де виробляється тонкий лист, замість кришок використовують вирізані з тонкого листа пластини, якими накривають головну частину киплячого злитка й рясно поливають промисловою водою.
Якість прокатної продукції у відомій мірі визначається станом поверхні злитка, що у свою чергу залежить від підготовки внутрішньої порожнини виливниці перед заливанням сталі. Незадовільне чищення й змащення виливниць приводять до виникнення в злитках підкіркових міхурів і дрібних тріщин, до приварювання злитків до виливниць і зменшення стійкості останніх.
Всі роботи, пов'язані із чищенням і змащенням виливниць і підготовкою составів сталеливарних візків (установка піддонів, набирання центрових, установка й підмазка прибуткових надставок і т.д.), виконують механізованими способами в спеціалізованих відділеннях (цехах).
1.46 Способи розливання сталі в виливниці
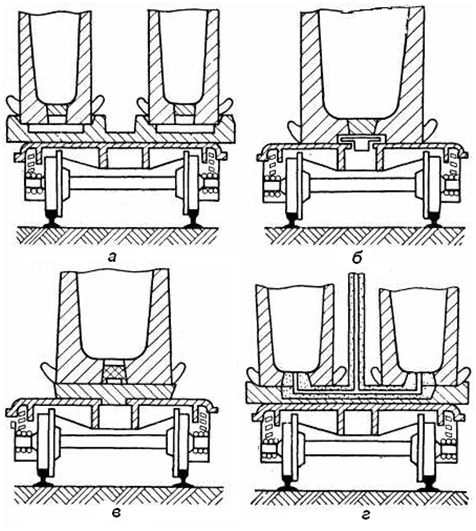
Лиття сталі в виливниці здійснюють або зверху, коли виливниця 2 (рисунок 120, а) заповнюється сталлю зверху безпосередньо зі сталеливарного ковша 1 або через проміжний ківш, або сифонним способом (див. рис. 120, б), коли сталь із ковша 1 надходить у центрову 3 і по каналах піддона попадає в виливницю 2 знизу.
Розливання сталі в виливниці зверху відрізняється простотою й великою продуктивністю, злиток виходить із меншою кількістю неметалічних включень і великої щільності, але на поверхні злитка утворяться плівки через розбризкування сталі при ударі струменя об піддон або дно виливниці. Цей спосіб застосовують при виливку великих злитків.
При сифонному розливанні поверхня злитків виходить чистою внаслідок спокійного заповнення виливниці сталлю й можливий одночасний виливок великої кількості злитків.
Недоліками ж цього способу розливання є складність підготовки составів, підвищена витрата вогнетривів, втрати сталі, що заповнює ливникову систему, і можливості забруднення злитків неметалічними вмиканнями при руйнуванні вогнетривкої цегли ливникової системи.
Для розливання сталі в виливниці використовують обладнання, що включає виливниці, прибуткові надставки до виливниць, піддони, центрові (при сифонному розливанні) і візка для переміщення й транспортування виливниць.
Незалежно від способу розливання сталі - зверху або через сифон - Виливниці встановлюють на піддони, які являють собою відлиті із чавуну плити товщиною 150 - 350 мм.
а - зверху; б - сифоном
Рисунок 120 - Способи лиття сталі в виливниці
Відео 5 — Розливання сталі в виливниці сифоном
Для сифонного розливання сталі застосовують, як правило, багатомісні піддони, а при розливанні зверху - як одномісні, так і багатомісні. Для глуходоних виливниць при розливанні сталі зверху піддони не застосовують. Ці виливниці встановлюють безпосередньо на платформу візка.
При розливанні сталі зверху в наскрізні виливниці піддон служить підставою для злитка й прохолоджує його знизу, а при литті сталі сифонним способом піддон, крім того, є й кістяком для укладення сифонних проводок у спеціально передбачені для цього канали.
Розміри піддонів для сифонного розливання сталі визначаються габаритами візків, формою й кількістю злитків, що відливають одночасно.
Розміри одномісного піддона для розливання сталі - зверху приблизно дорівнюють розмірам нижньої підставки того типу виливниць, для яких він призначений.
Для підйому й перестановки піддони обладнують скобами, цапфами або поглибленнями на торцевих гранях. На нижній площині піддонів є припливи, які заходять в отвір платформи візка, а на верхній площині - обмежники, між якими встановлюють виливниці. Фіксування виливниць необхідно для центрування струменя сталі при розливанні зверху, а також при механізованому очищенні й фарбуванні виливниць.
1.47 Візки для виливниць
Візки для виливниць служать для транспортування порожніх або наповнених сталлю виливниць. Залежно від маси й числа встановлюваних виливниць візки бувають дво-, чотири - і шестивісні вантажопідйомністю відповідно 60, 120 - 160 і 240 т. Вантажопідйомність візка включає масу піддона, виливниць, центрових і злитків.
На рисунку 121 зображений візок вантажопідйомністю 160 т.
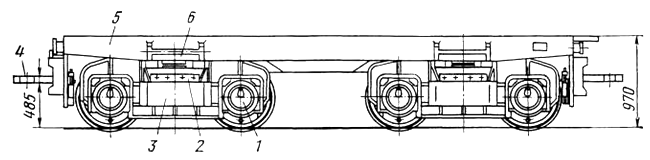
Рисунок 121 - Візок для виливниць
Вона складається із платформи й двох двоосьових ходових візків.
Платформа 5 виготовлена виливком і має рівну верхню площину, на яку встановлюють піддони. На торцях платформи зроблені чотири припливи 6, призначені для захвата й переміщення візка штовхачем.
Платформа обладнана зчіпними пристроями 4 для з'єднання візків між собою й локомотивом.
Кожний ходовий візок складається із двох балансирних балок 3, шкворневої балки 2 і двох колісних пар, з'єднаних через букси 1 з балансирними балками. З'єднання платформи й візка здійснюється через шворінь і п'ятник, установлені посередині шкворневої балки.
Виливниці розміщають на платформі візка в один (5 - 6 виливниць) або два (8 - 10 виливниць) ряди залежно від маси й форми злитків. При сифонному литті розміщають вісім виливниць (два чотиримісних піддони або один восьмимісний піддон).
Окремі візки з виливницями збирають у состави, які транспортуються локомотивом. Число составів зазвичай відповідає числу сталеливарних ковшів, у які випускають сталь однієї плавки. Число візків у составі й виливниць, розміщених на них, визначається масою сталі в ковші й масою злитків, що відливають. Зазвичай на візках розміщають додатково - дві або три резервні виливниці.
Зібрані до составу візки з виливницями подають до ливарних площадок. Після закінчення лиття й витримки злитків в виливницях, необхідної для затвердіння сталі, состави подають у стриперне відділення для зняття виливниць, а потім у відділення нагрівальних колодязів для посадки злитків у колодязі. Порожні состави вертаються у двір виливниць для їхньої підготовки до прийому таких плавок.
Загальний вигляд візків з виливницями наведений на рисунку 122.

Рисунок 122 - Візка з виливницями (загальний вигляд)
1.48 Штовхач составу візків для виливниць
Штовхач призначений для переміщення составу візків з виливницями при литті сталі або при очищенні й змащенні виливниць.
У сталеплавильних цехах застосовують рейкові й гвинтові штовхачі.
Рейковий штовхач (рисунок 123) складається з таких основних вузлів: станини, каретки із захватом, механізму висування захвата й механізму переміщення каретки.
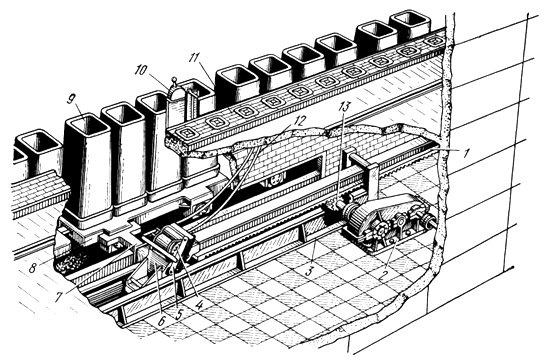
Рисунок 123 - Рейковий штовхач составу візків для виливниць
Станина 3 служить для напрямку переміщення каретки; у її состав входять дві зварені балки, установлені на фундаменті паралельно залізничній колії, по якому пересувається состав візків 8 з виливницями 9.
Каретка 6 переміщається на роликах по направляючих станини. У каретці перпендикулярно її руху в направляючих установлений вилкоподібний захват 7, за допомогою якого каретка зчіплюється з візком 8.
Механізм висування захвата встановлений на каретці й складається із пневмоциліндра 4 і важелів 5, з'єднаних із захватом. Стиснене повітря до пневмоциліндра подається по гнучких шлангах 12.
У механізм переміщення каретки входить електродвигун (на рисунку не показаний), редуктор 2, з вихідним валом якого з'єднана вал-шестірня 13, і рейка 1. Рейка з'єднується з кареткою віссю й переміщається по встановленим на станині опорним і обмежувальним роликам, які втримують неї від перекосів. Роботою штовхача управляють із пульта управління 10, розташованого на ливарній майданчику 11.
Робота штовхача проходить у наступному порядку. При подачі стисненого повітря в пневматичний циліндр, шток пневмоциліндра, впливаючи на важелі, висуває в поперечному напрямку захват 5, що входить у зачеплення із припливом на платформі візка для виливниць.
Після включення електродвигуна каретка рейкою пересувається в напрямні рами й за допомогою захвата штовхає состав візків, встановлюючи наступну виливницю під зливний отвір сталеливарного ковша.
При досягненні кареткою крайнього положення по напрямку пересування составу захват виводиться із зачеплення, каретка переміщається в інше крайнє положення й захвата знову вводиться в зачеплення із припливом на наступному візку. У такий спосіб послідовними переміщеннями захвата й каретки весь состав з виливницями пересувається під сталеливарним ковшем.
Пристрій гвинтового штовхача аналогічно пристрою рейкового штовхача за винятком того, що в механізмі переміщення каретки замість рейкової передачі встановлена гвинтова пара з обертовим гвинтом і гайкою, закріпленої на каретці. Передача гвинт - гайка має менший к. п. буд. і термін служби, чим рейкова передача, але краще забезпечує точну установку состава з виливницями під сталеливарним ковшем.
1.49 Машини безперервного лиття заготівок
1.49.1 Загальні відомості
Завершальним етапом виробництва сталі є перетворення її в злитки. Як відзначалося вище, виплавлену сталь випускають із печі в сталеливарний ківш і далі ллють або у встановлені на візках виливниці, або на машини безперервного лиття заготівки (МБЛЗ). Безперервне лиття сталі на МБЛЗ - найбільш прогресивний і ефективний спосіб отримання заготівок.
Сутність його полягає в лиття сталі в наскрізну водоохолоджуєму виливницю (кристалізатор), безперервного витягування злитка з виливниці й наступної розрізки злитка на мірні заготівки.
Залежно від напрямків руху злитка після виходу його із кристалізатору, застосовувані в цей час у сталеплавильних цехах, МБЛЗ розділяють на вертикальні, радіальні й криволінійні.
У вертикальних машинах (рисунок 124, а) злиток протягом усього процесу лиття й різання на мірні заготівки перебуває у вертикальному положенні. Зі сталеливарного ковша 1 рідка сталь надходить у проміжний ківш 2. Із проміжного ковша вона подається в наскрізний водоохолоджуємий кристалізатор 3. Нижній торець кристалізатора перед початком лиття закритий запалом, що виконує функції тимчасового дна.
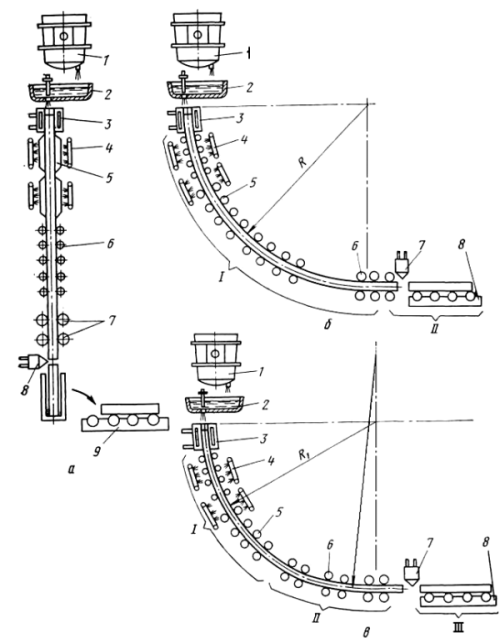
а - вертикальної; б - радіальної; в - криволінійної
Рисунок 124 - Схеми машин безперервного лиття заготівок
Запал (рисунок 125) являє собою штангу, на верхній кінець якої насаджена головка того ж поперечного переріза, що й відливає злиток, що. Верхній торець голівки має паз у формі «ластівчиного хвоста», який служить для зчеплення запалу зі злитком.
а - з головкою, що має паз у вигляді ластівчиного хвоста;
б – з Г- подібною головкою; 1 - запал; 2 - головка запалу; 3 - кристалізатор
Рисунок 125 - Запал у кристалізаторі перед початком розливання
Нижній кінець запалу перебуває між валками тягнучої кліті 7 (див. рис. 124, а).
Надійшовши в кристалізатор, рідка сталь застигає на його стінках і торці запалу з утворенням твердої скоринки. При обертанні валків тягнучої кліті 7 злиток запалом починає витягатися із кристалізатора. Зверху із проміжного ковша в кристалізатор безупинно надходять нові порції, рідкої сталі, кількість якої погоджено зі швидкістю витягування злитка. Швидкість же витягування злитка підтримують такою, щоб скоринка злитка при його виході із кристалізатора була достатньої товщини й не розривалася під дією зусилля витягування й тиском рідкого металу в серцевині.
Нижче кристалізатору злиток, що має ще рідку серцевину й температуру скоринки 1100 - 1250° С, надходить у зону вторинного охолодження, проходячи по який він інтенсивно прохолоджується з усіх боків водою з форсунок 4 до повного затвердіння. З метою запобігання роздування злитка й розриву скоринки під дією тиску рідкого металу злиток по всій довжині зони вторинного охолодження підтримують спеціальними пристроями у вигляді брусів 5 і роликів 6. Пройшовши зону вторинного охолодження, що затвердів, попадає далі у валки тягнучої кліті 7. Запал, що виконав свою функцію, та злиток відокремлюють за допомогою спеціального механізму від головної частини злитка й забирають, а злиток продовжують витягати із кристалізатора. У такий спосіб сталь із одного або декількох ковшів може бути відлита в один безперервний злиток. За тягнучою кліттю затверділий злиток, витягає безупинно із кристалізатора, розрізається на шматки заданої довжини різаком 8.
Різак переміщається разом зі злитком під час різання й вертається у вихідне положення після відрізання чергової заготівки.
Заготівка, відрізана від злитка, переводиться в горизонтальне положення, у якому й видається з машини по рольгангу 9 .Технологічна висота МБЛЗ вертикального типу може досягати 40 - 50 м і залежить від перетину й мірної довжини заготівки, а також швидкості її витягування.
Перевагою вертикальних машин є те, що вони забезпечують сприятливі умови формування якісних заготівок широкого діапазону профілів, розмірів і марок сталі. Однак вони через велику висоту вимагають значних капітальних витрат, зв'язаних з будівництвом вежі або глибокого колодязя для розташування обладнання. Вертикальні машини не дозволяють одержати також високі швидкості лиття, тому що в цьому випадку збільшується довжина рідкої серцевини в злитку, росте феростатичний тиск рідкого металу й збільшується висота машини.
З метою зниження будівельної висоти були розроблені машини, у яких кристалізатор і напрямний пристрій зони вторинного охолодження вигнуті або по дузі постійного радіуса (радіальні машини), або по дузі зі перемінним радіусом кривизни (криволінійні машини).
У радіальній машині (див. рис. 124, б) сталь із розливочного ковша 1 через проміжний ківш 2 надходить у радіальний кристалізатор 3. Після виходу із кристалізатору сформований вигнутий злиток продовжує рухатися далі на радіальній ділянці Ι зони вторинного охолодження в роликових направляючих 5 по дузі того ж радіуса, що й радіус вигину кристалізатору, і прохолоджується водою з форсунок 4.
Повністю затверділий злиток із зони вторинного охолодження попадає в тягнуче-правильні ролики 6, випрямлюється й надходить на рольганг 8 горизонтальної ділянки ΙΙ, де розрізається на мірні заготівки різаком 7. Висота радіальної МБЛЗ визначається радіусом вигину, товщиною злитка, що відливає, і швидкістю його витягування. Капітальні витрати на спорудження радіальних МБЛЗ менше, ніж для подібних машин вертикального типу внаслідок їхньої меншої висоти, малої або повної відсутності заглиблення нижче нульової відмітки й зменшення маси технологічного обладнання. Радіальні машини дозволяють отримувати заготівки будь-якої мірної довжини й швидкість лиття сталі на них вище, ніж на вертикальних машинах. Однак на радіальних машинах необхідно злиток випрямляти. Ця операція здійснюється з великою величиною деформації злитка, що утрудняє лиття сталей, схильних до тріщиноутворення в гарячому стані.
У криволінійних машинах (див. рис. 124, в) постійний радіус кривизни зберігається тільки в кристалізаторі й на ділянці Ι зони вторинного охолодження. Така ділянка ΙΙ зони вторинного охолодження зігнуть по дузі з рівномірно, що збільшується радіусом, кривизни, що переходить у нескінченність на горизонтальній ділянці ΙΙΙ машини. Злиток, сформований по радіусі в кристалізаторі, проходячи ділянку ΙΙ, послідовно з невеликими величинами деформації розпрямляється тягнучими роликами й переводиться в горизонтальне положення. Послідовний розгин злитка зменшує можливість утворення в ньому тріщин.
Криволінійні машини в порівнянні з радіальними відрізняються більш складним настроюванням роликів на криволінійній ділянці.
На МБЛЗ зі сталей різних марок отримують заготівки круглі (від 100 до 500 мм), квадратні (від 50 до 400 мм), прямокутні (до 300 х 2500 мм), а також порожні трубні. Цей процес може протікати в МБЛЗ одночасно в декількох струмках (рисунок 126).

Рисунок 126 - Загальний вигляд ділянки шестиструмкової криволінійної МБЛЗ
Струмок - це система механізмів і вузлів, включаючи кристалізатор, призначених для формування литої заготівки. МБЛЗ може складатися з одного або декількох струмків, що мають окремі приводи механізмів. Тому, залежно від числа злитків, що відливають одночасно, обумовлених місткістю ковша, перетином і призначенням заготівки, МБЛЗ можуть бути одне -, дво -, чотири -, шести - і восьмиструмковими.
Машини безперервного лиття заготівок горизонтального типу
Технологічна вісь машин цього типу (рисунок 127) розташована горизонтально або нахилена на кут до 15° до горизонталі.
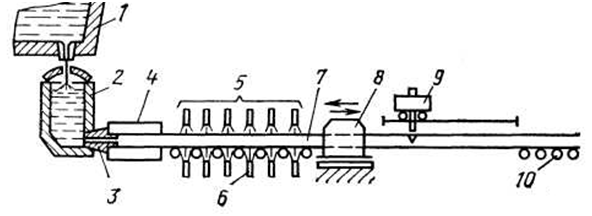
1 - сталеливарний ківш; 2 – металоприймач; 3 - вогнетривкий стакан;
4 - кристалізатор; 5 - зона вторинного охолодження;
6 - водяні форсунки; 7 - злиток; 8 - механізм витягування злитка;
9 - газорізка; 10 - рольганг.
Рис. 127 - Схема горизонтальної МБЛЗ
Деякий нахил поліпшує умови видалення газів із кристалізатора при заливанні першої порції металу, а також поліпшує процес закінчення розливання.
Сталь із розливочного ковша 1 надходить у футерований металоприймач 2, жорстко з'єднаний із кристалізатором 4 за допомогою вогнетривкого стакану 3.
Зона вторинного охолодження 5 являє собою рольганг із системою водяних форсунок; опорні пристрої зазвичай відсутні, оскільки через малі феростатичні тиски витріщання кірки злитка не відбувається. Далі розташований механізм періодичного витягування злитка 8. Механізм переміщає злиток 7 уперед на 2 0 - 50 мм, потім вертається назад, після чого цикл повторюється; під час зворотного руху механізму злиток залишається нерухомим, або трохи осаджується назад.
Число циклів змінюється від 20 до 100 у хвилину. Періодичне витягування злитка заміняє хитання кристалізатора, використовуване на вертикальних і криволінійних машинах для запобігання зависання й розривів кірки злитка в кристалізаторі. За механізмом витягування розташовані газорізка й рольганг із привідними роликами.
Горизонтальні МБЛЗ застосовують для виливка сортових злитків невеликого перетину товщиною менш 150 - 200 мм; швидкість розливання досягає 4 м/хв.
Основні переваги горизонтальних машин - мала висота, менша кількість і маса обладнання й, отже, менша вартість їхнього будівництва.
1.49.2 Пристрій МБЛЗ вертикального типу
Всі обладнанні машини (рисунок 128) загальною масою 6500 т розташовується на площадках по вертикальній осі на 12 відмітках, починаючи з нижньої - 27,5 м до верхньої +16,0 м, при цьому одна сторона механізмів є твердої, строго вертикальною стінкою.
На відмітці 16 м у розливочних прольотах перебуває робоча площадка 3 для прийому основних ковшів 1 з рідкою сталлю й розливання її в проміжні ковші 2, звідки сталь надходить у кристалізатор 4.
Розливочні прольоти обслуговуються мостовими кранами вантажопідйомністю 1800/500 кН (180/50 т.).
Система вторинного охолодження 8 довжиною 13,5 м складається із шести пар окремих секцій, кожна з яких являє собою сталеву раму, що несе бруси або ролики. Всі секції нерухомі й розташовані з боку видачі злитків; їхні бруси й ролики утворять тверду стінку, що є основною вертикальною базою при вивірці положення інших елементів машин.
Тягнуча кліть 7 установки шестивалкова. Три валки, розташовані з боку видачі злитків, стаціонарні. Вони вирівнюються на рівні із твердою стінкою шляхом установки прокладок.
Кожна подинишка трьох інших валків, розташованих з іншого боку, приєднана до гідроциліндра. Всі шість валків - привідні, через шпинделі вони приєднані до шестеренної кліті й редуктора. Злиток ріжуть механічним газовим різаком 5 на мірні довжини.
Підйомник для видачі відрізаних злитків з колодязя складається з візка, вертикальних, хитних і похилих шляхів 6, механізму підйому візка й контрвантажів. Вантажопідйомність підйомника відповідає найбільшій масі сляба й складає 45 т. Для живлення численних гідроциліндрів різних механізмів на відмітці 2,0 м розташовані насосно-акумуляторні станції, призначені для кожної МБЛЗ.
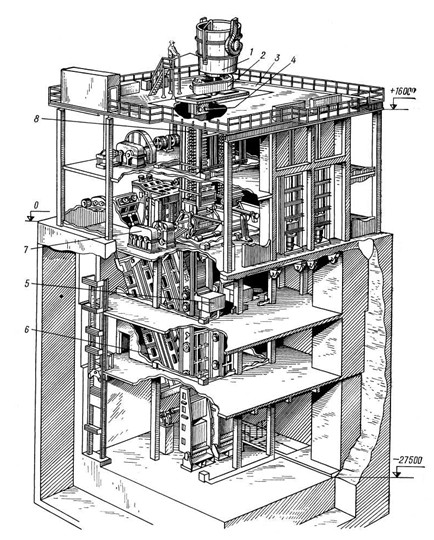
Рис. 128 - Схема розміщення основного обладнання МБЛЗ вертикального типу
Проміжні ковші бувають різних конструкцій і призначені для забезпечення процесу формування безперервного злитка. У цьому випадку необхідно контролювати витрату металу, регулювання його струменя, відділення шлаків, відстоювання металу й рівномірний його розподіл у кристалізаторі.
Місткість проміжного ковша повинна забезпечувати розливання протягом 3 ÷ 4 хв. після припинення надходження металу зі сталеливарного ковша.
Проміжний ківш складається зі звареного корпуса й кришки, футерованих зсередини вогнетривким матеріалом. Він оснащується сталеливарними стаканами й стопорами або ковзними затворами.
Перед розливанням футерівку проміжних ковшів сушать і розігрівають газовими пальниками до 1200 - 1300° С. Стенди для сушіння й розігріву розміщають поблизу кристалізаторів.
У цей час на всіх МБЛЗ перейшли до розливання так званою «затопленим струменем» за допомогою подовженого (часто глухо - донного із отвором в бічних стінках) стакану, нижній торець якого опускають у рідку ванну. Такий спосіб дозволяє захистити метал від вторинного окислювання киснем атмосфери, підвищити температуру металу, зменшити глибину проникнення струменя в рідку фазу злитка й виключити ймовірність розмивання кірки (особливо в криволінійному кристалізаторі).
1.49.3 Пристрій МБЛЗ криволінійного типу
Пристрій МБЛЗ розглянемо на прикладі двострумкової слябової машини криволінійного типу конструкції Уральського заводу важкого машинобудування (УЗВМ), установленої на металургійному комбінаті «Азовсталь» (рисунок 129)
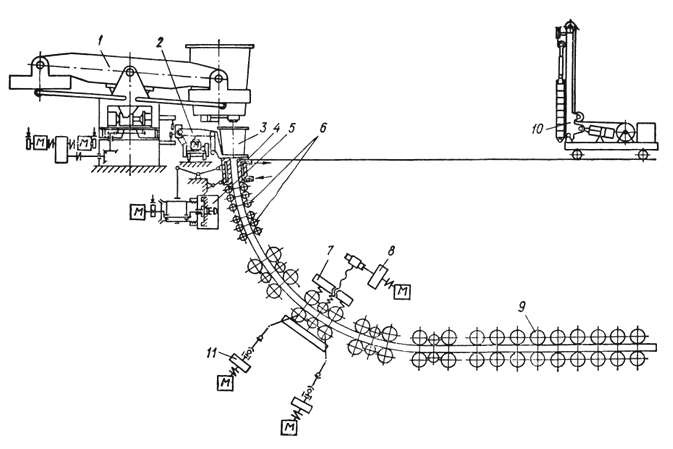
Рис. 129 - Схема МБЛЗ криволінійного типу
До складу МБЛЗ входять: сталеливарний стенд 1 (див. рис. 129), візок 2 із круговим рухом для проміжного ковша З радіальний кристалізатор 4 з механізмом хитання 5, верхня й нижня секції неприводної роликової проводки 6, криволінійна ділянка привідної роликової проводки 7, пружинно-гвинтовий механізм 8 для переміщення й притиснення роликів, механізм привода обертання робочих роликів 11, роликові секції горизонтальної ділянки 9, самохідна машина 10 для введення запалу в кристалізатор, а також машина газового різання злитка на мірні довжини, пристрій с криволінійними напрямними для підйому й опускання роликових секцій при їхній заміні, збиральні рольганги й механізми для передачі й штабелювання слябів.
Особливості МБЛЗ складаються в застосуванні поворотного сталеливарного стенда з коливальним рухом несучої рами для підйому й опускання ковшів; використанні візка для проміжного ковша із круговим рухом; об'єднанні кристалізатору й першої секції непривідної проводки в один блок, у результаті чого прискорюється їхня заміна; застосуванні пружинно-гвинтових механізмів для переміщення й притиснення роликів привідної проводки; відсутності тягнуче-правильної машини; використанні в привідній проводці трьох типів роликових секцій; застосуванні на криволінійній ділянці шести роликових секцій з двома привідними роликами й розташуванні між ними двороликових непривідних клітей; введенні запалу зверху за допомогою самохідної машини з канатним і гідравлічним механізмами підйому запалу й нахилу стріли.
Підготовку й лиття на МБЛЗ роблять у такий спосіб. Підлогову машину для введення запалу переміщають із вихідного положення в робоче над кристалізатором. Запал опускають і вводять у кристалізатор так, щоб її головка утворила тимчасове дно у кристалізатора. Після цього підлогову машину повертають у первісне положення.
Ківш зі сталлю після попередньої продувки аргоном, уведення розкислювачів і охолоджувачів ставлять краном на сталеливарний стенд, а потім поворотом несучої рами на 180° переводять його з настановного положення в робоче. Проміжний ківш, попередньо, нагрітий на стенді, круговим рухом візка встановлюють над кристалізатором. Коливальним рухом несучої рами у вертикальній площині сталеливарний ківш опускають для того, щоб установити мінімальна відстань між ковшами. Спочатку відкривають затвор сталеливарного ковша й по досягненні певного рівня металу в проміжному ковші відкривають його затвори, заповнюючи металом кристалізатори двох струмків машини. Одночасно включають привіди механізмів хитання кристалізаторів і секцій роликових проводок і запалу разом зі злитками, що формуються, починають рух у роликових проводках.
На радіальній ділянці роликової проводки відбувається кристалізація злитка без його деформації, на криволінійній ділянці - його розгинання у двофазному стані (тверда зовнішня оболонка з рідкою фазою усередині). На шляху руху в роликовій проводці злиток інтенсивно прохолоджується водою, що подається форсунками, або застосовують водоповітряне охолодження. На виході з роликової проводки запал від'єднують від злитка спеціальним гідравлічним механізмом. Злиток ріжуть на мірні заготівки в процесі руху пересувною машиною газового різання.
Отримані сляби транспортують збиральним рольгангом до самохідного передатного візка, постаченої привідним рольгангом (візок - рольганг), що передає їх у прокатний цех або на склад. Передбачений також знімання слябів з рольганга спеціальним збиральним краном із клиновими захватами з наступним їхнім складуванням у штабелі у відділенні безперервного лиття.
Виробництво сортового металу вимагає установки багатострумкових МБЛЗ із метою підвищення їхньої продуктивності. При місткості різних ковшів 100 - 350 т для виробництва заготівок від 200 х 200 до 300 х 450 мм потрібне застосування 4 - 6 - 8 - струмкових радіальних машин.
1.49.4 Устрій МБЛЗ радіального типу
На рисунку 130 зображена двострумкові слябові МБЛЗ радіального типу, що складається з таких основних вузлів: поворотного стенда, візка 3 із проміжним ковшем 4, кристалізатору 5, механізму хитання кристалізатору, роликових секцій 6, 7, 9 зони вторинного охолодження, машини для уведення запалу в кристалізатор, маніпулятора 8.
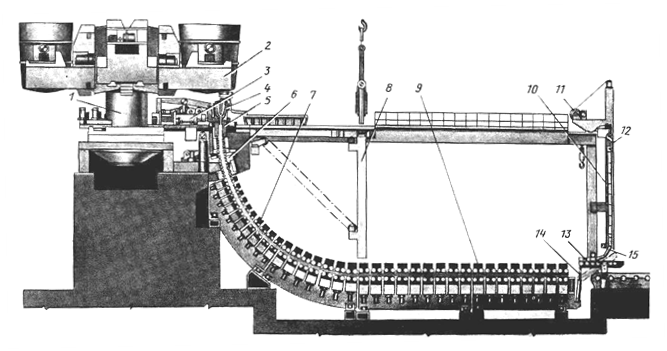
Рисунок 130 - Машина безперервного лиття заготівок радіального типу
Кристалізатор, механізм хитання кристалізатору, роликові секції зони вторинного охолодження по пристрої аналогічні цим вузлам у машині криволінійного типу. Інші вузли мають такі відмінні риси.
Поворотний стенд складається із циліндричної звареної підстави 1 і двоконсольної поворотної траверси 2. Поворот траверси здійснюється електромеханічним приводом.
Візок 3 із проміжним ковшем переміщається не по круговому шляху, як у криволінійній машині, а по прямолінійному шляху, покладеному на робочій майданчику перпендикулярно осі машини.
Роликові секції 7, 9 радіальної й горизонтальної ділянок машини мають по чотири ролика в кожній секції й гідравлічні механізми переміщення й притиснення верхніх роликів.
Секції по конструкції однотипні й відрізняються друг від друга лише діаметрами роликів і зусиллями гідроциліндрів.
Гідравлічний механізм переміщення й притиску роликів дозволяє зменшити перевантаження роликів при пропуску «захолодженого» злитка й напливах на його поверхні, а також спрощує операції при перенастроювані МБЛЗ на лиття слябів різної товщини.
До складу машини для уведення запалу стаціонарного типу входять хитний стіл 13 з непривідним рольгангом, два гідроциліндри 14 нахилу столу, каретка 12 з гаками, напрямна 10 для каретки й лебідка 11 для підйому каретки.
Запал 15 складається із шарнірно зв'язаних між собою ланок і вводиться в кристалізатор знизу при похилому положенні столу через горизонтальний і радіальний ділянки машини при обертанні роликів роликових секцій. При витягуванні злитка й виході запалу з роликів крайньої роликової секції горизонтальної ділянки запал піднімається нагору гаками каретки при похилому положенні столу. Відділення голівки запалу від злитка здійснюється гідроциліндрами шляхом переміщення столу знизу нагору.
Маніпулятор 8 служить для заміни роликових секцій радіальної ділянки машини. Вісь повороту направляючих маніпулятора перебуває в центрі кривизни радіальної ділянки машини. Поворот направляючих здійснюється лебідкою.
Робота машин радіального й криволінійного типів здійснюється в однаковій послідовності.
Застосування МБЛЗ виключає для отримання заготівок потребу в дорогих обтискних станах (блюмінгах або слябінгах), а також у різному устаткуванні, використовуваному при литті сталі в виливниці. Тому число й потужності МБЛЗ які вводять в експлуатацію зростають і частка виплавлюваної сталі, що відливається в заготівки на МБЛЗ, буде безупинно збільшуватися.
1.49.5 Основне устаткування машин безперервного лиття заготівок
Підйомно-поворотний стенд сталерозливочних ковшів МБЛЗ
Вирішальною умовою успішного застосування серійно - безперервного розливання є оснащення МБЛЗ стендами для швидкої заміни сталерозливочних ковшів, які можуть бути стаціонарними, пересувними й підйомно-поворотними.
Схема підйомно-поворотного сталеливарного стенда МБЛЗ металургійного комбінату «Азовсталь» показана на рисунку 131.
У ньому по-новому вирішена конструкція механізму підйому й опускання сталерозливочних ковшів: несуча рама робить хитання у вертикальній площині. На нерухомій підставі 1 установлена кругова рейка 2 з кільцевою роликовою обоймою 3, на яку зверху опирається поворотна платформа 14, оснащена круговою рейкою.
Поворотна платформа центрується щодо закріпленої до нерухомої підстави колони 6 за допомогою підшипника ковзання й радіально-упорного сферичного підшипника кочення. Зверху на поворотній платформі перебувають два опорних кронштейни 8. До них шарнірно прикріплена хитна у вертикальній площині несуча рама 11. На кінцях рами шарнірно закріплені підвіски 10; у них розміщаються сталерозливочні ковші. До днищ підвісок приєднані тяги 9, інші кінці яких пов'язані з поворотною платформою.
Несуча рама, підвіски й тяги утворять два шарнірно - важільних паралелограми. При такій конструкції у випадку хитання несучої рами у вертикальній площині вісь підвісок і сталерозливочних ковшів залишається увесь час вертикальної.
На рамі знизу змонтовані два кронштейни 12, до нижніх кінців яких закріплені по одному зубі з евольвентним профілем. Кожний зуб входить у трапецеїдальний паз повзуна 13, з'єднаного із плунжерами гідроциліндрів 7 однобічної дії.
Переміщення плунжерів і повзуна викликає рух несучої рами, а отже, підйом одного й опускання іншого сталеливарного ковша. Зубчасте колесо 5 входить у зачеплення із двома шестірнями 4, закріпленими на тихохідних валах комбінованих редукторів 15, швидкохідні вали яких з'єднані із двигуном 16 проміжними валами. Привід обладнаний гальмом 17.
Проміжні ковші після розігріву переміщаються в положення розливання над кристалізатором. Для цього застосовують спеціальні візки або підйомно-поворотні стенди.
Технічна характеристика поворотного стенда сталерозливочних ковшів наведена в таблиці 1.6.
Таблиця 1.6 - Технічна характеристика стенда
| 1. Маса сталеливарного ковша з металом, т | 450 |
| 2. Маса обертових частин стенда, т | 450 |
| 3. Механізм повороту: - частота обертання стенда, хв-1 - максимальний кут повороту стенда, град - діаметр опорних роликів, мм | 1 610 370 |
| 4. Двигун: - тип - потужність, кВт | МТН 613-10 75 |
| 5. Механізм підйому ковша: - швидкість, мм/с - висота, мм | 30 800 |
| 6. Кількість гідроциліндрів, шт | 4 |
| 7. Робочий тиск у гідроциліндрах, МПа | 20 |
Двостопорний проміжний ківш
Основні частини двостопорного проміжного ковша - зварений корпус 7 (рисунок 132), посилений ребрами жорсткості, кришка 1 із трьома отворами, два з яких (меншого діаметра) призначені для уведення пальників при підігріві ковша, а третє (великого діаметра) - для заливання сталі. У кришці є два прямокутних отвори для уведення стопорів 2, що закриває отвори сталерозливочних стаканів 6.
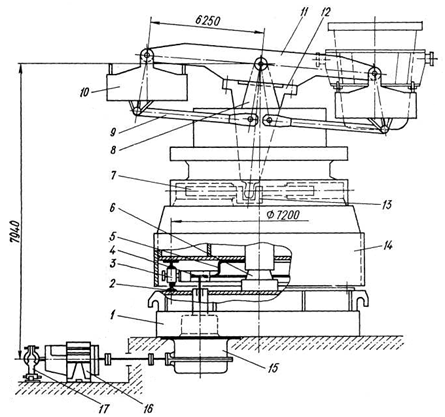
Рис. 131 - Схема сталеливарного стенда комбінату «Азовсталь»
Внутрішня поверхня корпуса футерована шамотною цеглою 4 і шаром заливний футерівки 5, а кришка - тільки шамотною цеглою. Для управління стопорами передбачені механізми 3. Маса проміжного ковша з металом складає 38 т.
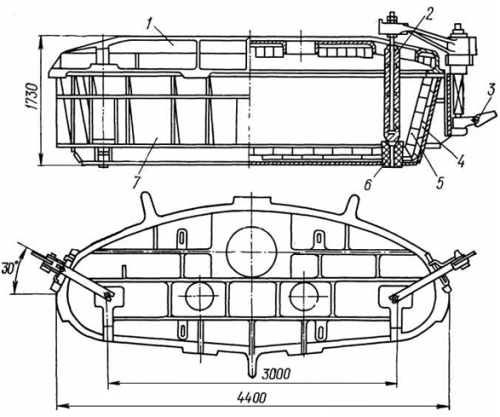
Рис. 132 - Проміжний ківш МБЛЗ ємністю 18 тонн
Візки й столи для проміжних ковшів.
Візка й підйомно-поворотні столи призначені для подачі проміжного ковша з резервного положення в робоче, його втримання в процесі заливання металу в кристалізатор, підйому ковша, необхідного для періодичного виконання допоміжних робіт, і зважування металу в ковші. Їхня конструкція повинна забезпечувати гарну видимість дзеркала металу в кристалізаторі.
Підйомно-транспортні столи застосовуються менше. Їх установлюють на МБЛЗ спільно зі сталеливарними стендами мостового типу або при розливанні сталі з використанням розливочного крана.
На МБЛЗ, оснащених поворотними сталеливарними стендами застосовують самохідні візки з механізмом вертикального переміщення ковша й ваговимірювальним пристроєм.
Залежно від характеру руху розрізняють два типи візків - із прямолінійним і круговим рухами.
Візок для проміжного ковша конструкції УЗТМ із круговим рухом призначений для спільної роботи зі сталеливарним стендом поворотного типу (рисунок 133).
Рис. 133 - Візок для проміжного ковша конструкції УЗТМ із круговим рухом
Основними вузлами й механізмами візки є рама 13, ходова частина із двома привідними скатами 11 і опорними роликами 2, два однотипних механізми пересування, що несе рама 7 під проміжний ківш 6, механізм підйому ковша й пристрій для зважування металу.
Візок переміщається по круговому шляху, розташованому на робочій майданчику навколо сталеливарного стенда. Для попередження перекидання візка під дією сили гравітації ковша з металом у верхній частині рами встановлений балансир із двома роликами 2, що опираються на верхню кругову рейку, що закріплений на підставі сталеливарного стенда. Випадкові навантаження сприймаються роликами 1, що вступають у контакт із нижньою круговою рейкою. Кожний із двох механізмів пересування обладнаний електродвигуном постійного струму 12 і вертикальним планетарно - циліндричним редуктором 10, з'єднаним з віссю ходового колеса.
Механізм підйому ковша - важільного типу, спарений. Коромисла 3 шарнірно пов'язані з рамою візка й опираються в середній частині на ролики, закріплені на ходових гвинтах черв’ячно-гвинтових редукторів 4. Важелі 8 і несуча рама 7 зв'язані між собою, а шарнірами 5 вони з'єднані з коромислами. На кінці важелів посаджені ролики, притискають постійно до вертикальним напрямної 9 на рамі візка під дією моменту, створюваного позацентровим додатком сили гравітації несучої рами й ковша з металом.
Привід механізму підйому складається з електродвигуна 14, гальма й двох черв’ячно-гвинтових редукторів із глобоїдними передачами.
При включенні електропривода підйому ковша, ходові гвинти черв’ячно-гвинтових редукторів роликами повертають коромисла, переміщаючи несучу раму з ковшем нагору. Плоскопаралельний рух ковша досягається додатковим поворотом несучої рами навколо осі підвішування, створюваним у результаті кочення роликів по профільного напрямної й повороту важелів.
Переваги візка конструкції УЗТМ перед іншими типами полягає в тому, що ківш розташований на консолі несучої рами, що забезпечує зручний доступ до кристалізатору, гарне спостереження за дзеркалом металу й можливості заповнення ковша металом у резервному положенні.
Недоліки візка складаються в застосуванні для підйому ковша багатоланкового важільного механізму з вищими кінематичними парами (ролик - коромисло; ролик - профільна напрямна), підданими швидкого зношування.
Технічна характеристика стенда
| 1. Маса, т: - сталеливарного ковша з металом - обертових частин стенда | 450 450 |
| 2. Механізм повороту: - частота обертання стенда, об/хв - максимальний кут повороту стенда, град | 1,0 610 |
| 3. Потужність електродвигуна, квт | 75 |
| 4. Частота обертання, об/хв | 575 |
| 5. Механізм підйому ковша: - швидкість, мм/с - висота, мм | 30 800 |
| 6. Кількість гідроциліндрів, шт | 4 |
| 7. Робочий тиск у гідроциліндрах, мПа | 20 |
Візок для проміжного ковша із прямолінійним рухом фірми «Демаг»
Візок складається з ходової частини 5 (рисунок 134) із двома механізмами 2 пересування, що несе рами 10 під проміжний ківш, механізму 9 підйому ковша й ваговимірювального пристрою 7. Ходова частина оснащена двома ходовими візками 4 з індивідуальними механізмами пересування. Механізм пересування навісного типу містить у собі електродвигун постійного струму, гальмо й конічно-циліндричний редуктор 1, з'єднаний з віссю привідного ската.
Ківш 12 опирається чотирма цапфами на поздовжні балки несучої рами. В опущеному положенні рама опирається на чотири месдози ваговимірювального пристрої, розташовані попарно на кожному ходовому візку.
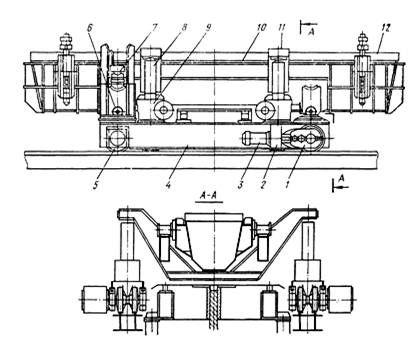
Рисунок 134 - Візок для проміжного ковша із прямолінійним рухом
Для підйому несучої рами ходовими гвинтами 8 механізму підйому на ній передбачені по обидва боки лабети 11. Привід механізму підйому складається із чотири черв’ячно-гвинтових редукторів з індивідуальними електроприводами. Положення ковша стосовно кристалізаторам регулюється механізмом 6.
Достоїнство візка із прямолінійним рухом полягає в тому, що при лінійному розташуванні МБЛЗ у цеху візок у робочому й резервному положеннях перебуває в зоні дії мостових кранів.
Недоліки візка розглянутої конструкції - утруднений доступ до кристалізатору в робочому положенні й поганий огляд дзеркала металу; розташування рейкового шляху з боку задньої стінки кристалізатора створює труднощі при ремонті й обслуговуванні обладнання радіальної частини МБЛЗ.
Технічна характеристика візка для проміжного ковша із прямолінійним рухом:
| 1. Швидкість, м/хв: - пересування візка - підйому ковша | 30 20 |
| 2. Висота підйому ковша, мм | 600 |
| 3. Потужність електродвигунів, квт: - механізму пересування візка - механізму підйому ковша | 2x5,5 2x30 |
Підйомно-поворотний стенд для проміжних ковшів вертикальної МБЛЗ Донецького металургійного заводу
Підйомно-поворотна частина стенда змонтована на нерухомій циліндричній колоні 10 (рисунок 135), підстава якої 9 закріплено на балках опорних металоконструкцій розливочної майданчика. Поворотна колона 2 установлена на підшипниках ковзання, причому зовнішня її поверхня виконана у вигляді паралелепіпеда із квадратним поперечним перерізом. Нижній торець поворотної колони опирається на нерухому підставу.
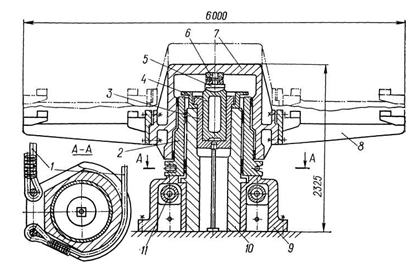
Рисунок 135 - Схема підйомно-поворотного стенда проміжних ковшів МБЛЗ
Зверху в пустотілій колоні 10 закріплений піднімальний гідроциліндр 3, на плунжер 4 якого опирається через сферичний вкладиш 5 і упорний підшипник 6 несуча рама 7. При підйомі вона сковзає по плоских направляючих поворотної колони. На два кронштейни 8 установлюються проміжні ковші. Робоча рідина підводить до гідроциліндра через внутрішню порожнину нерухомої колони.
Нижній фланець поворотної колони виконані циліндричним (перетин А -А) і охоплюється двома канатами 1. Один кінець кожного каната з'єднаний із фланцем поворотної колони, а іншої - з нерухомою підставою. Кожний канат обгинає блок, закріплений на штоку одного із двох гідроциліндрів 11 механізму повороту. При подачі робочої рідини під тиском у порожнину одного циліндра висувається шток, з порожнини іншого циліндра видавлюється робоча рідина й поворотній колоні повідомляється обертовий рух. Технічна характеристика підйомно-поворотного стенда проміжних ковшів МБЛЗ наведена в таблиці 1.7.
Таблиця 1.7 - Технічна характеристика підйомно-поворотного стенда проміжних ковшів МБЛЗ
| 1. Маса, т: - порожнього ковша - ковша з металом | 12,5 25 |
| 2. Час, с: - підйому й опускання ковшів - повороту | 7÷10 25÷30 |
| 3. Кут повороту ковша, град | 180 |
| 4. Гідроциліндр підйому: - діаметр плунжера, мм - хід плунжера, мм - робочий тиск, мПа | 300 350 10 |
| 5. Гідроциліндр повороту: - діаметр плунжера, мм - хід плунжера, мм | 120 660 |
Кристалізатори й механізми їхнього хитання
Кристалізатор є найважливішою частиною машини. Основне призначення - одержати оболонку литого злитка заданої форми, товщини й міцності, щоб вона не зруйнувалася при виході злитка із кристалізатора. Для цього мідна сорочка кристалізатора рясно прохолоджується водою - відбувається так зване первинне охолодження металу (рисунок 136).
Метал, що заливається, в кристалізатор при контакті з його мідними водоохолоджуємими стінками переохолоджується й затвердіває, утворюючи кірку злитка необхідної конфігурації.
На відстані 200 - 600 мм від верху кристалізатора перебуває зона безпосереднього контакту з кіркою злитка, де відвід тепла максимальний (1,4 - 2,3 мВт/м2); нижче внаслідок усадки кірки між нею й стінками кристалізатора виникає газовий зазор, що різко знижує відвід тепла (до 0,3 – 0,6 мВт/м2).
У цій зоні внаслідок можливої деформації неміцної кірки й стінок кристалізатора можуть з'являтися ділянки щільного й нещільного контакту, у яких із-за розходження в кількості тепла, яке відводиться, температура й товщина кірки, що затвердіває, будуть різнитися.
1 - кристалізатор; 2 - рідкий метал; 3 - затверділий метал; 4 - опорний ролик;
5 - форсунка для подачі води, що розпорошують на злиток; 6 - тягнучі валки
Рисунок 136 - Схема виливка й затвердіння безперервного злитка
Ця неоднорідність сприяє виникненню дефектів - у місцях зменшеної товщини кірки внаслідок термічних напруг можуть виникати поздовжні зовнішні тріщини, а в переохолоджених ділянках щільного контакту - паукоподібні або сітчасті поверхневі тріщини.
Товщина кірки на виході із кристалізатора повинна бути достатньою, щоб витримати зусилля витягування й тиск рідкої сталі. Ця товщина тим більше, чим більше час перебування кірки в кристалізаторі й зазвичай складає 10 - 25 мм, а температура поверхні 900 - 1250 °С.
У зоні вторинного охолодження на поверхню злитка, що рухається, подають воду й встановлюють опорні пристрої (наприклад, ролики 4, див. рис. 136), які запобігають можливе витріщання кірки злитка під впливом тиску стовпа рідкої сталі. Вибір способу охолодження в цій зоні базувався на досвіді, що показав, що при занадто інтенсивній подачі охолоджувача (наприклад, подачі води струменями) із-за переохолодження поверхні злитка й виникаючих при цьому термічних напруг у злитку утворяться внутрішні й сітчасті поверхневі тріщини.
Тому застосовують подачу води розпиленням («м'яке охолодження»).
Витрата води зменшується в міру віддалення від кристалізатора; його розраховують так, щоб відводилось тепло, що виділяється при кристалізації сталі, а температура кірки щоб уникнути утворення тріщин знижувалася б від вихідної (900 - 1250° С у початку зони) не більш, ніж до 800 - 1000° С у кінці, причому в тим меншому ступені, чим вище схильність сталі до тріщиноутворення.
Як матеріали для виготовлення кристалізатора рекомендуються графіт, мідні сплави, хромиста бронза. Найбільше поширення знайшла в застосовані чиста мідь.
Кристалізатор (рисунок 137) являє собою відкриту зверху й знизу водоохолоджуєму прямокутну виливницю, що складається із чотири окремих стінок - двох широких і двох вузьких.
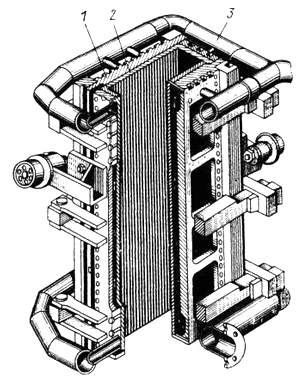
Рисунок 137 – Кристалізатор
Окремі стінки дозволяють змінювати розмір поперечного переріза злитка, що відливається, переміщенням вузьких стінок по широким.
Кожна стінка складається зі сталевої опорної плити 1, до якої шпильками кріпиться мідна плита 2. Мідні плити широких сторін кристалізатору вигнуті по дузі з радіусом, прийнятим для даної машини.
У мідних плитах зроблені поздовжні канали, по яких циркулює охолоджуюча вода, що подається під тиском 0,5 - 0,8 мН/м2. Швидкість руху води підтримується в межах 5 - 10 м/с, щоб у каналах кристалізатора не відбувалося випадання опадів. Підведення охолодної води до кристалізатору і її злив здійснюються по трубах 3 і гнучким металевим рукавам.
Найбільше поширення одержали збірні кристалізатори, що складаються із чотири окремих стінок, кожна з яких складається з робочої мідної й опорної плит, з'єднаних між собою шпильками (рисунок 138).
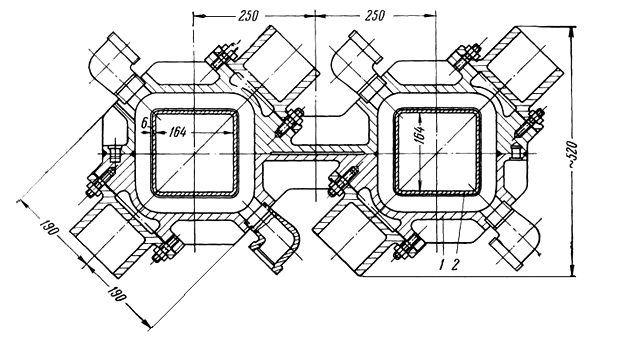
1 - сталевий литий корпус; 2 - суцільнотягнена мідна труба
Рисунок 138 - Поперечний розріз кристалізатора для одночасного виливка двох злитків квадратного перетину
Кристалізатор збирається із чотири стінок, кожна з яких складається з робочої мідної 2 і опорної (сталевої або чавунної) пластини 1, з'єднаних між собою шпильками. Мідна плита забезпечує швидкий відвід тепла, сталева - надає стінці міцність і зазвичай оснащена ребрами жорсткості. Мідні або сталеві пластини мають канали для протоки охолодної води, іноді вода циркулює по каналах між мідною й сталевою плитами. Стінки кристалізатора збираються в особливому корпусі, або вони з'єднуються між собою за допомогою спеціальних болтів і стяжок. Автоматичне змащення робочої поверхні кристалізатора розплавленим парафіном створюють між злитком і стінками кристалізатора газову сорочку з відбудовною атмосферою, що охороняє кристалізатор від зношування а поверхня злитка від окислювання.
Стійкість збірних товстостінних кристалізаторів у два - три рази вище, ніж тонкостінних. Досвід показав, що при малій товщині плит (10 - 20 мм) відбувається їхнє жолоблення, що приводить до утворення поздовжніх тріщин у кірці злитка.
Головна перевага збірних кристалізаторів - низька витрата міді (на 1 т розлитій сталі зазвичай 0,05 кг).
Важливим є й те, що конструкція збірного кристалізатора допускає можливість зміни перетину злитка, що відливається, шляхом перестановки стінок кристалізатору. Порівняно просто в кристалізаторах такої конструкції здійснюється й регулювання взаємного положення робочих площин.
Внутрішню робочу поверхню стінок кристалізаторів виготовляють гладкою або хвилястою. Хвиляста поверхня знижує ураженість злитка поздовжніми тріщинами. Висота кристалізаторів складає 0,7 - 1,2 м. Знизу кристалізатор іноді обладнаний напрямними роликами, які запобігають зсув злитка щодо осі кристалізатора (посилене тертя однієї зі стінок).
Для зменшення тертя скоринки злитка об стінки кристалізатора на робочу поверхню стінок, під час розливання подається технологічне змащення (рідкий парафін, рапсове, бавовняне або трансформаторне масло). Подача змащення виконується автоматично. При використанні рідкого парафіну витрата його на 1т сталі, що розливається, складає 0,2 - 0,5 кг.
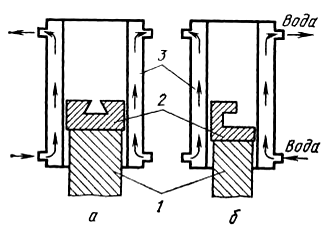
Застосовують кристалізатори із прямоточною й петльовою системами охолодження. У першому випадку воду підводять окремо до кожної із чотири стінок, по каналах якої вона рухається знизу нагору; після чого йде на злив. При петльовій системі (рисунок 139), застосовуваної в кристалізаторах прямокутного перетину, вода проходить по каналах стінок двічі; спочатку по каналах торцевих стінок і краям широких вона рухається зверху вниз, а потім по каналах середньої частини широких стінок - нагору.
1 - стяжний болт; 2 і 3 - вісь і сухар для регулювання положення вузької стінки;
4 - сталева плита; 5 - колектор, що підводить воду; 6 - напрямок руху води;
7 - канали для води в мідних плитах; 8 - канали для води в сталевих плитах;
9 - мідна плита; 10 - злив води; 11 - ребра жорсткості сталевої плити;
12 - опора кристалізатора на раму механізму хитання
Рисунок 139 - Збірний кристалізатор з петльовою системою охолодження для виливання плоских злитків
Петльова система дозволяє знизити витрату води приблизно у два рази. Підведення й відвід води до каналів мідних стінок здійснюють або по кільцевих трубах, що охоплює верх і низ кристалізатора, або по каналах у сталевих плитах (див. рис. 139). Швидкість води в каналах кристалізатора повинна бути не менш 5 м/с, температура води, що відходить, не вище 40°С; витрата води складає близько 90 м3/год на 1 м периметра порожнини кристалізатора при прямоточному охолодженні.
Внутрішній шар мідних плит, що ушкоджується внаслідок тертя об злиток, періодично зістругують, що подовжує термін служби кристалізатора. У зв'язку з малою міцністю міді й з метою підвищення стійкості на внутрішню поверхню мідних плит часто наносять тонкий шар стійких до стирання матеріалів.
Конструкція кристалізаторів безупинно вдосконалюється. Так створені й почали застосовуватися регульовані кристалізатори, що дозволяють змінювати по ходу розливання ширину плоского злитка, що відливає, за рахунок автоматичного переміщення вузьких стінок кристалізатора. З метою запобігання проривів кірки під кристалізатором при підвищеній швидкості розливання застосовують кристалізатори, що мають охолоджувані плити, що підтискають знизу до злитка пружинами.
У радіальних МБЛЗ злиток 1 (рисунок 140) формується в радіальному кристалізаторі 2 і переміщається по дузі окружності в системі роликового вторинного охолодження 3.
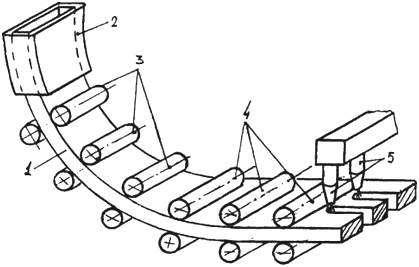
Рисунок 140 - Схема радіальної МБЛЗ із криволінійним кристалізатором
На багатьох радіальних МБЛЗ вигин здійснюють тягнуче-правильні ролики 4 після завершення кристалізації криволінійного злитка. Але є МБЛЗ, на яких злиток 1 згинають ще до закінчення кристалізації й виводять його на горизонтальну площину з рідкою фазою. Після повного затвердіння злиток розрізають на мірні довжини (на рисунку 140 показана різка злитка в поздовжньому напрямку різаками 5 для поділу злитка на поздовжні заготівки).
Механізми хитання кристалізатора
Під час безперервного лиття кірка злитка, що твердіє, в кристалізаторі в міру руху вниз перетерплює усадку й відходить від стінок.
Зона щільного контакту кірки зі стінками перебуває у верхній частині кристалізатора поблизу меніска рідкого металу. За певних умов у цій зоні відбувається прилипання тонкої кірки до стінок кристалізатору, що може привести до її розриву в місцях відходу від стінок.
Якщо кристалізатор буде нерухомим і злиток витягається з постійною швидкістю, то прилипла частина кірки залишиться на місці (явище зависання), а нижня її частина від місця розриву буде рухатися вниз.
Коли розрив досягає нижньої кромки кристалізатора, відбувається прорив - вихід рідкої сталі із серцевини злитка.
Механізми хитання кристалізатора МБЛЗ радіального типу повинні забезпечувати повернено-поступальний рух кристалізатору по ділянці кругової траєкторії з радіусом, рівним радіусу кривизни кристалізатору за синусоїдальним законом руху й певною частотою хитання.
Важливою вимогою до конструкції механізму хитання кристалізатора є можливість отримання хитань із високою частотою, що зменшує крок і глибину складок, що утворяться на поверхні злитка при коливальному русі, усереднять відвід тепла і ліквідує нерівномірність у наростанні товщини кірки металу.
У редукторних ексцентрикових механізмах хитання кристалізатору вертикальних МБЛЗ (рисунок 141) швидкість руху кристалізатору й амплітуда хитання зазвичай задаються спеціальним профільованим кулачком або (при синусоїдальному циклі) ексцентриком, наявному в складі механізму хитання.
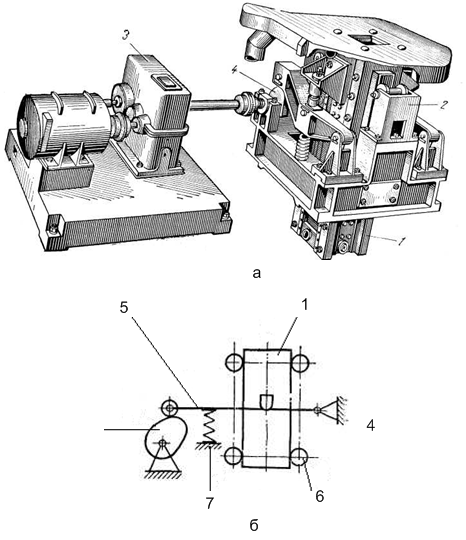
а - загальний вигляд; б – кінематична схема;
1 - кристалізатор; 2 - напрямна; 3 - електромеханічний привід;
4 - профільовані кулачки; 5 - рама; 6 - ролики;
7 - пружини, що врівноважують;
Рисунок 141 - Механізм хитання кристалізатора кулачкового типу
Кристалізатор 1 вільно опирається на раму 5 і переміщається в напрямній 2 електромеханічним приводом 3 із двома профільованими кулачками 4 і втримується на технологічній осі роликами 6.
Недоліками кулачкових механізмів є: низька стійкість роликових направляючих і виникнення у зв'язку із цим великих зазорів, що негативно позначаються на процес лиття, а також зношування кулачків.
Найбільш удалою конструкцією механізму хитання кристалізатору радіальної МБЛЗ є конструкція, що наведена на рисунку 142.
По кінематиці механізм складається із двох з'єднаних між собою шарнірних чотириланкових механізмів 9, 10. Параметри чотириланкового механізму ОАВС забезпечують необхідну точність руху кристалізатору 11 по круговій траєкторії при витягуванні злитка 12.
Коливальний рух створюється чотириланковим ексцентриковим механізмом коромислового типу, ексцентрик (кривошип) 4 якого приводиться в дію від електродвигуна 1 (на рисунку 142 привід умовно повернуть на 90°). Внаслідок розташування привода нижче рівня робочої майданчика шатун 8 виконаний подовженим і йому додане вертикальне положення.
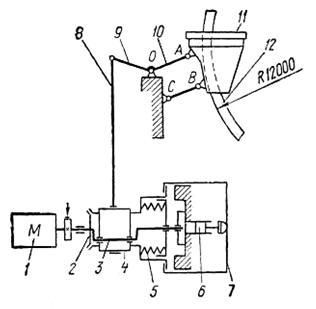
Рисунок 142 - Кінематична схема механізму хитання кристалізатора радіальної МБЛЗ
Як і на більшості сучасних МБЛЗ, у механізмі застосований безредукторний привід з електродвигуном постійного струму, що забезпечує регулювання частоти хитання кристалізатору. Застосування безредукторного привода обумовлено необхідністю зменшення зазорів у кінематичному ланцюзі від електродвигуна до кристалізатору, у результаті чого зменшуються удари в зчленуваннях при знакозмінних навантаженнях і більш точно дотримується закон, що задається, руху кристалізатора.
Амплітуду хитання кристалізатора регулюють зміною ексцентриситету, повертаючи напівмуфту ексцентрика щодо ексцентрикового вала 3.
У робочому положенні пружини 5 притискають конічну фрикційну напівмуфту на ексцентрику до напівмуфти 2, пов'язаної з ексцентриковим валом; при цьому ексцентриковий вал і ексцентрик обертаються як одне ціле. При регулюванні їх роз’єднують, використовуючи для цього гідроциліндр 6 який плунжером переміщає траверсу 7 з тягами, стискає пружину й відключає фрикційну муфту.
Швидкість контролюється тахогенератором, з'єднаним з валом електродвигуна, а ексцентриситет ексцентрика (амплітуда хитання) - сельсинами.
Технічна характеристика механізму хитання кристалізатора:
| 1. Маса хитних частин, т | 23 |
| 2. Розрахункове зусилля при зависанні злитка, кН | 230 |
| 3. Закон руху кристалізатора | синусоїдальний |
| 4. Діапазон регулювання частоти хитання кристалізатора, хитань/хв | 5÷100 |
| 5. Потужність електродвигуна, кВт | 5 |
| 6. Частота обертання вала електродвигуна, об/хв | 0÷100 |
Зона вторинного охолодження злитка
Вторинне охолодження призначене для охолодження злитка, що виходить, із кристалізатора до повного його затвердіння.
Основна вимога, пропонована до системи вторинного охолодження, полягає в тім, щоб її довжина забезпечувала повне затвердіння заготівки до входу її в тягнучу кліть. У противному випадку при обтисненні злитка з незатверділою серцевиною валками тягнучої кліті в перетині злитка утворяться внутрішні тріщини.
Довжина зони вторинного охолодження повинна бути приблизно дорівнює глибині лунки рідкого металу в злитку, що рухається, і зазвичай складає 80 - 100 % цієї глибини. Вторинне охолодження найбільше часто виконують у вигляді системи форсунок, що подають на поверхню злитка воду розпиленням. Застосовують форсунки, які розпиляють воду за рахунок тиску в магістралі, що подає воду, і форсунки з розпиленням води стисненим повітрям.
Друга конструкція забезпечує розпилення до більш дрібних крапель (діаметр крапель 20 - 100 мкм), що підвищує рівномірність охолодження, знижує витрату води в 2 - 3 рази, поліпшує якість литих заготівок за рахунок м'якого режиму вторинного охолодження. Остання умова дуже важливо для сталі з підвищеною чутливістю до переохолодження.
Форсунки розташовують між опорними роликами (рисунок 143) або брусами (рисунок 144) в один, два або три ряди уздовж напрямку руху злитка залежно від його ширини.
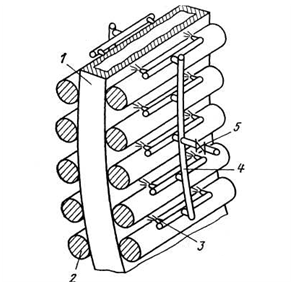
1 - злиток; 2 - опорний ролик; 3 - форсунка;
4 - трубчастий колектор; 5 – засувка.
Рисунок 143 - Схема секції вторинного охолодження криволінійної МБЛЗ
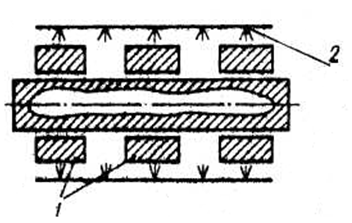
1 - бруси; 2 - форсунки для подачі води.
Рисунок 144 – Брусова система направлення оболонки злитка
При виливанні плоских злитків охолоджують широкі грані; у вузьких граней форсунки встановлюють лише під кристалізатором.
Інтенсивність охолодження повинна зменшуватися в міру видалення злитка від кристалізатору. Для того, щоб забезпечити поступове зниження витрати води, зону вторинного охолодження ділять по довжині на декілька (до восьми) секцій, що поєднують групу форсунок і мають самостійне підведення води. Регулювання витрати води по секціях залежно від швидкості розливання, температури поверхні злитка й іноді інших параметрів виконують автоматично відповідно до розробленого для цих випадків режимами.
Із кристалізатора злиток виходить із кіркою, що сформувалася, і рідкою серцевиною.
Міцність кірки невелика й може витріщати й розриватися під дією феростатичного тиску рідкої фази. Для запобігання розриву (витріщання) злитка, за кристалізатором установлюють охолоджувану безперервну роликову проводку, обладнану поздовжніми й поперечними роликами.
Проводки можуть бути однорядними або дворядними. У першому випадку ролики встановлюють послідовно один за одним або в шаховому порядку. Їхній діаметр і крок приймаються постійними по висоті зони вторинного охолодження або збільшують зверху вниз. У дворядних проводках один ролик є опорним (зовнішній), а іншої (або два) - підтримуючої. У роликових підтримуючих пристроях часто застосовують секційну установку роликів у базових елементах: підшипникові опори декількох роликів закріплюють у рамах.
Залежно від типу механізму притиснення верхніх роликів до злитка, секції бувають із гідравлічним або пружинно-гвинтовим механізмами. Пружинно-гвинтові механізми складні в настроюванні на задане зусилля й менш надійні в порівнянні з гідравлічними.
Установлено, що при ширині злитка до 300 мм, опорні елементи можна розміщати тільки під кристалізатором. При виливанні слябів шириною 600 мм і більше, опорні елементи необхідно розміщати по всій довжині зони вторинного охолодження.
Відстань між роликами, які встановлюють поруч із кристалізатором, дорівнює 200 - 250 мм при їхньому діаметрі 150 - 180 мм. З підвищенням феростатичного тиску й міцності кірки злитка, діаметр роликів і відстань між ними по довжині МБЛЗ, як правило збільшуються.
У лінії МБЛЗ установлюються привідні й непривідні роликові проводки.
Непривідна роликова проводка
Злиток 1 (рисунок 145) підтримується по широких гранях роликами 2, підшипники яких змонтовані на рамі 3.
Уздовж вузьких сторін злитка рами зафіксовані щодо нерухомих колон 4 стяжними елементами 5, за допомогою яких установлюється розчин між роликами, дорівнює ширині злитка.
Недоліки конструкції
Зусилля, що діють на ролики, передаються на рами. Тому вони повинні бути масивними, що робить більш тяжким обладнання зони вторинного охолодження. Крім того, якість настроювання секції на товщину злитка залежить від точності виготовлення й монтажу роликів у рамах. Найчастіше по зазначених причинах ролики в межах секції навантажуються нерівномірно й ламаються.
У сучасних конструкціях МБЛЗ підтримуючі пристрої часто виконуються з індивідуально встановлюваними щодо базових металоконструкцій роликами, які оснащені запобіжними елементами, що виключають їхнє перевантаження.
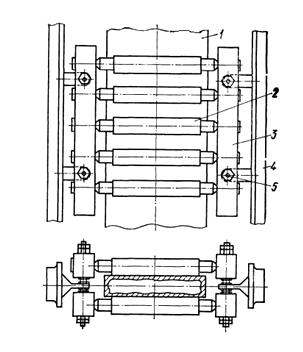
Рисунок 145 - Непривідна безперервна роликова проводка
У сучасних конструкціях МБЛЗ підтримуючі пристрої часто виконуються з індивідуально встановлюваними щодо базових металоконструкцій роликами, які оснащені запобіжними елементами, що виключають їхнє перевантаження (рисунок 146).
Підшипникові опори роликів 1 розташовуються в індивідуальних подинишках 2, які своїми пазами охоплюють напрямні нерухомих колон 3. Між подинишками протилежних роликів установлені розпірні елементи 4. Подинишки притискаються до розпірного елемента стяжками 5 за допомогою тарілчастих пружин 6 і опорної плити 7. Розчин настроюється підбором необхідної товщини прокладок. Зазор Δ між подинишками й нерухомими колонами приймається невеликим у межах допусків на точність монтажу, виготовлення деталей і можливих температурних деформацій нерухомих колон (зазвичай 2 - 5 мм). При невеликих відхиленнях злитка від технологічної осі машини кожна пара роликів має можливість зміщатися в межах зазору Δ (розчин між роликами залишається незмінним). У випадку перевантажень роликів додатково стискується пакет тарілчастих пружин.
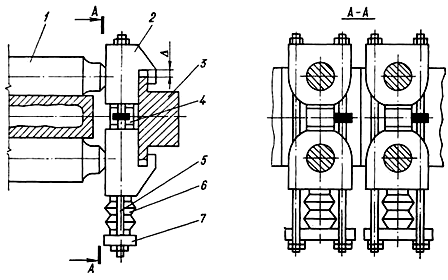
Рисунок 146 - Схема підтримуючого пристрою зони вторинного охолодження з індивідуальною установкою роликів
Привідні роликові проводки
Привідні роликові проводки встановлюються нижче непривідних і призначені для попередження витріщання злитка, переміщення його уздовж технологічної осі машини й випрямлення.
У МБЛЗ криволінійного типу роликові проводки зроблені у вигляді секцій, окремі ролики яких оснащені приводом обертання.
Роликові секції на частині радіальної ділянки й на горизонтальній ділянці машини обладнані привідними нижніми роликами й підпружинними опорами верхніх роликів.
Нижні ролики 1 (рисунок 147, а) переміщають злиток 2 і приводяться в обертання від електродвигуна 7 через редуктор 6 і універсальний шпиндель 5. Привід роликів може бути як індивідуальним, так і груповим. Опори верхніх роликів 3 установлені на попередньо стислі пружини 4, які охороняють ролики від поломки при перевантаженнях.
Роликові секції криволінійної ділянки машини здійснюють випрямлення й переміщення злитка, мають привідні нижні ролики, підпружиннині опори верхніх роликів і гвинтовий механізм для переміщення верхніх роликів.
Привід обертання роликів 1 складається з електродвигуна 7 (див. рис. 147, б), редуктора 6 і універсального шпинделя 5. Попередньо стиснути пружини 4 утримують ролик 3 від переміщення при нормальних умовах випрямлення злитка 2 і охороняють ролик від поломки при перевантаженнях.
В аварійних випадках для пропуску застиглого металу верхній ролик переміщається механізмом із черв’ячно-гвинтовими редукторами 8. У деяких машинах переміщення верхніх роликів здійснюється за допомогою гідроциліндрів.
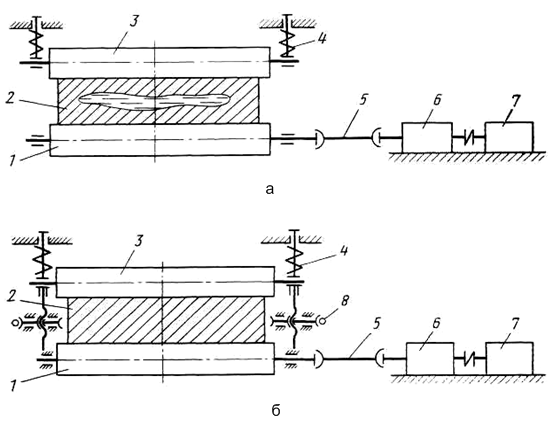
а - із привідними нижніми роликами й підпружиннині опорами верхніх роликів;
б - із привідними нижніми роликами, підпружиннині опорами верхніх роликів і черв’ячно- гвинтовими механізмом переміщення верхніх роликів.
Рисунок 147 - Схеми установки роликів у роликових секціях зони вторинного охолодження
Привідна шестироликова секція проводки криволінійних МБЛЗ конструкції Уралмашзаводу показана на рисунку 148.
Секція складається з литої рами 6 із установленими на ній трьома нижніми роликами 7, рухливої траверси 4 із трьома верхніми роликами 5, механізму вертикального переміщення верхніх роликів із двома гвинтами, що рухаються поступально, 3 пружинних пристрої з пакетами великих і малих тарілчастих пружин. Рама встановлена на литі фундаментні балки.
Ролики верхнього ряду непривідні; у нижньому ряді крайні ролики отримують обертання від індивідуальних приводів.
Середні ролики верхнього й нижнього рядів виконані меншого діаметра, чим крайні. Траверсу вільно опирається на хвостовики 1 двоодових гвинтів черв’ячно-гвинтових редукторів. Між траверсою й гайками на хвостовиках установлені пакети великих тарілчастих пружин, укладених в обойми. Зусилля попереднього стиску пружин регулюється болтами, розташованими по окружності обойми.
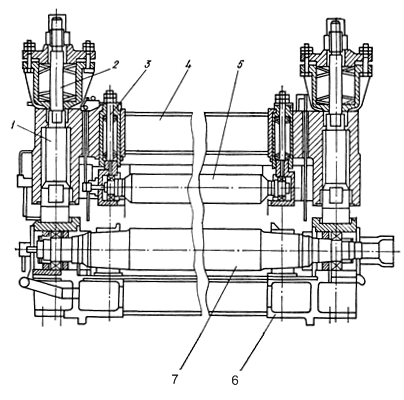
Рисунок 148 - Схема шестироликової секції проводки криволінійних МБЛЗ
Траверсу зміщається по хвостовиках, охороняючи ролики від поломки, тоді, коли зусилля на крайні ролики перевищує силу попередньо стиснутих пружин. Аналогічно налаштовують тарілчасті пружини середнього верхнього ролика.
Механізм підйому верхніх роликів складається з електродвигуна, планетарного редуктора, проміжного вала із зубчастими муфтами й двох черв’ячно-гвинтових редукторів, вмонтованих в опорну раму. Швидкохідні вали редукторів зв'язані між собою проміжним валом, що крім передачі обертання створює синхронний рух ходових гвинтів. Величина їхнього ходу забезпечує необхідне розведення роликів при пропуску шматків остиглого злитка. Горизонтальні зусилля сприймають хвостовики гвинтів, поміщені в напрямні втулки опорної рами.
Опори роликів - дворядні сферичні роликопідшипники. Всі ролики секції водоохолоджуємі.
Кожний із двох привідних роликів отримує обертання від електродвигуна постійного струму через планетарний редуктор і проміжний вал із зубчастою й роликосферичною муфтами.
Електродвигуни постійного струму отримують широкий діапазон швидкості витягування злитків шляхом зміни частоти їхнього обертання. Планетарні редуктори із циліндричними колісьми забезпечують основні вимоги до передавального механізму роликової секції - більше передаточне число й крутний момент на вихідному валу при мінімальних габаритах.
Шпинделі з універсальними шарнірами або проміжні вали, обладнанні муфтами з високою здатністю, що компенсує, забезпечують нормальну роботу привода при перекосах і неспіввісності валів і, крім того, дозволяють винести електродвигун і редуктор із зони безпосереднього теплового впливу й уникнути їхнього заливання рідким металом при аварії.
Механізми підйому верхніх роликів, обладнанні пружинними запобіжними пристроями, забезпечують швидке їхнє розведення при пропуску остиглого злитка.
Технічна характеристика привода шестироликової секції:
| 1. Найбільший крутний момент на вихідному валу редуктора, кНм | 5 |
| 2. Передаточне число редуктора | 594 |
| 3. Потужність електродвигуна, кВт | 32 |
| 4. Частота обертання, об/хв | 1000 |
| 5. Маса привода, т | 3,9 |
Тягнучі кліті
Тягнуча кліть призначена для витягування безперервного злитка, утримання його від падіння й для уведення в машину запалу. На вертикальних МБЛЗ кліть виконують, як правило, у вигляді двох пар привідних валків (рисунок 149, а), підшипникові опори яких можуть переміщатися в перпендикулярному до поверхні злитка напрямку. Кожний валок притискається до злитка двома гідроциліндрами.
На деяких МБЛЗ застосовують тягнучі кліті з балансирним притисненням валків до злитка (див. рис. 149, б). У цьому випадку підшипникові вузли валків 5 закріплюються шарнірно в балансирах 4 і притискаються до злитка 3 важелями 2, 8, що приводять у рух гідроциліндрами 1. Синхронність переміщення протилежних валків досягається за допомогою двох зубчастих секторів 7, жорстко з'єднаних з важелями 2 і 8. До складу механізму входять важелі 6, що утворять разом з балансирами й важелями 2, 8 шарнірно - важільні паралелограми.
Привід обертання валків тягнучих клітей найчастіше електромеханічний. У більшості випадків він управляється від автоматичної системи спостереження за рівнем металу в кристалізаторі: при зниженні рівня виробляється сигнал на зменшення швидкості витягування злитка й навпаки. Зазвичай застосовується електродвигун постійного струму з можливістю глибокого регулювання швидкості обертання за схемою «генератор - двигун*». Для досягнення синхронності в роботі тягнучої кліті й механізму хитання кристалізатора їхні електродвигуни живляться від загального генератора.
На багатьох МБЛЗ тягнучі кліті оснащуються пристроями для швидкого роз’єднання головної частини запалу й злитка. Валки водоохолоджуємі.
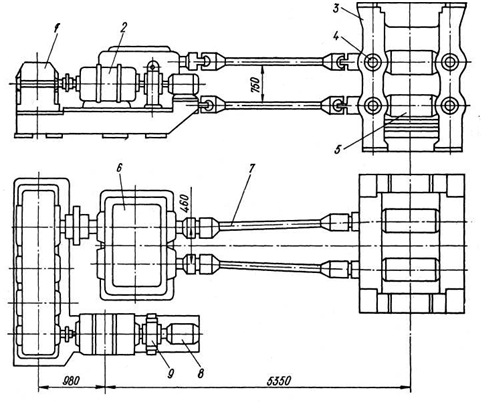
а – індивідуальними гідроциліндрами; б — балансирна
Рисунок 149 - Схема притиснення валків тягнучої кліті до злитка
На рисунку 150 показана конструкція тягнучої кліті МБЛЗ Донецького металургійного заводу.
У станині 3 установлені плаваючі подинишки валків 5, які притискаються до поверхні злитка гідроциліндрами 4. Привід обертання валків винесений із зони високих температур і складається з електродвигуна 2, редуктора 1, шестеренної кліті 6, шпиндельних з'єднань 7, гальма 9 і тахогенератора 8. Валки розтискаються двома плунжерними гідроциліндрами, розташованими між підшипниками протилежних у горизонтальній площині валків. Вони виготовлені пустотілими й прохолоджуються водою, а як опори застосовані дворядні сферичні роликопідшипники.
Технічна характеристика тягнучої кліті МБЛЗ ДМЗ:
| 1. Кількість робочих валків, шт | |
| 2. Зовнішній діаметр робочих валків, мм | 50 |
| 3. Зусилля притискного гідроциліндра, кН | 90 |
| 4. Передаточне число редуктора | 280 |
| 5. Передаточне число шестеренної кліті | 1,552 |
| 6. Двигун: - тип - номінальна потужність, квт - номінальна частота обертання, об/хв | Н-400 22 590 |
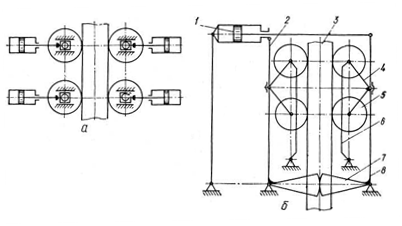
Рисунок 150 - Схема тягнучої кліті МБЛЗ ДМЗ
Тягнуче-правильні машини криволінійних МБЛЗ
Тягнуче-правильні машини, установлювані на криволінійних МБЛЗ складаються із трьох секцій (рисунок 151), закріплених на нерухомих балках 6, 13.
Перша секція призначена для виправлення злитка, а дві інші - для створення тягнучого зусилля й видачі злитка на прийомний рольганг. У кожній секції встановлені два ряди роликів - верхніх 8 і нижніх 7. Ролики верхнього ряду, за винятком трьох у першій секції, неприводні.
У першій і в другий секціях нижні привідні ролики чергуються через один - три з неприводними (на рисунку 151 привідні ролики позначені кружками). У третій секції всі нижні ролики привідні, що обумовлено необхідністю отримання значного тягнучого зусилля для переміщення й видачі затверділого злитка на рольганг.
Оскільки нижній ролик, розташований у місці переходу радіальної частини, при виправленні злитка піддається дії максимального навантаження, передбачена установка опорного ролика 10 великого діаметра, що притискає двома гідроциліндрами до робочого ролика.
Для запобігання від поломки нижніх роликів першої й другої секцій при можливих перевантаженнях у їхніх опорних вузлах установлені короткоходові гідроциліндри 12. Для кращого маніпулювання при видачі порізаних шматків злитка в аварійній ситуації один з нижніх роликів на перехідній ділянці виконаний рухливим. Його вертикальне переміщення здійснюється двома гідроциліндрами 11.
Подушки підшипників верхніх і нижніх роликів поміщені, між стійками станини. Кожний верхній ролик переміщається по нормалі до технологічної осі й притискається до злитка двома гідроциліндрами 1, штоки яких шарнірно з'єднані з подинишками підшипників. Відстань між роликами в перших дво секціях регулюють змінними прокладками 9. Стійки станини у верхній частині зв'язані поздовжніми балками 2, розташованими по обидва боки. Конструкція станини забезпечує швидку заміну робочих роликів повузловим методом.
Приводи секцій роликової проводки й тягнуче-правильна машини уніфіковані й складаються з електродвигуна 3 (див. рис. 151, розріз А – А) постійного струму потужністю 5,5 кВт, планетарного редуктора 4 із циліндричними колесами й шпинделя з універсальними шарнірами 5. Застосування останніх обумовлене необхідністю швидкого з'єднання й роз’єднання ролика із приводом. Максимальний крутний момент на вихідному валу редуктора 25 кНм. Швидкість витягування злитка регулюється в діапазоні 0 - 3 м/хв зміною частоти обертання електродвигуна. Уведення запалу в машину здійснюється на швидкості 4,5 м/хв.
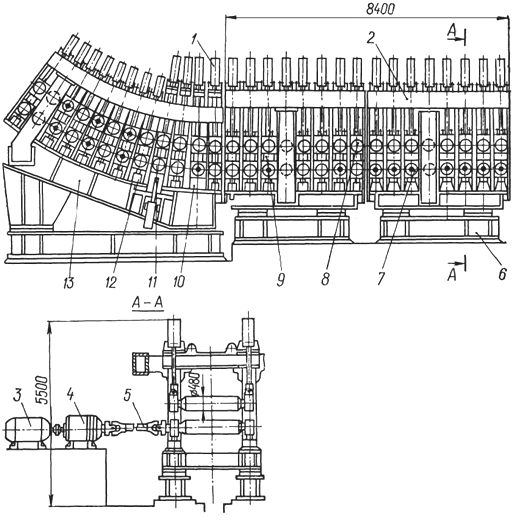
Рисунок 151 - Тягнуче-правильна машина криволінійної МБЛЗ
Запал
Запал призначений для витягування перших метрів злитка, що відливає. На вертикальних і горизонтальних машинах запал являє собою металеву штангу, а на машинах із криволінійною віссю вона виконана із шарнірно з'єднаних ланок.
На радіальних МБЛЗ застосовують два типи запалів – тверді дугоподібні й гнучкі (ланцюгові).
Запали першого типу являють собою дугоподібний брус, за формою перетину однаковий з злитком, що відливається, і вигнутий по дузі окружності з радіусом кривизни технологічної осі машини. Введення твердого запалу в кристалізатор виконують знизу через роликові проводки. Такі запали використовують на машинах лиття сортових заготівок.
Запали другого типу застосовують у радіальні й криволінійних МБЛЗ, призначених для лиття слябів. Залежно від піддатливості ланок ланцюгові запали можуть бути із твердими й розсувними ланками. Область застосування запалів із твердими ланками - МБЛЗ із гідравлічними механізмами переміщення й притиснення роликів. Використання запалів з розсувними ланками (рисунок 152) зазвичай є змушеним, у випадку установки на МБЛЗ привідної проводки із пружинним притисненням роликів до злитка.
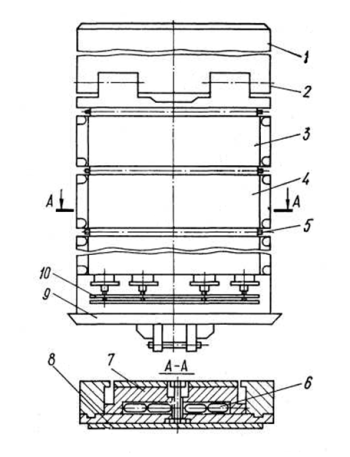
Рисунок 152 - Схема запалу з розсувними ланками
Головна частина 1 з'єднана двома короткими осями 2 з першою ланкою 3 запали. Інші ланки 4 з'єднані між собою осями 5.
У середині тіла запали розміщені пневматичні камери (резино-тканині рукава) 6. Перед введенням запалу в машину, повітря з камер випускають і запал вільно проходить через порожнину кристалізатору. Після цього через колектори 10 подають стиснене повітря (надування запалу). У цей момент рукава 6 при заповненні повітрям відсувають рухливі пластини 7 від нерухомих 8, збільшуючи тим самим товщину запалу. Ланки притискаються до направляючих роликів, які пересувають запал і злиток при розливанні сталі.
Для захвата запалу гаком у хвостовій частині 9 передбачене вушко.
Операції подачі запалу й уведення її в кристалізатор
Операції подачі запалу й уведення її в кристалізатор, від'єднання від злитка й збирання після заповнення всієї зони вторинного охолодження злитком на сучасних МБЛЗ виробляються спеціальними машинами й допоміжними механізмами. Після виходу головної частини запалу з тягнучої роликової проводки вона від'єднується від злитка спеціальним механізмом з гідроприводом і подається до машини для уведення запалу в кристалізатор.
Схема такої машини для подачі запалу зверху зображена на рисунку 153.
Розглянута машина, конструкції УЗТМ, установлюється на МБЛЗ криволінійного типу.
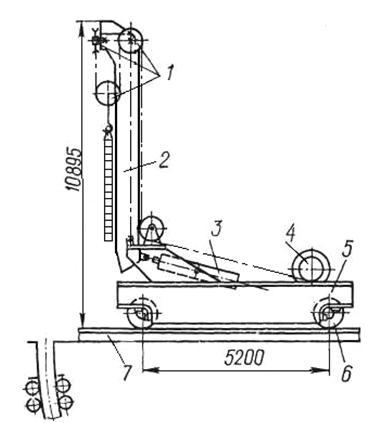
Рисунок 153 - Машина для введення запалу в кристалізатор зверху
Всі механізми встановлені на рамі 5 візка із чотирма ходовими колісьми 6 і механізмом пересування. Візок рухається по рейках 7, покладеним на робочій розливочній майданчику МБЛЗ. На кронштейнах рами шарнірно закріплена стріла 2. У її кінці встановлені блоки 1 канатного поліспаста механізму підйому 4. Нахил стріли для точного центрування запалу по осі кристалізатору здійснюється хитним гідроциліндром 3 і гвинтовим механізмом поперечного переміщення.
До нижнього рухливого блоку 1 підвішений захват для запалу.
При роботі з даною схемою скорочується час підготовки МБЛЗ до прийому наступної плавки, тому що запал можна вводити в кристалізатор відразу після виходу головної частини злитка й не реверсувати напрямок обертання роликових проводок. Однак цей спосіб уведення запалу має й недоліки: можливість ушкодження робочих стінок кристалізатору й необхідність розміщення самохідної машини на робочій розливочній майданчику, що і так перевантажена пристроями для механізації різних технологічних операцій.
Для МБЛЗ радіального типу застосовують машини для подачі й прибирання запалу знизу. Ці машини встановлюють стаціонарно у вертикальному положенні відразу за тягнучими роликовими проводками.
У схемі конструкції, розробленою ВДІІМЕТМАШЕМ (рисунок 154), використаний хитний стіл 7, що оснащений непривідним рольгангом і шарнірно прикріплений з однієї сторони до нерухомої основи, а з іншого боку - до хитного гідроциліндра 8.
Над столом у вертикальних направляючих 2 рухається візок 1 з гаком для захвата запалу. Візок переміщається канатним поліспастом 3 лебідки 4. Для полегшення перекладу запалу з горизонтального положення в похиле, напрямні 2 і хитний стіл оснащені роликами 5 і 6 (ролик 5 - стаціонарний, а ролик 6 - закріплений на столі).
Запал уводять у кристалізатор через горизонтальний і радіальний ділянки роликової проводки зміною напрямку обертання роликів.
При уведенні запалу в роликову проводку, як і при її прийманні, стіл займає похиле положення.
Після виходу запалу з тягнучих роликових проводок на початку розливання хитний стіл нахиляється вперед і приймає запал, що рухається, на свій рольганг. Потім вона захоплюється гаком візка й піднімається нагору. Від'єднання голівки запалу від злитка при виході її з роликової проводки роблять переміщенням стола знизу нагору.
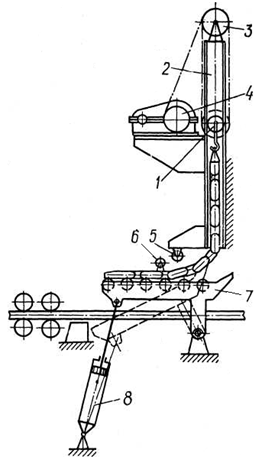
Рисунок 154 - Схема машини для подачі запалу в кристалізатор знизу
Пристрою для різання злитка
Пристрій для різання злитка на шматки певної довжини (заготівки) являє собою газорізку або гідравлічні ножиці.
Газорізка
Газорізка - це рухливий візок, обладнаний двома газокисневими різаками, які при різанні переміщаються поперек злитка, а сама газорізка при цьому рухається разом зі злитком, зчіплюючись із ним перед початком різання пневматичними захватами. Іноді синхронізацію переміщення газорізки зі злитком здійснюють електрорегулюючим пристроєм.
Після закінчення різання газорізка вертається у вихідне положення, після чого цикл повторюється. Недоліком газового різання є втрати металу, що перетворюється в місці різання в окалину.
На рисунку 155 показана схема машини газового різання вертикальної слябової МБЛЗ.
Машина газового різання встановлена нижче тягнучої кліті і представляє собою зварнолиту кабіну 5, у якій розташовані механізми переміщення газових різаків 6 і затискача кабіни відносно злитка 1. Кабіна оснащена механізмом підйому 5 (із плунжерним гідроциліндром 2 і ланцюговим поліспастом) і роликами 4, що рухаються в направляючих швелерах 7. На правому виді малюнка 1.155 напрямні швелера умовно не показані.
Ролики 3 механізми затискача кабіни зроблені ексцентриковими, повертаються за допомогою пневмоциліндрів і можуть переміщатися при зміні ширини злитка в напрямку, перпендикулярному до його поздовжньої осі. Осі верхніх ланцюгових блоків, шарнірно закріплених на плунжерах гідроциліндрів, обладнанні напрямними роликами. Після включення механізму різаки запалюються й починають рухатися назустріч, розрізаючи злиток. Коли відстань між різаками зменшується приблизно до 100 мм, один з них зупиняється й приділяється у вихідне положення, а перемичка розрізається іншим різаком.
При різанні злитка механізм підйому машини включений на підйом зі зменшеним тиском робочої рідини в гідросистемі, що забезпечує синхронний рух кабіни й злитка. Механізм переміщення газових різаків зроблений гвинтовим зі спеціальним копіром, що забезпечує сталість відстані від торця мундштука різака до поверхні злитка.
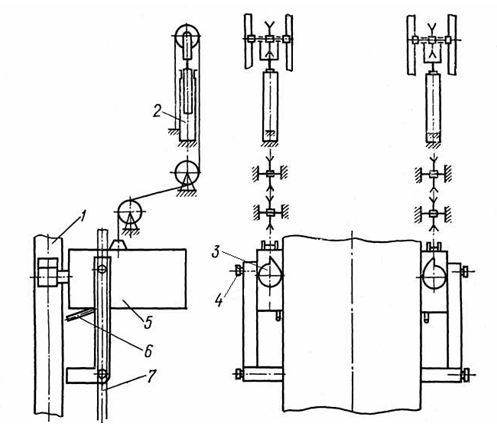
Рисунок 155 - Схема машини газового різання вертикальної слябової МБЛЗ
На криволінійних МБЛЗ машини газового різання (рисунок 156) установлюються за тягнучими роликовими проводками після перекладу злитка в горизонтальне положення.
Уздовж рольганга, по якому рухається злиток, переміщається рама 1, на якій змонтовані механізми вертикального 2 і горизонтального 7 переміщення різаків, механізми 3 затискачі рами щодо злитка. Механізм пересування рами виконаний у вигляді лебідки, на барабані якої закріплені обидва кінці каната, що охоплює одним витком барабан 4 машини. Гальмо 5 затискає барабан при прискореному поверненні машини у вихідне положення, а після притиснення рами до злитка звільняє його.
Механізми переміщення газових різаків - гвинтові; каретки із захватами механізму затискача приводяться в рух пневмоциліндрами. Перекіс машини в горизонтальній площині попереджають дві пари бічних упорних роликів 6.
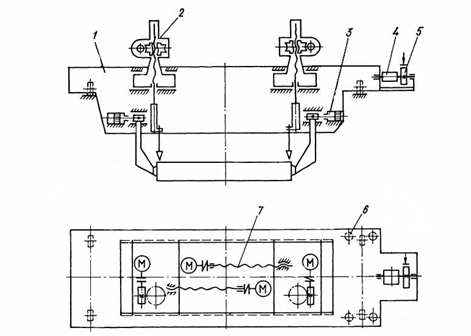
Рисунок 156 - Схема машини газового різання криволінійної МБЛЗ
Хитні гідравлічні ножиці зусиллям 30 МН
Ножиці ставляться до закритого типу з паралельним ходом ножів і нижнім різанням, що виключають передачу зусилля різання на ролики рольганга. Ножиці складаються з хитної станини 10 (рисунок 157), установленої в опорах 11, нижнього рухливого супорта 9, що охоплює своїми напрямними стійкі 6 станини, двох гідроциліндрів 12 ріжучого механізму, двох гідроциліндрів 3 зворотні ходи супорта, гідроциліндра 7 механізму хитання станини, пов'язаного з нею шатуном 8, і двох гідроциліндрів притиску 1 з'єднаних з лабетами 2 на торцях штоків.
Ріжучий механізм обладнаний двома ножами 5, один із яких закріплений у супорті, а другий - у верхній траверсі станини. Всі гідроциліндри ножиців плунжерного типу, за винятком гідроциліндра хитання станини, що виконаний двосторонньої дії.
Плунжери гідроциліндрів 3, 12 з'єднані з нижнім супортом відповідно стійками 4, 13 зі сферичними опорами.
Технічна характеристика хитних гідравлічних ножиців зусиллям 30 МН:
| 1. Найбільший розрізаємий перетин заготовки, мм | 250х1800 |
| 2. Хід нижнього ножа, мм | 370 |
| 3. Число порізів у хвилину | 1 |
| 4. Кут хитання ножиців | 7° 40' |
| 5. Діаметри плунжерів гідроциліндрів, мм: - робочого - зворотного ходу - притиску | 800 220 220 |
| 6. Діаметри поршня й штока гідроциліндра хитання ножиців відповідно, мм | 360 і 200 |
| 7. Надлишкові тиски робочої рідини в гідросистемах ножиців і механізму хитання відповідно, МПа | 36 і 10 |
| 8. Потужність електродвигунів насосної групи, квт: - власно ножиців - механізму хитання | 3х125 3х10 |
| 9. Маса ножиців, т | 304 |
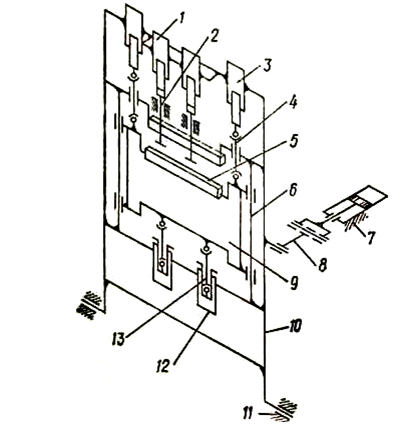
Рисунок 157 - Кінематична схема хитних гідравлічних ножиців
Імпульсне різання заготівок у лінії МБЛЗ
Спосіб імпульсного різання з використанням енергії вибуху газоповітряної суміші в контейнері запропонований Харківським авіаційним інститутом.
Машина призначена для імпульсного різання сортових профілів безперервних злитків з поперечним перерізом 150х150 мм (рисунок 158).
До складу машини входять камера згоряння 1 із замикаючим пристроєм 2 клапанні типи, розширювальний циліндр 3, чотири стяжні шпильки 4, розпірні колони - втулки 5, шабот 6 з верхнім ножем, верхня траверса - шабот 7, плунжер 9 з бойком і нижнім ножем. Машина шарнірно підвішена до штока пнемоамортизатора 8, що закріплений на нерухомих металоконструкціях. Процес різання відбувається в такий спосіб - газоповітряна суміш уводиться в камеру згоряння й після просування між ножами злитка необхідної довжини підпалюється. При швидкому згорянні суміші (0,1 ÷ 0,2 с) тиск продуктів згоряння різко збільшується, клапан замикаючого пристрою відкривається, і гази через пропускний отвір попадають у розширювальний циліндр.
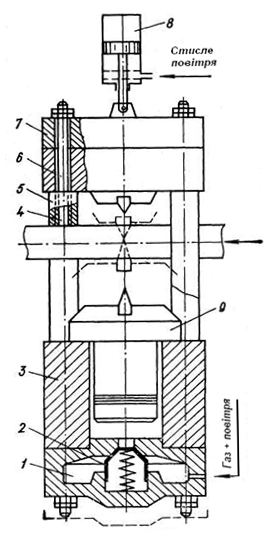
Рисунок 158 - Схема машини імпульсного різання
Плунжер з бойком і нижнім ножем переміщаються нагору, а машина (у результаті віддачі при вибуху суміші в камері згоряння) - униз. Разом з корпусом машини вниз (щодо злитка) опускається шабот 6 і верхній ніж.
Поршень стискає повітря в пневмоциліндрі, і обидва ножі заглиблюються в злиток, здійснюючи безвідхідне різання. Висота ножів підібрана так, щоб не сталося їхнього зіткнення.
Після різання продукти згоряння виходять через зазори між плунжером і розширювальним циліндром у навколишній простір. Кількість газів невелика, вони нетоксичні, тому вентиляція не потрібно.
Технічна характеристика машини імпульсного різання злитків:
| 1. Найбільший поперечний переріз злитка, мм | 170x170 |
| 2. Час різання, с | 0,01 |
| 3. Частота різання, хв-1 | 6 |
| 4. Рівень шуму, дБ | 80 |
| 5. Габаритні розміри, мм | 600x690x2650 |
| 6. Маса машини, т | 15 |
Механізми збирання заготівок
Системи збирання безперервнолитих заготівок на вертикальних МБЛЗ бувають двох видів: з вертикальними й похилими підйомниками.
Перша (рисунок 159) містить у собі підхоплення 3, кантувач 4, рольганг 5, нижній 6 і верхній 2 зштовхувачі, вертикальний підйомник 1.
Безперервнолита заготівка мірної довжини, відрізана машиною газового різання, приймається на нижні виступи корпуса підхоплення 3 і опускається в кантувач 4. Нижні виступи корпуса підхоплення проходять між аналогічними виступами кантувача, а заготівка залишається в останньому.
Кантувач, повертаючись навколо цапф, укладає заготівлю на рольганг 5, і далі вона транспортується до контакту з останнім роликом, після чого автоматично спрацьовує система управління роботою нижнього зштовхувача 6. Кантувач повертається, підхоплення вертається у вихідне положення, і включається нижній зштовхувач 6 (якщо платформа вертикального підйомника 1 перебувають у крайнім нижнім положенні). Потім платформа піднімається в крайнє верхнє положення, і заготівки верхнім зштовхувачем 2 зрушуються на стелажі, з яких убираються мостовим краном, або на рольганг, що відводить.
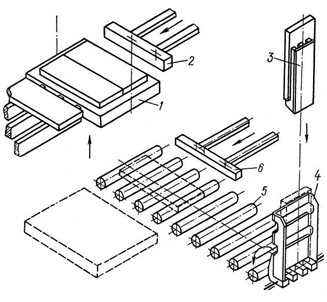
Рисунок 159 - Схема системи механізації збирання заготівок із вертикальним підйомником
Привіди механізму підйому підхоплення (рисунок 160, а) і повороту кантувача (див. рис. 160, б) виконані гідравлічними, а як гнучкий орган використані ланцюги.
Підхоплення з'єднане з гідроциліндром канатом (ланцюгом), що обгинає блок. Кантувач складається з литий сталевої колиски, шарнірно прикріпленої до нерухомої рами, і механізму повороту з гідроциліндрами.
Канати, прикріплені до лабетів колиски, обгинають напрямні й рухливі блоки на штоках гідроциліндрів; другі кінці канатів закріплені на металоконструкції.
Система збирання заготівок із похилим підйомником (рисунок 161) складається з візка 8, нижнього кантувача 9 з гідроприводом 10, нерухомих криволінійних 6 і похилих 1 шляхів, верхнього кантувача 2 витягаючих роликів 3 з гідроприводом 4 притиски верхнього ролика, канатної лебідки 5 для підйому й опускання візка, противаги 7 для зрівноважування візка із заготівкою.
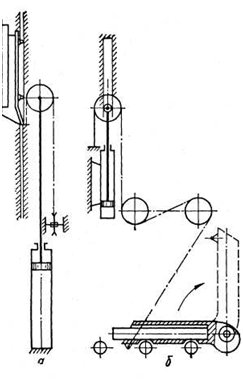
Рисунок 160 - Схема приводів підйому підхоплення (а) і повороту кантувача (б)
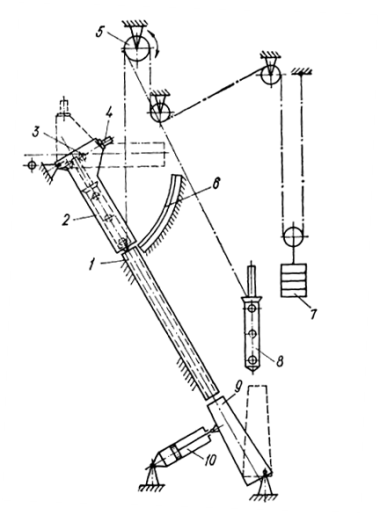
Рисунок 161 - Схема механізації прибирання безперервнолитих заготівок підйомником с похилими коліями
Безперервнолита заготівка мірної довжини надходить у корпус візка й опускається лебідкою в нижній кантувач, що займає вертикальне положення. Потім візок із заготівкою переводиться нижнім кантувачем у похиле положення, піднімається й уводиться у верхній кантувач. Після повороту останнього в горизонтальне положення заготівка затискується між витягаючими роликами й з їхньою допомогою надходить на рольганг, що відводить (рисунок 162).
Система прибирання заготівок використається також для подачі запалу в тягнучу кліть. На криволінійних МБЛЗ безперервнолиті заготівки прибирають простіше, тому що злиток після тягнучих роликових проводок переводиться в горизонтальне положення й транспортується рольгангом, що відводить.

Рисунок 162 - Ділянка рольганга, що відводить, МБЛЗ після ножиців
1.49.6 Технологія розливання і якість злитка
У зв'язку з додатковим охолодженням у проміжному ковші температура металу, що розливається на МБЛЗ, повинна бути на 20 - 40 °С вище температури металу при сифонному розливанні в виливниці.
Після закінчення розливання попередньої плавки (або серії плавок при розливанні методом «плавка на плавку») МБЛЗ готують до наступного розливання. У цю підготовку входять такі операції: виведення з машини кінця злитка, що відливався; перевірка стінок кристалізатору і його положення щодо осі МБЛЗ; перевірка форсунок вторинного охолодження й відстані між роликами й брусами зони вторинного охолодження й тягнучих пристроїв, огляд іншого обладнання; введення запалу в кристалізатор і закладення зазору між головкою запалу й кристалізатором (азбестом, глиною).
Перед початком розливання встановлюють нагрітий проміжний ківш (рисунок 163) у задане положення над кристалізатором, здійснюють подачу води на кристалізатор і вторинне охолодження.
Проміжний ківш наповнюють металом на висоту 0,4 - 0,6 м і потім, відкриваючи стопор, починають подавати метал у кристалізатор.
Тривалість заповнення кристалізатора до початку витягування злитка повинна забезпечити утворення досить товстої кірки затверділого металу і її міцне зчеплення із запалом; для злитків середнього й великого перетинів цей час складає 0,5 - 2,0 хв.
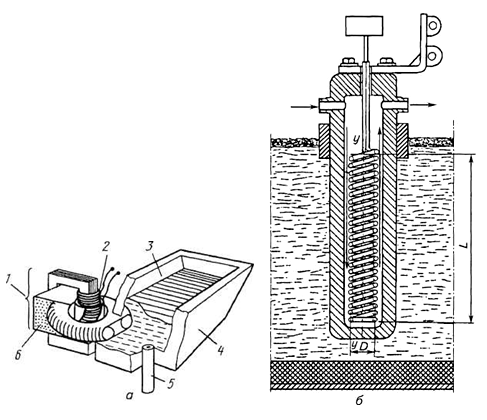
а - з індуктором:
1 - індуктор; 2 - обмотка; 3 - рідка сталь; 4 - проміжний ківш; 5 - стакан; 6 - футерівка;
б - керамічний пристрій з індукційними котушками, що занурює в метал у ковші.
Рисунок 163 - Проміжний ківш із системою підігріву
Після закінчення заданого часу при неповністю заповненому кристалізаторі, включають механізм витягування злитка; одночасно автоматично включається механізм хитання кристалізатору. Протягом 1 - 2 хвилин швидкість витягування злитка підвищують до заданого значення; надалі її намагаються підтримувати постійною щоб уникнути утворення дефектів у злитку. Швидкість розливання підбирають дослідним шляхом, з огляду на, що при її збільшенні зростає продуктивність установки, але зменшується товщина кірки злитка на виході із кристалізатору й можливий її прорив з аварійною зупинкою розливання; збільшується також осьова пористість і ураженість злитка тріщинами. Швидкість розливання залежить від перетину злитка, марки сталі, що розливається, стану обладнання МБЛЗ. Швидкість зазвичай знижується при збільшенні перетину злитка й ступеня легованості сталі.
Для злитків товщиною більше 150 мм швидкість розливання перебуває в межах 0,4 - 2,0 м/хв, для більше мілких злитків досягає 4 - 8 м/хв.
Метал у кристалізатор подають або відкритим струменем, або «під рівень» за допомогою подовжених складених стаканів, кінець яких занурений у метал на глибину 50 -100 мм (рисунок 164).
Подачу «під рівень» здійснюють вертикальними (див. рис. 164, б), або горизонтальними або похилими струменями (див. рис. 164, в). Розливання під рівень запобігає окислюванню й розбризкуванню струменя металу й зменшують його охолодження, знижує ураженість злитка поверхневими поздовжніми тріщинами.
Подачу вертикальними струменями застосовують при виливку злитків, близьких по перетині до кола або квадрата; подачу через стакани, що занурюються, з бічними отворами - для плоских злитків.
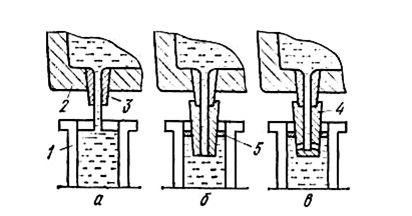
а - відкритим струменем; б - «під рівень» вертикальним струменем;
в - «під рівень» горизонтальними (похилими) струменями;
1 - кристалізатор; 2 - проміжний ківш; 3 - стакан;
4 - складена стакан для подачі металу «під рівень»;
5 - захисний шар шлаків
Рисунок 164 - Способи подачі металу в кристалізатор
При розливанні без подачі в кристалізатор шлакових сумішей на його стінки подають змащення, що зменшує тертя злитка об стінки, сприяючи запобіганню зависання й розривів кірки злитка. Як змащення часто використовують парафін і рапсове масло, витрату парафіну складає 0,2 - 0,7 кг/т сталі. При згорянні змащення створюється відбудовна атмосфера, що зменшує окислювання поверхні металу; для захисту від окислювання в кристалізаторі й навколо струменя створюють захисну атмосферу шляхом подачі аргону, азоту, природного газу, пропану.
Гарних результатів досягають при захисту струменя аргоном (рисунок 165).
Важливо так організувати цей захист, щоб отримати бажаний результат при мінімальній витраті аргону й забезпечити при цьому рівну (без коливань і сплесків) поверхню металу в кристалізаторі.
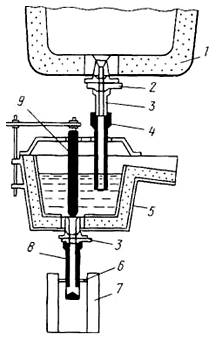
1 - сталеливарний ківш; 2 - шиберний затвор; 3 - сполучна стакан;
4 - подовжена стакан; 5 - проміжний ківш; 6 - захисні суміші;
7 - Кристалізатор; 8 - заглибна стакан; 9 - стопор.
Рисунок 165 - Система подачі металу в кристалізатор із захистом від впливу атмосфери на струмінь металу
На рисунку 166 показані варіанти підведення аргону, у тому числі й такі, які допомагають запобігти затягуванню каналу оксидами алюмінію й поліпшують умови випливання неметалічних включень у кристалізаторі.
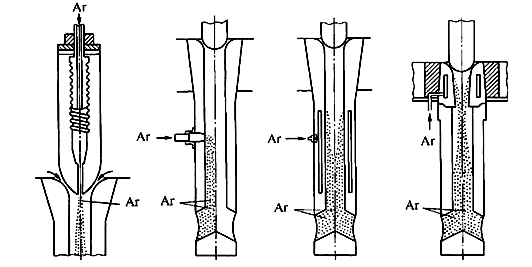
Рисунок 166 - Способи подачі аргону в заглибну стакана
Крім того, продувка металу аргоном додатково рафінує розплав. При виробництві заготівок великого перетину для підвищення якості заготівок (зниження ліквації й пористості в осьовій зоні) може бути використаний і такий прийом, як продувка металу аргоном безпосередньо в кристалізаторі.
При розливанні через стакани, що занурюються, поверхня металу в кристалізаторі захищають від охолодження, окислювання й можливого утворення заворотів окисленої кірки шлаковими покриттями. У кристалізатор вводять шлакові суміші, які, стикаючись із рідким металом, розплавляються, утворюючи шар рідких шлаків. Склад сумішей відрізняється розмаїтістю. У них можуть входити Ca, Si2, A12O3, Na2O, K2O, Ca2, Mg, кріоліт*, слюда **, цемент, іноді 20 - 30 % порошкоподібного графіту.
Суміші повинні бути легкоплавкими з температурою плавлення 1050 - 1300°С. Іноді застосовують екзотермічні суміші, при згорянні яких формується рідкі шлаки. При розливанні з шлаковим покриттям змащення в кристалізатор не подають; роль змащення виконує тонкий шар шлаків, що налипає на стінки кристалізатору.
Для запобігання зависання й розривів кірки злитка внаслідок її тертя об стінки кристалізатора останньому, як уже вказувалося, повідомляють поверненно-поступальний рух.
При спільному русі вниз тертя відсутнє й кірка зміцняється, при підйомі кристалізатору стають доступними для змащення ті ділянки стінок, які потім виявляються залитими рідким металом.
При подачі металу в кристалізатор не можна допускати перерв струменя й різкої зміни кількості подаваного металу. Перерва струменя веде до утворення спаїв (поясів) на злитку. Зміна витрати металу викликає коливання рівня металу в кристалізаторі й поява утисків на поверхні злитка.
Важливим фактором у технології розливання є режим вторинного охолодження. Інтенсивність вторинного охолодження залежить від властивостей сталі, що розливається (схильності до утворення тріщин) і від швидкості розливання, при рості якої інтенсивність подачі води збільшують. При надмірній інтенсивності вторинного охолодження з-за переохолодження поверхні злитка й виникаючих при цьому термічних напруг у злитку виникають внутрішні й сітчасті поверхневі тріщини. При занадто малій інтенсивності охолодження недостатньо міцна гаряча кірка злитка може деформуватися («роздуття» злитка). Загальна витрата води на вторинне охолодження при розливанні спокійної сталі складає 0,4 - 1,4 л на 1 кг сталі (для киплячої 0,7 - 1,2 л/кг).
1.49.7 МБЛЗ для отримання тонкої смуги й стрічки
Роликові розливочні машини
Роликові МБЛЗ для отримання тонкої смуги побудовані й уведені в експлуатацію в Японії, Австралії, Італії й Франції (рисунок 167).
У процесі розливання сталі на розглянутої двороликової МБЛЗ із водоохолоджуємими зсередини роликами діаметром 400 мм і шириною 300 мм зі швидкістю 17 - 40 м/хв отримують стрічку товщиною 0,8 - 2,3 мм із корозійонностійкої хромонікелевої сталі. Застосування роликів зі сплавів на основі міді, у порівнянні зі сталевими роликами дозволяє після 5 хвилин розливання стабілізують товщину стрічки. Шляхом подальшої холодної прокатки з обтисненням до 60 % і відпалом удалося отримати стрічку товщиною 0,3 - 0,6 мм.
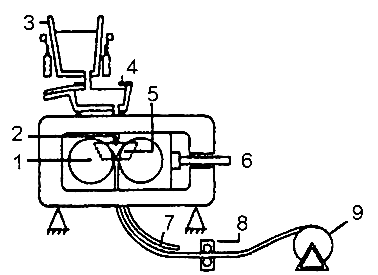
1 - ролики - кристалізатори; 2 - заглибна стакан; 3 - розливочний ківш;
4 - проміжний ківш; 5 - бічні ущільнювачі; 6 - натискний пристрій;
7 - напрямні смуги; 8 - тягнучі ролики; 9 - моталка
Рисунок 167 - Схема двороликової МБЛЗ для отримання тонкого листа
МБЛЗ конвеєрного типу
Однієї з установок конвеєрного типу (установка інженера М.Ф. Голдобина) наведена на рисунку 168.
На установках стрічкового типу метал з ковша через металоприймач безупинно надходить у простір між нескінченною стрічкою й колесом. Внутрішня поверхня стрічки й зовнішній обід колеса являють собою кристалізатор, у якому сталь, що заливає безупинно, повинна встигнути закристалізуватися. Установки такого типу використовують для отримання профілів невеликого перетину (наприклад, дроту або тонкої стрічки).
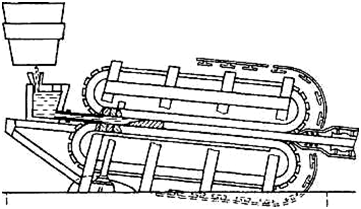
Рисунок 168 - Схема розливочної машини інженера М. Ф. Голдобина
Стрічкові розливочні машини
На рисунку 169 показана схема установки для безпосереднього отримання тонких слябів товщиною від 20 до 80 мм, шириною 600 мм із вуглецевих і корозійностійких сталей у сталеливарному цеху одного із заводів Японії.
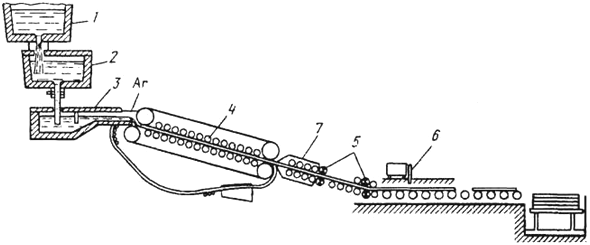
1 - сталеливарний ківш; 2 - проміжний ківш; 3 - металоприймач;
4 - напрямні ролики; 5 - тягнучі ролики; 6 - кисневе різання;
7 - зона вторинного охолодження.
Рисунок 169 - МБЛЗ стрічкового типу системи Hazelett (завод Kashima, Японія)
Метал з 250-т ковша переливають в 50-т ківш, з якого послідовно заглибленим струменем він попадає у великий (8 т) і малий (2 т) проміжні ковші, потім надходить на двострумкову МБЛЗ (струмінь металу захищають від окислювання аргоном).
Метал твердішає у зазорі між двома нескінченними водоохолоджуємими стрічками. Швидкість виходу одержуваного листа складає 4 - 6 м/хв (максимальна - 15 м/хв).
По імені розроблювача Р. В. Хазелетта схема відома як Hazelett - схема (або Hazelett/Krupp). Установка діє з 1983 р. Перший досвід експлуатації установок такого типу показав, що для їхньої успішної роботи необхідно мати метал стандартно високої якості, високий рівень організації контролю й автоматизації.
У цей час уже є досвід фірм U.S. Steel і Bethlehem Steel (США) по розливанню сталі на смуги товщиною 12 - 24 мм і шириною 300 мм зі швидкістю 20 - 26 т/год.
1.49.8 Об’єднання безперервного розливання із прокаткою
Сполучення безперервного розливання з обробкою тиском забезпечує економію електроенергії, необхідної для підігріву заготівок перед прокаткою, і підвищення продуктивності завдяки зниженню втрат.
При сполученні безперервного розливання із прокаткою досягаються:
- підвищення продуктивності, економія виробничих площ і витрат на транспортування заготівок із розливочного відділення в прокатний цех;
- зниження витрати палива й енергії внаслідок виключення (або зменшення) енергетичних витрат на нагріву заготівки перед прокаткою;
- поліпшення якості сталі навіть при невеликому обтисненні безперервного злитка.
Продуктивність сучасних прокатних станів істотно вище пропускної здатності установок безперервного розливання, тому головною проблемою, що виникає при сполученні безперервного розливання із прокаткою, є вишукування такої системи охолодження й такої конструкції кристалізатора, які забезпечують вихід безперервного злитка зі швидкістю, достатньої для нормального завантаження сучасного безперервного прокатного стана.
Максимальна швидкість безперервного розливання (і відповідно швидкість ковзання скоринки злитка по стінках мідного кристалізатора), досягнута на сучасних установках, складає 4 -5 м/хв, що набагато нижче швидкості руху заготівки в прокатному стані.
Розробка сполученого процесу безперервне розливання - прокатка ведеться у двох напрямках:
- Установка системи прокатних валків безпосередньо на шляху руху заготівок (рисунок 170).
- Різання заготівок на мірні довжини, пропуск гарячих заготівок через додатковий нагрівальний пристрій (полум'яне або індукційне нагріву) і подальший рух безпосередньо в прокатний стан.
Великі комплекси такого типу діють на ряді заводів миру; їхня продуктивність коливається від сотень тисяч до 2 млн. тонн заготівок у рік.
Передача безперервнолитих заготівок на прокатний стан без проміжного нагріву отримала назву «пряма прокатка». Для забезпечення надійної роботи комплексу безперервне розливання - прокатка необхідно забезпечити отримання бездефектних заготівок, що дозволяє виключити операції їхнього охолодження, огляду, зачищення й нагріву перед прокаткою. Для цього потрібні метал високої якості з мінімальним змістом шкідливих домішок і включень, що пройшов комплексну позапічну обробку, а також високий рівень організації контролю за ходом процесу розливання й прокатки.
При організації прокатки безперервнолитих заготівок на таких комплексах доводиться враховувати, що на відміну від звичайних умов у цьому випадку температура внутрішньої частини заготівки вище, ніж зовнішньої. Вона настільки висока, що опір деформації внутрішніх частин помітно нижче, ніж зовнішніх. Це розходження особливо помітно у випадку обтиснення заготівки із ще рідкою серцевиною.
З одного боку, це дозволяє зменшити потужність обтискних клітей при зменшенні числа проходів, з іншого боку - ставить ряд таких проблем забезпечення якості прокату, багато з яких перебувають ще в стадії вирішення.
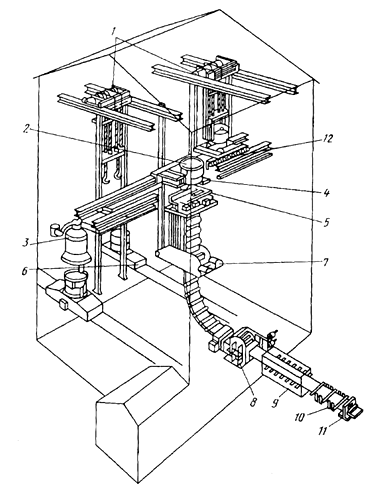
1 - підйомник сталеливарного ковша; 2 - сталеливарний ківш;
3 - одна із двох установок вакуумування; 4 - проміжний ківш на візку;
5 - кристалізатор; 6 - візок для транспортування сталеливарного ковша;
7 - тягнучі валки; 8 - правильна машина; 9 - підігрівальна піч;
10 - обтискний стан; 11 - газорізка; 12 - розливочний візок.
Рисунок 170 - Схема МБЛЗ, сполученої із прокаткою
Однієї з них є, наприклад, проблема компенсації зниження температури поверхні (внаслідок інтенсивного її охолодження) кутових частин заготівки й запобігання внаслідок виникаючих напруг утворення тріщин, у тому числі кутових, поздовжніх, поперечних і т.п.
Накопичений досвід свідчить про те, що для забезпечення гарантованої високої якості заготівки необхідне проведення таких заходів:
- удосконалювання технології виплавки сталі й запобігання влучення кінцевих шлаків у ківш при випуску;
- вакуумна обробка сталі;
- продувка металу в ковші аргоном;
- захист струменя металу між сталеливарним і проміжним ковшами від взаємодії з повітрям;
- збільшення глибини проміжного ковша для поліпшення умов спливання включень;
- застосування заглибного стакану, що забезпечує вимивання включень із внутрішньої поверхні скоринки, що кристалізується;
- забезпечення рівномірної подачі флюсу в кристалізатор;
- продувка аргоном у стакані проміжного ковша;
- контроль, автоматика й обладнання, що забезпечують постійний рівень (± 3 мм) металу в кристалізаторі;
- забезпечення строгої співвісності (у межах <0,5 мм) кристалізатора й верхньої секції направляючих роликів;
- висока частота хитань кристалізатору;
- забезпечення рівномірного охолодження по ширині й довжині заготівки;
- застосування електромагнітного перемішування рідкої серцевини заготівки;
- пропуск відлитих заготівок (наприклад, слябів) по рольгангу через теплообмінник, що забезпечує стандартні умови охолодження заготівки на шляху до прокатного стана (одночасно утилізується тепло, що втрачається використовують для отримання низькотемпературної пари).
Перерахування цих заходів показує, що робота методом прямої прокатки можлива лише при комплексному використанні методів позапічної обробки металу, удосконаленні обладнання для безперервного розливання, контролі процесу розливання й автоматизації управління всіма операціями.
Роторні розливочні машини
Роторні колісні установки безперервного розливання широко використовуються при сполученому розливанні й прокатці мідної або алюмінієвої катанки, які можна використати для безперервного розливання й прямої прокатки сталі.
Агрегат (рисунок 171) включає обертове стрічкове колесо діаметром 3 м з виїмкою трапецеїдального перетину на обіді й притискає до обіду на ділянці близько 90° нескінченну сталеву стрічку, які утворять у такий спосіб кристалізатор довжиною 1,8 м.
Завдяки більшій (в 2,5 рази), чим зазвичай, довжині кристалізатору й відносної нерухомості заготівки й кристалізатору продуктивність такої установки істотно вище продуктивності установок традиційного типу.
На виході з колеса заготівлю розгинають по плавній траєкторії за допомогою водоохолоджуємого клина й ряду роликів. Потім заготівка проходить через правильний пристрій, зону форсункового охолодження, пристрій для вирівнювання температури по перетині й надходить в обтискну кліть, що формує із трапецеїдальної (площа поперечного переріза 18 500 мм2) квадратну (перетином 120 x 120 мм) заготівлю.
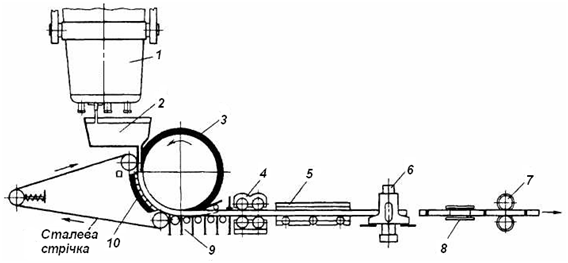
1 - сталеливарний ківш; 2 - проміжний ківш; 3 - ливарне колесо;
4 - тягнучі ролики; 5 - зона вирівнювання температури; 6 - ножиці;
7 - горизонтальна кліть; 8 - вертикальна кліть; 9 - напрямні ролики;
10 - охолодження стрічки.
Рисунок 171 – Колесо-стрічкова МБЛЗ, сполучена із прокатним станом конструкції Hitachi (Японія)
Великий час контакту заготівки із кристалізатором дозволяє підвищити швидкість розливання в порівнянні з вертикальними установками.
Наприклад, при площі поперечного переріза заготівки близько 200 мм швидкість розливання складає 4-6 м/хв., що відповідає швидкості прокатки. Тому є можливість вести прокатку в лінії розливання. Продуктивність роторних установок складає від 400 до 1200 т у добу.
Економічність роботи установки забезпечується високою її продуктивністю, стовідсотковою економією витрат на енергію й вогнетриви для нагріву заготівок, підвищенням наскрізного виходу придатного до 99%.
1.50 Розливочні (ливарні) крани
Для транспортування сталерозливочних ковшів, встановлення їх на стенди МБЛЗ або втримання ковшів під час лиття сталі в виливниці використовують ливарні крани.
Від мостових кранів загального призначення розливочні крани відрізняються більш складною конструкцією механізму головного підйому; наявністю двох візків, що переміщаються по мосту на різних рівнях; важким режимом роботи, підвищеними вимогами експлуатації й надійності, безвідмовності й безпеці. До особливостей розливочних кранів відносяться: малі швидкості руху, особливо головного підйому (1,7 - 2,0 м/хв); плавність підйому вантажів і робота механізмів з малими прискореннями й з.
Основний параметр розливочного крана - вантажопідйомність, що для головного візка приймається від 750 до 6300 кН (75 - 630 Т) залежно від місткості сталеливарного ковша.
Застосовуються розливочні крани наступної вантажопідйомності, кН: 260 - 750/150; 3500 - 750/150; 4500 - 1000/200; 6300 - 900/160. Перше число означає вантажопідйомність головного візка, друге й третє числа – вантажопідйомність великого й малого підйомів допоміжного візка.
На рисунку 172 показаний розливочний кран вантажопідйомністю 4500 -1000/200 кН, що складається з моста, чотири механізмів переміщення моста, головного візка й допоміжного візка.
Міст зварної конструкції складається із чотири головних поздовжніх балок 26 коробчастого перетину, з'єднаних попарно поперечними кінцевими балками 1. Кожна пара головних балок, що утворять жорстку конструкцію, з'єднана між собою шарнірно. Міст крана опирається на шістнадцять безребордних коліс, об'єднаних попарно балансирами 15. Балансири закріплені на кінцевих балках по осі головних поздовжніх балок. Для запобігання сходу крана з рейок передбачені упорні котки 18, розташовані по обидва боки моста. На верхніх поясах поздовжніх балок покладені рейки 14, по яких переміщається головний візок крана. Знизу на одній поздовжній балці змонтована шахта 25 з кабіною 24.
Кожний механізм переміщення моста складається з електродвигуна 21, гальма й двох редукторів - вертикального 20 і горизонтального 17, з'єднаних між собою проміжним валом 19. Вихідний вал горизонтального редуктора через муфту з'єднаний із крайнім ходовим колесом 16. Між електродвигунами механізмів переміщення моста існує електричний зв'язок і вони працюють синхронно.
Головний візок служить для підйому й поперечного переміщення сталеливарного ковша. Візок складається із платформи 9 і двох опорних візків 10. Кожний опорний візок установлений на вісім коліс, об'єднаних попарно балансирами 2, і оснащена приводом переміщення 3. На платформі візка розташований механізм головного підйому вантажопідйомністю 4500 кН, що складається із двох електродвигунів 8, редукторів 6, 7 і двох барабанів 5.
До барабанів за допомогою двох здвоєних поліспастів на 48 галузях каната підвішена тверда зварена траверса 23 із двома шарнірно закріпленими пластинчастими гаками 22 для захвата цапф сталеливарного ковша. Для компенсації нерівномірного витягування галузей канатів поліспаста кінці їх прикріплені до траверси важільного зрівняльного пристрою 4.
Допоміжний візок 13 обладнаний двома механізмами підйому - більшим 11 вантажопідйомністю 1000 кН і малим 12 вантажопідйомністю 200 кН, а також механізмом пересування візка. Механізм великого підйому призначений для кантування сталерозливочних ковшів, механізм малого підйому служить для допоміжних і ремонтних робіт у ливарному прольоті.
Переміщається допоміжний візок під платформою головного візка по рейках, укріпленим на нижніх поясах внутрішніх поздовжніх балок.
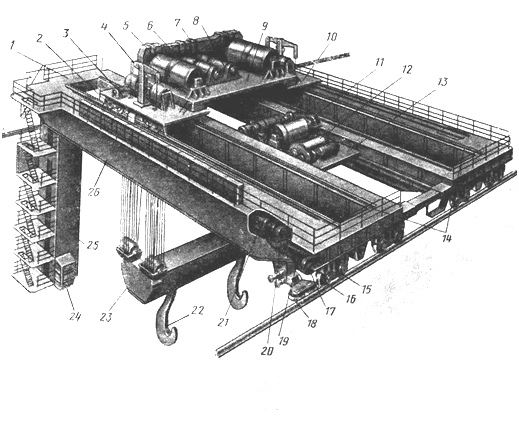
Рисунок 172 - Розливочний кран вантажопідйомністю 4500 - 1000/200 кН
На рисунку 173 наведене схематичне зображення розливочного крана.
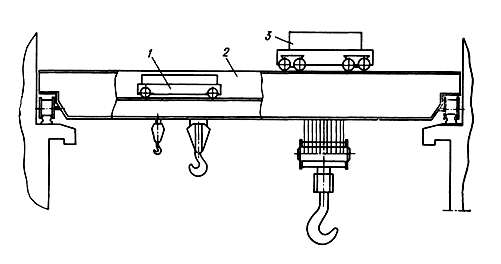
1 - допоміжний візок; 2 - міст; 3 - головний візок
Рисунок 173 - Схема розливочного крана
Характеристика кранів наведена в таблиці 1.8.
Таблиця 1.8 - Технічні характеристики головних візків ливарних кранів
| Параметри ливарних кранів | Вантажопідйомність крана, кН | ||
|---|---|---|---|
| 3500 + 750/150 | 4500 + 1000/200 | 6300 + 900/160 | |
| Механізм підйому: | |||
| швидкість підйому, м/хв | 2 | 2,1 | 1,7 |
| висота підйому, м | 16 | 18 | 18 |
| потужність електродвигуна, квт | 78 | 106 | 150 |
| частота обертання, об/хв | 490 | 425 | 425 |
| передаточні числа: | |||
| - редуктора | 26,04 | 29,6 | 32,05 |
| - зубчастої пари | 4,55 | 3,9 | 3,9 |
| діаметр барабана, м | 1,89 | 2,0 | 2,0 |
| кратність поліспаста | 12 | 12 | 12 |
| Механізм пересування: | |||
| швидкість пересування, м/хв | 27,6 | 20 | 20 |
| потужність електродвигуна, кВт | 15 | 33 | 33 |
| частота обертання, об/хв | 550 | 630 | 630 |
| передаточне число редуктора | 47,9 | 78,8 | 117 |
| діаметр ходових коліс, м | 0,7 | 0,8 | 1,0 |
По конструктивній ознаці розрізняють крани із чотири - і шестибалочними мостами (рисунок 174).
Для переміщення головного візка по мосту рейки можуть бути покладені в одну або дві нитки. Балки моста мають коробчастий перетин.
Головні й кінцеві балки зазвичай з'єднуються накладками зі сталевих аркушів.
Мости розливочних кранів вантажопідйомністю 3500 ÷ 4500 кн опираються на 16 ходових коліс. Головні балки шарнірно з'єднуються з балансирною рамою, а остання (теж шарнірно) - з балансирами двох ходових візків. Привідними виконуються чотири колеса, зазвичай крайні в кожному балансирному візку.
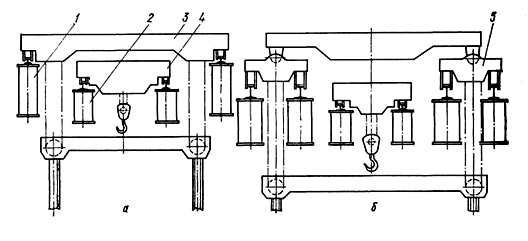
а – чотирибалочні
1- головні балки; 2 - допоміжні балки; 3 - головний візок; 4 - допоміжний візок;
б - шестибалочні
1 - головні балки; 2 - допоміжні балки; 3 - платформа; 4 - допоміжний візок; 5 - опорні візки
Рисунок 174 - Схеми мостів розливочних кранів
Всі механізми працюють паралельно й синхронно. У випадку аварії якого-небудь механізму під час розливання сталі можна закінчити роботу справними механізмами, що залишилися. На рисунку 175 наведена кінематична схема одного з механізмів.
Кожний привід механізму пересування (див. рис. 175, а) складається з електродвигуна 6, гальма й триступінчастого редуктора 5, з'єднаного з ходовим колесом.
Ходові колеса 3 крани розміщені в непривідних 1 і привідних 4 балансирних візках, шарнірно з'єднаних з головними балансирами 2 (див. рис. 175,6). Останні у свою чергу шарнірами пов'язані з мостом. Балансирні візки забезпечують рівномірний розподіл зусиль на ходові колеса. Колеса встановлені у викотних буксах, прикріплених болтами до рами візків.
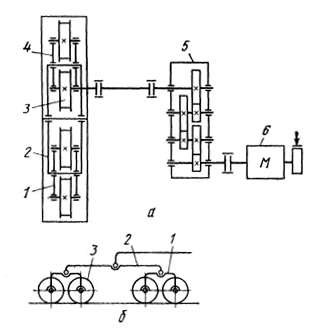
а – кінематична схема;
б – схема балансирних візків
Рисунок 175 - Схеми механізму пересування моста розливочного крана
У кожному балансирному візку 2 (рисунок 176) передбачено по два ходових колеса 3. Букси 4 ходових коліс окремі й кріпляться до рами балансирних візків болтами.
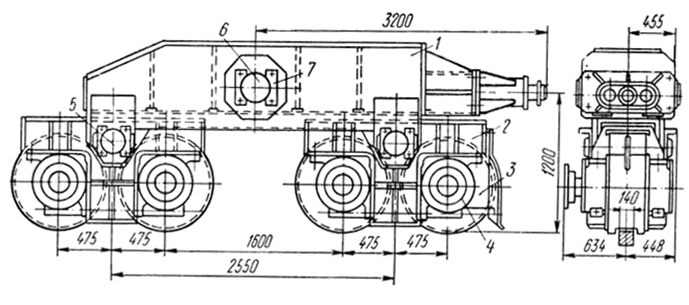
Рисунок 176 - Балансир розливочного крана
Балансирні візки з головним балансиром 1 зв'язані осями 5. Головні балансири з мостом крана з'єднані осями 6, закріпленими двома вісітримача 7.
Ходове колесо крана складається із центра й насадженого на нього в гарячому стані бандажа. Центр виготовляють як правило зі сталі 45, а бандаж зі сталі 50М2.
Ходове колесо закріплене на валу за допомогою шпонкового з'єднання й опирається на два дворядних сферичних роликопідшипники. Максимальний тиск на колесо - 735 кН.
Конструкція ходової частини крана з балансирними візками забезпечує рівномірність тиску ходових коліс на підкранові рейки. Ходові колеса встановлені у викотних буксах, прикріплених болтами до рами балансирного візка.
На рамі головного візка кранів із чотирибалковим мостом установлені механізми підйому вантажу й пересування візка.
Найбільш тривалий строк, служби (приблизно 5 років) мають колеса, виготовлені методом штампування на пресах з додатковою прокаткою на колесопрокатному стані.
Головний візок розливочного крана служить для підйому й поперечного переміщення сталерозливочних ковшів. Конструкція візка задовольняє високим вимогам надійності роботи й простоти пристрою, забезпечує вільний доступ до будь-якого вузла механізму, що досить важливо при оглядах і ремонтах.
Рама головного візка (див. рис. 172) звареної конструкції виготовлена з балок коробчастого перетину й установлена на чотири балансирні візки. З восьми коліс візка два колеса привідні.
Кінематична схема механізмів головного візка крана показана на рисунку 177.
На головному візку 2 установлені механізми підйому й пересування візка. Механізм пересування складається із центральнорозташованого електродвигуна 3, короткоходового гальма 4, двох вертикальних триступінчастих циліндричних редукторів 5 і восьми ходових коліс 7 у балансирних візках 1. Два привідних колеса з'єднані з редукторами зубчастими муфтами 6.
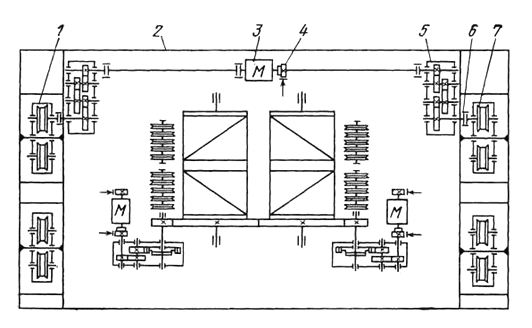
Рисунок 177 - Кінематичні схеми механізмів головного візка розливочного крана
Механізм підйому (рисунок 178, а) складається із двох електродвигунів 1 і двох горизонтальних кранових редукторів 2.
На тихохідних валах змонтовані храпові механізми 3, з'єднані із привідними шестірнями 4, які повідомляють обертання барабанам 6. Вінці 5 барабанів кінематичне зв'язані, завдяки чому збільшується надійність механізму підйому. Кожний привід оснащений двома гальмами 7.
У механізмі підйому застосовані два здвоєних поліспасти (див. рис. 178, б), що складаються з балансирів 12, рухливих 11 і нерухомих 8 блоків.
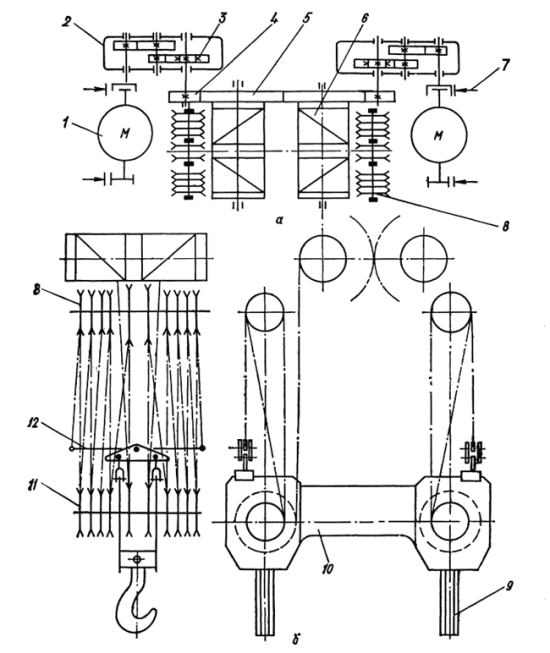
Рисунок 178 - Схеми механізму підйому розливочного крана
Вантажозахватним пристроєм служить траверса 10 (вона з'єднує обидва здвоєних поліспастів) із закріпленими пластинчастими гаками 9 для захвата цапф сталеливарного ковша.
На рисунку 179 як порівняння наведене загальний вид механізму головного підйому розливочного крана вантажопідйомністю 4500 + 900/160 кН.
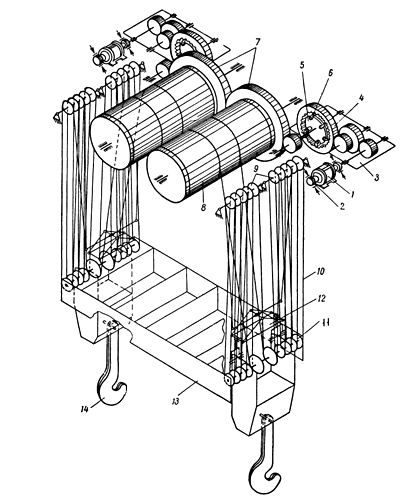
1 - електродвигун; 2 - короткоходові гальма; 3 - двоступінчастий редуктор;
4 - зубчасте колесо другого щабля; 5 - диск; 6 - собачки; 7 - зубчасті вінці;
8 - барабани; 9 - нерухомий верхній блок; 10 - канат (48 галузей);
11 - рухливий нижній блок; 12 - важільний зрівняльний пристрій;
13 - тверда зварена траверса; 14 - пластинчастий гак.
Рисунок 179 - Механізм головного підйому розливочного крана вантажопідйомністю 4500 + 900/160 кН
Храпові механізми (рисунок 180) уведені до складу привода як запобіжний пристрій від значних перевантажень із - за несинхронного включення або виходу з ладу одного із двигунів.
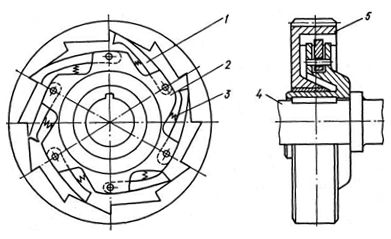
Рисунок 180 - Схема храпового механізму розливочного крана
Храповики забезпечують роздільну роботу привода при підйомі вантажу. На тихохідному валу 4 редуктори жорстко закріплений обойма 2 із собачками 1, які входять у зачеплення із зубами храпового зубчастого колеса 5. Собачки притискаються до зубів пружинами 3. Передача обертання обоймі й тихохідному валу можлива тільки при обертанні храпового колеса по годинній стрілці. У зачепленні перебуває одна собачка. Інші зміщені стосовно сусідніх, щоб знизити ударні навантаження при упорі в зуби після проковзування.
Кожний двигун механізму розраховується на повну вантажопідйомність, а кожне гальмо - на втримання всього вантажу з коефіцієнтом запасу гальмування 1,25.
Розглянемо три випадки роботи храпового механізму:
- При нормальній роботі, коли обидва електродвигуни обертаються синхронно, храпові механізми замкнуті й передають однакові крутні моменти на обидва барабани. Навантаження на зубах вінців барабана практично відсутні.
- Синхронність обертання електродвигунів з якої-небудь причини порушилася й швидкість, наприклад, правого електродвигуна збільшилася. Тоді, внаслідок твердого кінематичного зв'язку барабанів швидкість лівого барабана й диска лівого храпового механізму також збільшиться, що приведе до розриву ланцюга лівого привода - собачки будуть прослизати по храпових зубах відстаючого колеса. Звільнений від навантаження лівий електродвигун збільшить швидкість, а правий, що прийняв на себе повне навантаження, зменшить її. Коли швидкості електродвигунів зрівняються, лівий храповий механізм знову замкне ланцюг привода й обидва механізми підйому будуть працювати паралельно з однаковим навантаженням.
- При виході з ладу одного з електродвигунів при підйомі навантаженого ковша храповий механізм цього привода розірве кінематичний ланцюг і від’єднає несправний електродвигун від механізму підйому. Другий електродвигун на зниженій швидкості обертає обидва барабани й продовжує розливання сталі. Для опускання ковша гальмо на валу непрацюючого двигуна повинен бути розкритий.
У багатьох випадках механізм підйому вантажу розливочних кранів обладнаний диференціальним редуктором (рисунок 181).
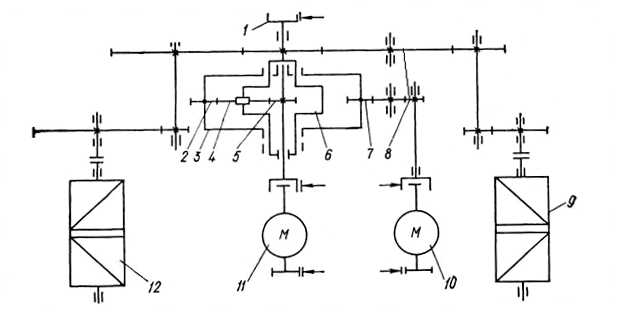
Рисунок 181 - Схема механізму підйому з диференціальним редуктором
Від двигунів 10, 11 обертання барабанам 9, 12 передається через ряд циліндричних шестірень 8, диференціальну передачу, до складу якої входить привідна шестірня 5, сателіт 4, водило 6 і сонячне колесо 3 із зовнішнім 7 і внутрішнім 2 зачепленням. Вантаж піднімається двома двигунами, але вони можуть включатися й незалежно друг від друга.
Двигуни механізму підйому вантажу з диференціальною передачею розраховуються на половину нормальної вантажопідйомності, тому що при роботі одного двигуна швидкість зменшується у два рази. У механізмах цього типу крім робочих гальм, установлених на валах двигунів, установлюється аварійне гальмо 1 на валу водила. Він включається при порушенні кінематичного ланцюга однієї сторони для втримання вантажу.
Допоміжний візок розливочного крана 4500 – 1000/200 кН (див. рис. 172) обладнана двома механізмами підйому - більшим і малим і механізмом пересування візка. Механізм великого підйому (1000 кН) призначений для підйому шлакових і кантування сталерозливочних ковшів; механізм малої вантажопідйомності (200 кН) служить для допоміжних і ремонтних робіт у розливочному прольоті.
Допоміжний візок розливочного крана по конструктивному виконанню не відрізняється від візків мостових кранів загального призначення й оснащена одним або двома механізмами підйому вантажу.
Технічна характеристика розливочного крана 4500-1000/200 кН:
| 1. Вантажопідйомність механізмів підйому, кН: - головного - великого допоміжного - малого допоміжного | 4500 1000 00 |
| 2. Швидкість підйому, м/хв: - головного - допоміжного | 3,1 12 |
| 3. Швидкості пересування, м/хв: - крана - головного візка - допоміжного візка | 67,5 17,5 28,6 |
| 4. Механізм головного підйому: - висота підйому, м - діаметр барабана, мм - діаметр каната, мм - число галузей поліспастів | 28 2500 42 48 |
| 5. Потужність електродвигуна, кВт | 2х140 |
| 6. Механізм пересування головного візка: - число ходових коліс, шт. - потужність електродвигуна, кВт | 8 50 |
| 7. Механізм пересування крана: - число ходових коліс, шт. | 16 |
| 8. Потужність електродвигуна, кВт | 4х35 |
| 9. Проліт крана, м | 24 |
| 10. Маса крана, т |
1.51 Сталевізний візок
Сталевізний візок призначений для перевезення рідкої сталі в ковші від печі до місця розливання. На рисунку 182 представлений загальний вид сталевізного візка. Рама 1 візка являє собою тверду зварену конструкцію. У середині рами виконані упори для установки ковша 5. Рама опирається на чотири напівскати 2 нормальні залізничні колії, з яких два крайніх - привідні.
Привід 4 складається з електродвигуна постійного струму, гальма й редуктора, з'єднаного з віссю напівската зубчастою парою. Рама привода одним кінцем гойдається на осі напівската, а іншим - підвішена до рами візка за допомогою пружинного амортизатора. На рамі візка встановлене автозчеплення 3 із пристроєм для розгальмовування гальм при русі на причепі за локомотивом. Живлення приводів струмом відбувається через струмознімний пристрій 6 від тролейних проводів, розташованих у траншеї під підлогою цеху.
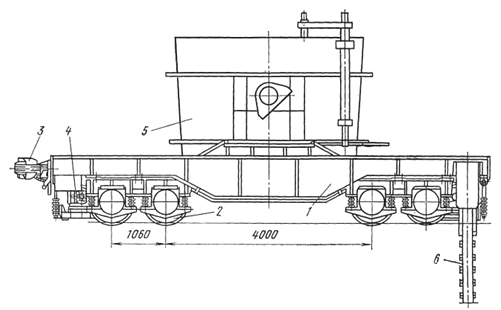
Рисунок 182 - Сталевізний візок
1.52 Типові шлаковози
На металургійних заводах отримали поширення типові шлаковози із чашами місткістю 16 м3 (рисунок 183).
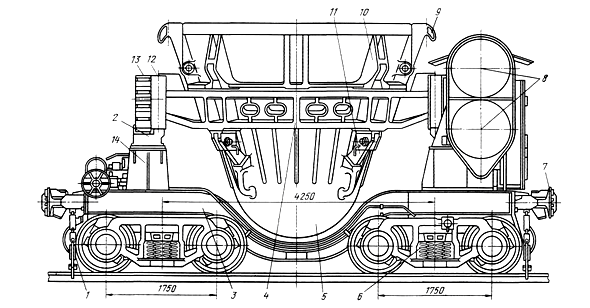
Рисунок 183 - Шлаковоз
Основними вузлами шлаковоза є чаша 5, опорне кільце 4, платформа 3 на двох візках залізничного типу й механізм перекидання чаші 8. Чаша ковша виконана у вигляді усіченого конуса зі сферичним днищем. Нахил стінок ковша повинен бути не менш 20° для того, щоб при перекиданні ковша на 120° забезпечити вільний вихід шлаків при його застиганні. Чашу ковша відливають із чавуну з товщиною стінок 60 - 100 мм.
Усередині чашу не футерують. Перед кожним наливом шлаків, внутрішню поверхню ковша очищають від застиглих шлаків і обприскують розчином вапна або глини щоб уникнути прилипання рідких шлаків.
Чаша шлаковоза працює в досить тяжких умовах: високий (до 1500 °С) і нерівномірний нагрів окремих частин чаші приводить до утворення тріщин і деформації стінок. Для збільшення терміну служби почали виготовляти чаші із хвилястими стінками й із зовнішніми ребрами в поздовжньому й поперечному напрямках. Чаші зі сталі більш стійкі, але вони також жолобляться й до них прилипають шлаки через недостатньо гладку внутрішню поверхню.
На зовнішній стороні чаші виконані два гаки 9 для підйому чаші краном, чотири лабети 10 для опори чаші на кільце й чотири замкових з'єднання 11, що втримують чашу від випадання з кільця при перекиданні. Від зсуву чаші по кільцю охороняють виступи кільця, які входять у відповідні западини опорних лабетів. Замкове з'єднання складається із клина, що одним кінцем утримується в припливі чаші, а іншим закріплений у вушках кільця за допомогою болта із чекою.
Опорне кільце являє собою масивний сталевий виливок з перетином у вигляді швелерної балки з ребрами. Кільце відлите разом із двома опорними котками 12 з ребордами й зубчастими секторами 13. Діаметри обіду опорного котка й початкової окружності зубчастого сектора однакові.
Рама шлаковоза складається із двох сталевих литих лафетів 14, які з'єднані поздовжніми литими балками 3 з поперечними зв'язками.
Балки опираються на два посилені візки 6 залізничного типу. Опорні котки кільця передають навантаження на напрямні лафетів. Паралельно напрямним укріплені зубчасті рейки 2, з якими зчіплюються зубчасті сектори 13 кільця.
Шлаковоз обладнаний автоматичною зчіпкою 7, буферами, пневматичними гальмами й часто рейковими захватами 1 для закріплення за рейки перед кантуванням чаші. Привід пневматичних гальм розташований на одному кінці рами шлаковоза, механізм перекидання чаші 8 - на іншому.
Механізм перекидання чаші наведений на рисунку 184.
Електродвигун 14 через редуктор 13 і відкриті зубчасті передачі 12 і 11 обертає ходові гвинти 10 у нерухомо встановлені на лафеті підшипниках. Гвинти переміщають траверсу 8 з гайками 9 і втулкою, куди входить цапфа 6 опорного кільця 15. При цьому кільце опорним котком 7 перекочується по напрямної 4 лафети, а зубчастий сектор 5 перебуває постійно в зачепленні з рейкою 3.
При поступальному русі цапфи кільця одночасно відбувається його обертання в результаті зачеплення зубчастого сектора з нерухомою рейкою. Ківш у крайніх положеннях зупиняється від кінцевого вимикача 1, що повертається від гвинта через кінематичний редуктор 2. Електродвигун механізму перекидання отримує живлення від мережі через штепсельну муфту в місцях вивантаження шлаків. Такий спосіб перекидання охороняє залізничні колії від влучення шлаків, тому що в перекинутому положенні нижня крайка чаші виходить за межі шляху.
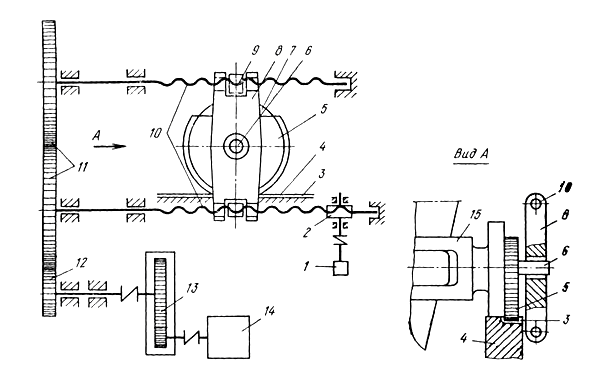
Рисунок 184 - Схема механізму перекидання чаші шлаковоза
Шлакові чаші (ковші) установлюють на спеціальні стенди (рисунок 185), що представляють собою сталеву плиту 1 зі стійками 2, на яких укріплене опорне півкільце 3.
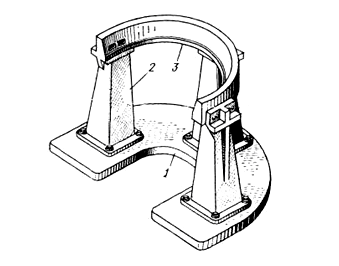
Рисунок 185 - Стенд для шлакової чаші
Такі стенди переносяться краном і розміщаються в прольотах електросталеплавильного цеху, у місцях, де зливають шлаки зі сталерозливочних ковшів.