Рудовідновлювальні феросплавні печі

2.1 Загальні відомості
Плавильний корпус феросплавного цеху призначений для розміщення й обслуговування електропечей, а також для прийому й розливання готового сплаву й видалення шлаків. Сучасний плавильний корпус феросплавного цеху з потужними рудовідновлювальними печами має звичайно два прольоти: пічний і розливочний. До будинку корпусу з боку пічного прольоту примикає трансформаторна естакада.
Пічний проліт служить для розміщення й обслуговування плавильних електропечей. Останні розташовуються звичайно уздовж цехи в лінію. Залежно від типу й потужності встановлених печей ширина пічного прольоту приймається рівної 15, 18, 24 і 30 м. Він завжди виконується багатоповерховим.
На нульовій відмітці прольоту розташовані фундаменти плавильних печей (для обертових печей вони заглиблені), механізми викочування металовозних і шлаковозних візків, устаткування й механізми газоочисток, підсобні приміщення.
Для обслуговування льотки встановлюється суцільне перекриття або місцева горнова площадка. Тут розташовані пристрої для відкривання й закривання льотки, вузли для готування льоточної маси, системи шламозбірників, побутові приміщення для відпочинку плавильної бригади. Залежно від потужності печі площадка розташовується на висоті 2,5—6,6 м.
Робоча площадка, призначена для обслуговування печі, спостереження за технологічним і електричним режимами, являє собою у всіх цехах суцільне перекриття й розташовується на рівні 4,5 - 12 м. На ній установлені пульти управління печами (звичайно одне приміщення на дві печі), похилі газоходи для відводу газу з-під склепіння, парасоль для видалення газів, що вибиваються з печі, завантажувальні трубозбіги із приймальними лійками, приміщення для інженерно-технічного й чергового персоналу, тельфери для проведення ремонтних робіт.
Для обслуговування механізмів переміщення й перепуску електродів слугує електродна площадка, що представляє собою суцільне перекриття, розташоване на висоті 8,5—22,2 м. У нових цехах з печами, обладнаними гідравлічною системою переміщення й перепуску електродів, встановлюються місцеві площадки.
Перекриття на відмітці 19,8—30 м слугує для кріплення пічних кишень, розміщення системи конвеєрів подачі шихти в них, монтажу вентиляційних установок, нарощування електродних кожухів і завантаження електродної маси за допомогою мостового крана.
Всі перекриття мають наскрізні прорізи по торцях цеху для забезпечення печей електродною масою. Над кожною піччю розташовані також прорізи для виконання різних транспортних операцій при ремонтах.
Розливочний проліт феросплавних цехів призначений для прийому із пічного прольоту металу й шлаків, їхньої первинної обробки, розливання сплаву й передачі його на склад готової продукції, підготовки й подачі до печей розливочною посуду, поточного ремонту посуду, прийому необхідних матеріалів і змінного обладнання для нормальної експлуатації устаткування плавильного корпуса.
Ширина розливочних прольотів сучасних феросплавних цехів приймається рівної 24; 27; 30 і 36 м. Ширина прольоту залежить від насиченості обладнанням, числа технологічних операцій зі сплавом і шлаками, кількості й обсягу розливочної посуду.
2.2 Обладнання пічних відділень
По призначенню феросплавні печі підрозділяються на рудовідновлювальні й рафінувальні.
Рудовідновлювальні печі, як правило, працюють безперервним процесом. Вони оснащені потужними трансформаторами (17 – 60 МВ•А); відновлювачем слугує вуглець. Самоспікливі електроди в цих печах занурені в тверду шихту, яка безперервно підвантажується.
Одержувані феросплави й шлаки в розплавленому стані випускають періодично. Безперервний режим роботи характерний для процесів виплавки феросиліцію, вуглецевих ферохрому й феромарганцю, силікокальцію, силікохрому й силікомарганцю.
У рафінувальних печах процес ведуть із повним проплавлення шихти.
Печі обладнанні механізмом нахилу. При нахилі печі для випуску сплаву електроди піднімаються. У конструкціях цих печей склепіння не передбачене. Застосовуються як вугільні самоспікливі електроди, так і графітизовані.
Рафінувальні печі працюють зазвичай в періодичному режимі. На початку плавки електроди занурені в шихту, а потім у міру розплавлювання шихти вони піднімаються над розплавом, і дуги горять відкрито. Сплав і шлаки випускають із печі по закінченні плавки. У якості відновлювача використовують сплави, що містять кремній і алюміній. Реакції відновлення з їхньою участю протікають із виділенням тепла, тому потужність трансформаторів рафінувальних печей невелика (до 3÷6 МВа). У таких печах виплавляють безвуглецеві ферохром, феромарганець, феровольфрам, ферованадій і інші сплави. За конструкцією рафінувальні печі мало відрізняються від звичайних дугових електропечей.
2.3 Рудовідновлювальні феросплавні печі
Рудовідновлювальні печі є печами безперервної дії, у них дуги увесь час закриті шаром твердої шихти. У печах із закритою дугою необхідний метал відновлюється з руди й сплавляється із залізом. Потужність рудовідновлювальних печей для виробництва феросплавів у цей час перевищує 63 МВ•А.
Розрізняють одне- і трифазні рудовідновлювальні печі.
У трифазних печах електроди розташовують в одну лінію (у прямокутних печах) або по вершинах рівностороннього трикутника (у круглих печах).
Печі працюють без нахилу ванни.
Рудовідновлювальні печі по конструкції діляться на відкриті, закриті - завантаження шихти через лійки, розташовані навколо електродів, герметичні, зі стаціонарною або обертовою ванною.
Розмірний ряд рудовідновлювальних печей наведений у таблиці 1.
Піч 11 зі зливним жолобом 2 розташована на фундаменті 3. Електричний струм від трансформатора 5 подається по шинах короткої мережі 9 до струмоведучих щік 4, а від них до електродів. Завантаження печі провадиться машинами кидкового типу. Для переміщення й перепуску нарощуваних самоспікливих електродів застосовують гідравлічні пристрої 7 і 8, з'єднані з несучими циліндрами 6. під робочою площадкою знаходиться апарат 1
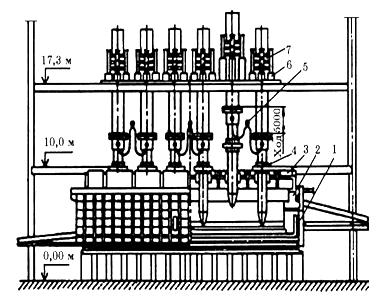
Тяжкі умови праці при виплавці феросиліцію у відкритих електропечах, незадовільна робота завалочних машин, експлуатованих у зоні інтенсивних теплових випромінювань, зробили необхідним пошук нових конструкцій відкритих печей. Були створені напівзакриті печі (див. рис. 2).
Головна принципова відмінність реконструйованих відкритих електропечей від працюючих до цього - збільшення потужності печі до 27 МВ•А, завантаження шихти трубозбігами, що дозволило виключити використання завантажувальних машин, які не забезпечували рівномірне завантаження колошника електропечі. Навколо кожного електроду передбачено по п’ять трубозбігів.
Таблиця 1 - Розмірний ряд рудовідновлювальних феросплавних електропечей
| Тип електропечі | Потужність трансформатора, МВ•А | Тип ванни | Електроди | Механізми повороту корпуса | Призначення | |
|---|---|---|---|---|---|---|
| Кількість | Тип | |||||
| РКО-16,5МО2 | 16,5 | кругла відкрита | 3 | самоспікливий | є | феросиліцій |
| РКО-16,5КН | 16,5 | кругла відкрита | 3 | самоспікливий | немає | високоглиноземистий напівпродукт |
| РКЗ-16,5КН-I | 16,5 | кругла закрита | 3 | самоспікливий | є | нормальний електрокорунд |
| РКЗ-16,5М-05 | 16,5 | кругла закрита | 3 | самоспікливий | є | феросиліцій |
| РКЗ-16,5АЛЕ6 | 16,5 | кругла закрита | 3 | самоспікливий | є | силікохром |
| РКЗ-16,5АЛЕ7 | 16,5 | кругла закрита | 3 | самоспікливий | немає | переробний ферохром |
| РКЗ-16,5АЛЕ8 | 16,5 | кругла закрита | 3 | самоспікливий | є | силікохром |
| РКЗ-16,5АЛЕ9 | 16,5 | кругла закрита | 3 | самоспікливий | є | феросиліцій і силікокальцій |
| РКЗ-16,5Н10 | 16,5 | кругла закрита | 3 | самоспікливий | немає | марганцеві сплави |
| РКЗ-16,5Н11 | 16,5 | кругла закрита | 3 | самоспікливий | є | силікомарганець |
| РКО-22И1 | 16,5 | кругла відкрита | 3 | самоспікливий | є | феросиліцій ФС75 і ФС90 |
| РКО-25ФСИ1 | 16,5 | кругла напівзакрита | 3 | самоспікливий | є | феросиліцій ФС75 і ФС90 |
| PK3-24MI | 16,5 | кругла закрита | 3 | самоспікливий | є | феросиліцій |
| PK3-33MI | 16,5 | кругла герметична | 3 | самоспікливий | немає | високовуглецевий ферохром |
| РКЗ-33М2 | 16,5 | кругла закрита | 3 | самоспікливий | є | феросиліцій і силікохром |
| РПЗ-48М01 | 16,5 | прямокутна закрита | 6 | самоспікливий | немає | марганцеві сплави |
| РПЗ-48М2 | 16,5 | прямокутна закрита | 6 | самоспікливий | немає | марганцеві сплави |
| РПЗ-63И1 | 16,5 | прямокутна герметична | 6 | самоспікливий | немає | марганцеві сплави |
| РПЗ-80И1 | 16,5 | прямокутна герметична | 6 | самоспікливий овальний | немає | марганцеві сплави |
| РКЗ-63И1 | 16,5 | кругла закрита | 3 | самоспікливий | є | феросиліцій |
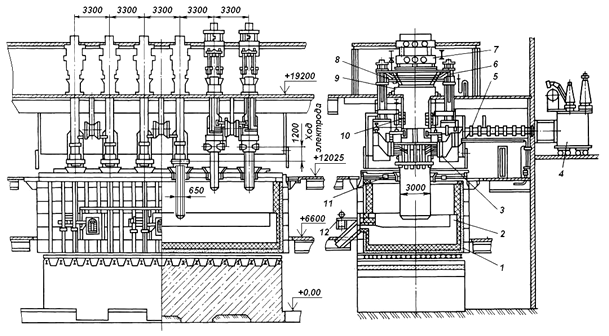
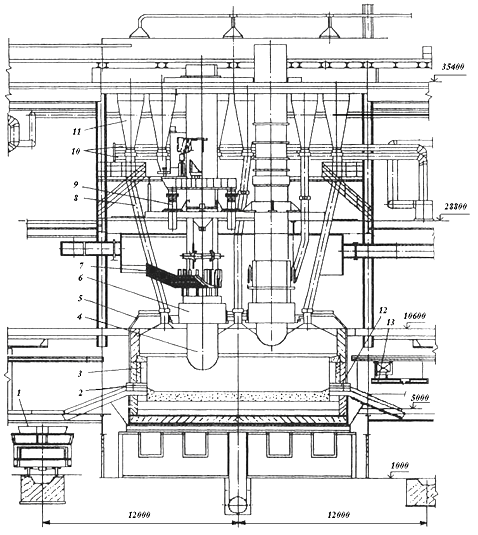
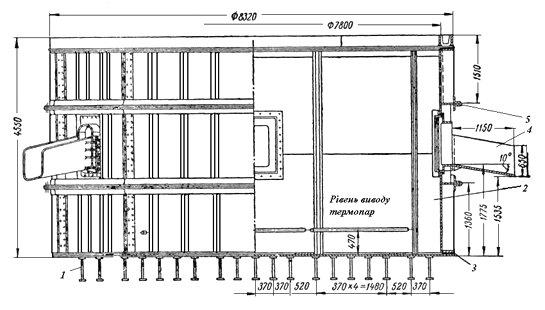
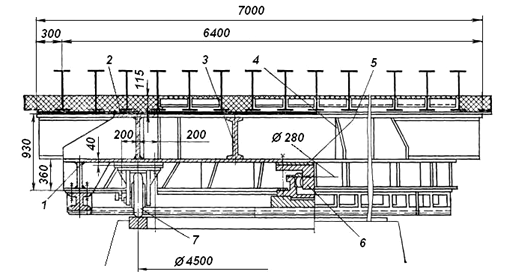
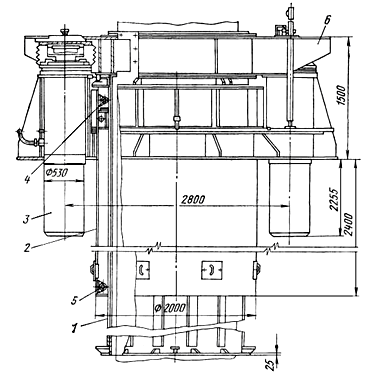
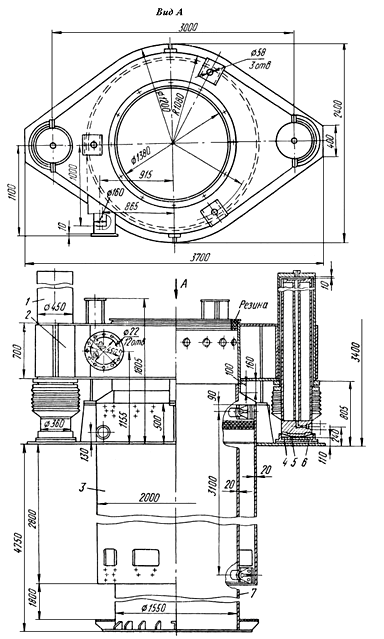
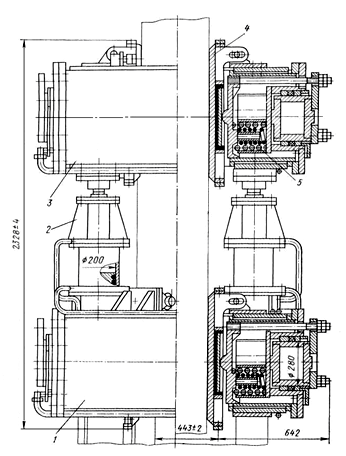
На рисунку 1 наведена відкрита рудовідновлювальна піч РКО - 16,5 з обертовою ванною для виплавки феросиліцію.
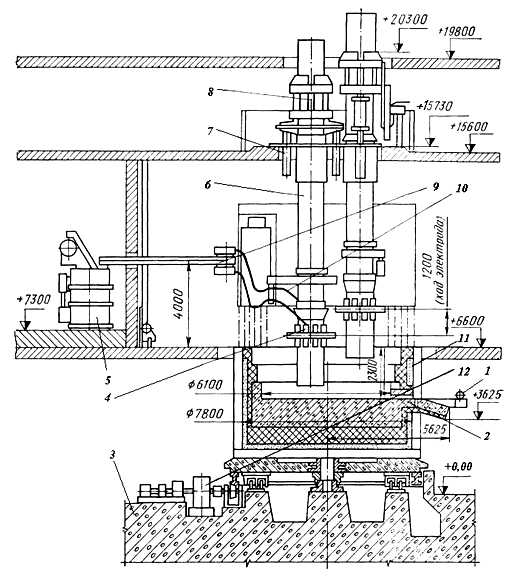
1 - пристрій для пропалювання льотки; 2 - зливальний жолоб;
3 - фундамент; 4 - електродний затискач із щоками;
5 - трансформатор; 6 - несучий циліндр; 7- гідропідйомник;
8 - пристрій для перепуску електродів; 9 - коротка мережа;
10 - струмопідвід; 11 - кожух печі; 12 - привід механізму обертання ванни
Рисунок 1 — Рудовідновлювальна відкрита обертова піч типу РКО-16,5 для виплавки феросиліцію
З метою підвищення стійкості трубозбігів нижні кінці їх виконані водоохолоджуємими. Кінці трубозбігів розташовані на відстані близько 500 мм вище рівня ванни.
На печі встановлене (на висоті 2500 - 3000 мм від верхнього рівня ванни) металеве склепіння-парасоль, що водоохолоджується, охороняє від теплового випромінювання всі елементи печі, розташовані вище контактних щік.
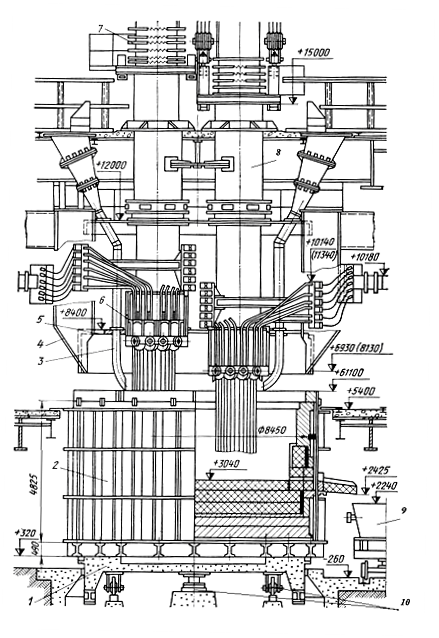
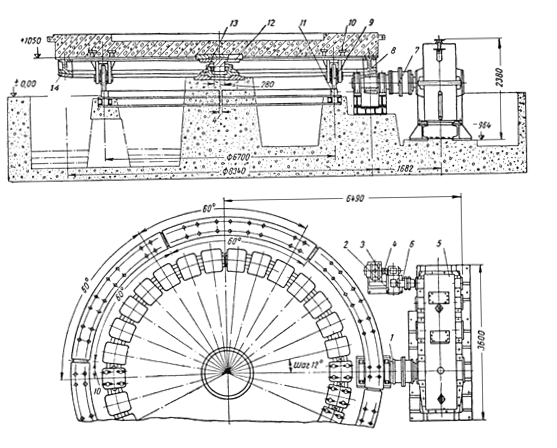
1, 10 - механізм обертання; 2 - ванна печі;
3 - труби завантажувальні; 4 - тамбури водоохолоджуємі;
5 - парасоль водоохолоджуєма; 6 – ущільнений електродотримач;
7 - пневмоперепуск; 8 - фіксатор; 9 - візок з ковшем
Рисунок 2 — Напівзакрита рудовідновлювальна електропіч РКО-27 з ущільненим парасолем конструкції Стахановського заводу (Україна)
Периферійна частина склепіння-парасолі складається із шести сталевих водоохолоджуємих секцій (див. рис. 3), центральна - з 15 мідних водоохолоджуємих секцій (по п'яти на кожний електрод).
У мідних секціях, розташованих навколо електродів, передбачені отвори для проходу завантажувальних трубозбігів. Зазори між трубозбігами й мідними секціями ущільнені за допомогою азбесту. Всі секції між собою також електроізольовані. Склепіння-парасоль опирається на водоохолоджуєме кільце склепіння, що у свою чергу спирається трьома тумбами на балки перекриття позначки + 5,4 м. Крім того, склепіння-парасоль підтримується дев'ятьома підвісками, прикріпленими до перекриття позначки + 15,0 м.
На відміну від діючих печей струмові труби від контактних щік спрямовані вертикально нагору уздовж електрода. Вертикальна ділянка струмових труб по всій довжині охороняється від теплового випромінювання захисним екраном, верхня частина якого закріплена на несучому циліндрі, а нижня – на кільці електродотримача. Циліндрична форма захисного екрана дозволяє здійснити ущільнення між секціями склепіння й електродом.
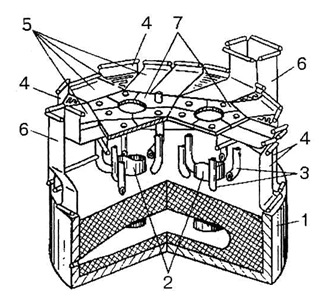
1 - ванна напівзакритої печі; 2 - електроди;
3 - трубозбіги; 4 – стенові панелі вкриття;
5 - трубчасті панелі склепіння укриття печі;
6 - витяжні шахти; 7 - мідні секції склепіння печі;
Рисунок 3 — Камера - укриття установки утилізації тепла колошникового газу напівзакритої феросплавної печі
Видалення газів з колошника печі здійснюється по шести водоохолоджуємих шахтах трапецеїдального перетину. Проріз між склепінням-парасолем і ванною закритий водоохолоджуємим сталевим екраном, у якому напроти кожного електрода складені вікна для огляду й обробки колошника.
Стіни з (див. рис. 2) виконані з вертикальних трубчастих панелей 4. У стінах передбачені три вікна, що закриваються вертикальними заслінками, що водоохолоджуються. Периферійна частина склепіння між центральними мідними секціями 7 і стіновими вертикальними панелями 4 утворена горизонтальною частиною Г-подібних трубчастих панелей і кутових горизонтальних панелей змієвикового типу. Всі панелі й секції, що утворять із печі, з'єднані з барабаном-сепаратором спускними й підйомними трубопроводами й складають 57 контурів із природною циркуляцією.
Завдяки випарному охолодженню підвищується надійність роботи трубозбігів 3, вузлів і деталей печі. Переведення на випарне охолодження п'ятнадцяти трубозбігів дозволив на 30 % скоротити витрата води на охолодження печі.
Робота установки при виплавці ФС75 і ФС90 характеризується такими параметрами:
| 1. Паропродуктивність, т/год | 6,0 |
| 2. Тиск у барабані сепаратора, кПа | 700 |
| 3. Тиск живильної води, кПа | 1200 |
| 4. Температура димових газів на виході з витяжних шахт, °С | 570—770 |
Коротка технічна характеристика електропечі типу РКО - 27
| 1. Основні геометричні розміри печі, мм: | |
| - діаметр кожуха | 9600 |
| - діаметр ванни | 8020 |
| - діаметр електродів | 1400 |
| - глибина ванни | 2900 |
| 2. Діаметр розпаду електродів | 3700 |
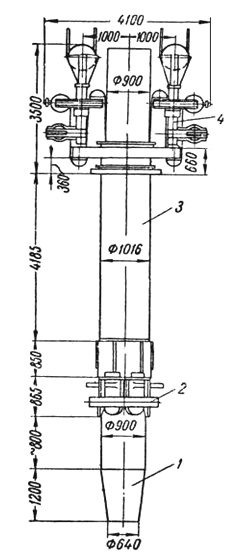
На базі вищенаведених розробок створена електропіч РКО – 25СФІ1 напівзакритого типу (див. рисунок 4) для виплавки феросиліцію.
1 - футеровка ванни; 2, 14 - кожух ванни; 3 - мундштук електродотримача;
4 - гнучкий зв'язок вторинного струмопідвіда; 5 - мантель;
6 - гідродомкрат; 7, 8 - кільця перепуску електродів;
9 - траверсу; 10 - стояк; 11 - плита азбоцементна; 12 - мережа коротка;
13 - трансформатор; 14 - привод механізму обертання
Рисунок 4 — Напівзакрита електропіч РКО - 25ФСІ1
Обертання ванни печі може здійснюватися реверсивно. На печі встановлено 15 трубозбігів для завантаження шихти. Для обробки колошника застосовані шторки, що піднімаються.
Гази видаляються через два борова газовідсмоктування.
Коротка технічна характеристика електропечі типу РКО - 25ФСІ1
| 1. Діаметр електрода, мм | 1400 |
| 2. Діаметр ванни, мм | 8000 |
| 3. Висота ванни, мм | 3000 |
| 4. Діаметр кожуха, мм | 10000 |
| 5. Висота кожуха, мм | 5200 |
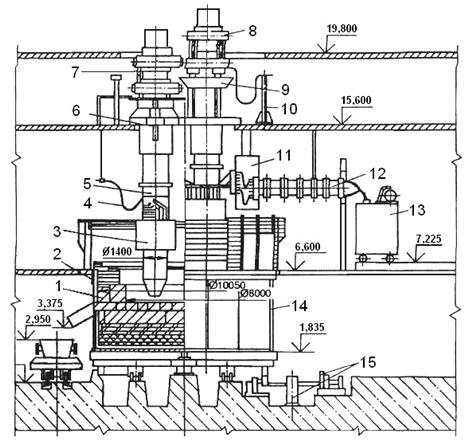
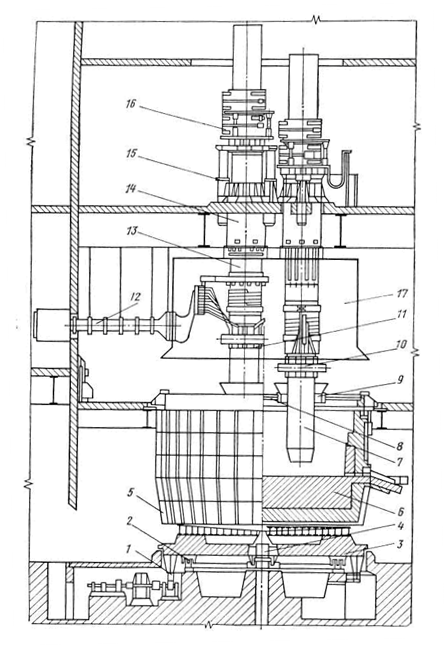
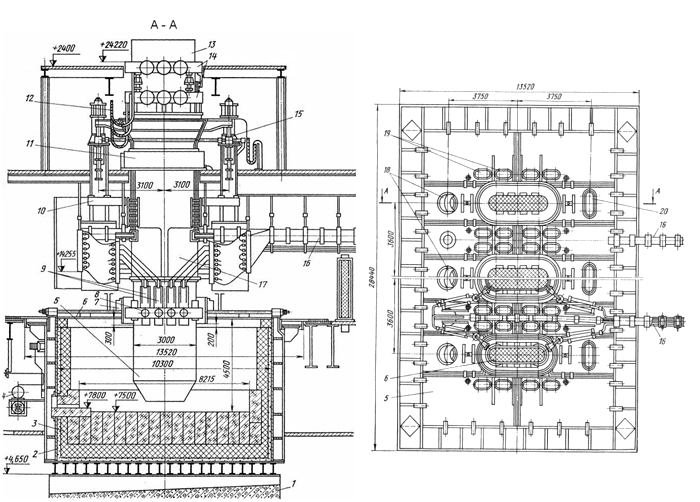
Для виплавки кременистих феросплавів, а також виробництва малофосфористого шлаків застосовуються електропечі РКЗ-16,5 (див. рис. 5) по виконанню є закритими, із круглою ванною.
Конструктивно електропіч виконана трифазною із трьома самоспікливими електродами3 круглого перетину, розташованими по вершинах рівностороннього трикутника, із круглою плавильною ванною. Футеровка ванни укладена в металевий кожух 9 із двома льоточними вузлами 10, піч закрита зверху секційним водоохолоджуємим склепінням 8.
Електроживлення піч отримує від пічних трансформаторів, розташованих в окремому приміщенні. Живлення від трансформаторів передається пакетами короткої мережі на гнучкі струмопідводи й потім на контактні щоки, притиснуті до електродів 3. Переміщення електродів здійснюється за допомогою гідропідйомників 6, закріплених на перекритті цеху, а дозоване опускання електродів (перепуск) здійснюється механізмами перепуску.
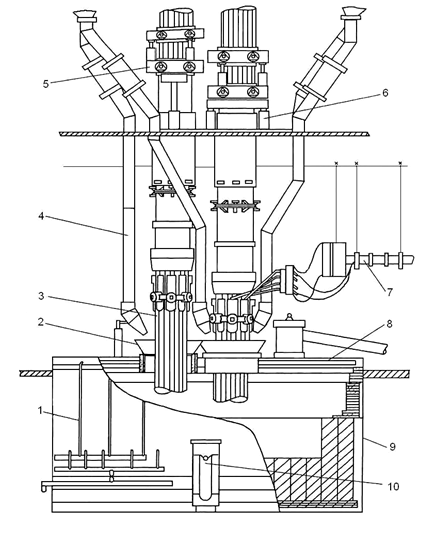
Рисунок 5 — Рудовідновлювальна електропіч РКЗ - 16,5
Живлення гідравлічних пристроїв печі здійснюється від насосно-акумуляторної станції. Завантаження шихти у ванну печі провадяться системою завантаження 4 через завантажувальні лійки 3 і кільцеві зазори навколо електрода.
Апаратура управління механізмами електропечі й контрольно-вимірювальних приладів зібрані на щитах, у шафах і панелях у спеціальному пультовому приміщенні.
Для збору й відводу газів, що виділяються з печі, слугує витяжкою парасоль. З - під склепіння гази відсмоктуються газодувками через газозаборні стакани, а з - під парасоля - димососом. У системі газоочистки передбачено дві газодувки, одна із яких резервна.
Основними складовими частинами електропечі є: кожух з футеровкой 9; склепіння 8; електродотримач із струмопідвідом і механізмом перепуску 5; система водоохолодження 1; система завантаження 4; система гідроприводів.
Кожух виготовлений звареним і складається із трьох обичайок, виконаних зі сталевих листів. Днище кожуха - плоске; воно спирається на двотаврові балки, розташовані рівномірно на залізобетонному фундаменті.
У кожусі передбачено два діаметрально розташованих льоточних вузли, кожний з яких обладнаний жолобом для випуску розплаву з печі. Рівень шлакової льотки на 200 мм вище рівня льотки для металу. По периметру верхнього пояса кожуха приварені козирки, куди заливається вода для охолодження кожуха зрошенням; по периметру нижнього пояса приварений жолоб, де вода збирається після охолодження й відводиться через спеціальні патрубки. Ванна печі футерується вуглецевими блоками, алюмосилікатними й шамотними вогнетривкими матеріалами. Простір між внутрішньою поверхнею кожуха й цегельною кладкою заповнюється електродною масою, а на дно кожуха насипається (перед укладанням цегли) шамотна крупка.
Склепіння укриває колошник печі й забезпечує виробництво феросплавів у закритому режимі ведення плавки. Він складається з дев'яти плит (секцій), кожна з яких широким своїм кінцем спирається на верхню полицю кожуха, а в середній частині підвішується на ізольованих підвісках до цехового перекриття. Всі плити об'єднуються центральною плитою й притискаються до полиці кожуха за допомогою гвинтів через електроізолюючі азбестові прокладки.
Таблиця 2 - Основні параметри рудовідновлювальних печей типу РКЗ - 16,5 і РКЗ - 22,5 (№11, 12) по ВАТ «НЗФ»
| Найменування параметра, одиниці виміру | РКЗ–16,5 | РКЗ–22,5 | |
|---|---|---|---|
| №11 | №12 | ||
| Установлена потужність, МВ•А | 16,5 | 21 | 21 |
| Максимальний струм по фазі, до А | 60 | 109 | 76,5 |
| Число фаз, шт | 3 | 3 | 3 |
| Тип електрода | самоспікливий | ||
| Кількість електродів, шт | 3 | 3 | 3 |
| Розмір електродів у перетині, мм | 1200 | 1200 | 1200 |
| Діаметр розпаду електродів, мм | 3000 | 3100 | 3100 |
| Хід електрода, мм | 1200 | 900 | 900 |
| Швидкість переміщення електрода, м/хв | 0,5 | 0,5 | |
| Число контактних щік на електроді, шт | 8 | 8 | 8 |
| Розміри кожуха ванни, мм: - діаметр | 8250 | 11000 | 11000 |
| Розміни ванни печі, мм: - діаметр - глибина | 6650 2800 | 8900 3485 | 9700 3800 |
| Робоча напруга, В | 130÷204 | 110÷204 | 158÷238 |
| Число льоток | 2 | 2 | 2 |
У центральній частині склепіння виконані три отвори для проходу електродів, службовці одночасно для завантаження шихти в піч. Над цими отворами встановлені лійки, що направляють потік шихти, що надходить із трубозбігів системи завантаження.
У склепінні передбачені сім запобіжних клапанів, обладнаних кришками. Відвід газу з печі виконується через два отвори, до яких кріпляться газові стакани й похилі газоходи.
Після зборки склепіння виконують обмазку внутрішньої його поверхні жароміцним бетоном, а потім, після установки на піч - обмазку зовнішньої поверхні й всіх з'єднань.
Склепіння прохолоджується проточною водою, для чого всі плити виконані порожніми; порожнини плит з'єднані між собою. Через патрубки виконується підведення й відвід води для підживлення охолодження центральної частини склепіння, підданої найбільшому нагріванню.
У цей час зроблена реконструкція РПЗ-16,5 в умовах ВАТ «Нікопольського заводу феросплавів». Порівняльна технічна характеристика наведена в таблиці 2.
На рисунку 6 показана конструкція закритої рудовідновлювальної печі типу РКЗ-ЗЗМ2.
1 - привод механізму обертання ванни; 2 - опорно-поворотна частина механізму обертання;
3 - піддон опорний залізобетонний; 4 - центральна цапфа; 5 - кожух ванни; 6 - футеровка;
7 - електрод діаметром 1500 мм; 8 - склепіння водоохолоджуєме; 9 - лійки водоохолоджуємі;
10 - кільце натискне електродотримача; 11 - щоки контактні; 12 - коротка мережа;
13 - несучий циліндр (мантель); 14 - фіксатор; 15 - гідропідйомники;
16 - механізм перепуску електродів; 17 - парасоль витяжний.
Рисунок 6 — Рудовідновлювальна закрита обертова піч типу РКЗ - ЗЗМ2 із завантаженням шихти через лійки
Піч працює із трьома набивними самоспікливими електродами, розташованими по вершинах рівностороннього трикутника. Піч призначена для виплавки феросиліцію й силікохрому, одержуваних безшлаковим процесом. Живлення печі здійснюється від трьох однофазних трансформаторів потужністю по 11 МВ•А. Кожух печі днищем через двотаврові балки спираються на залізобетонну плиту, що опирається на ходові колеса, які переміщаються по круговій обробленій рейці, закладеній на фундамент. Обертання корпусу печі здійснюється від двигуна постійного струму потужністю 1,5 кВт через два редуктори й конічну передачу. Велике передаточне число передачі забезпечує обертання корпуса зі швидкістю один оберт за 33 год. Схема керування двигуном дозволяє плавно знижувати швидкість обертання печі до одного оберту за 132 ч. Обертання печі реверсивне в секторі 130°.
Склепіння виконане водоохолоджуємим із шести металевих секцій - плоских кесонів з тонким шаром жароміцного бетону з боку колошника печі. На поверхні склепіння є отвори для установки завантажувальних лійок (через які також проходять електроди), підривних клапанів, патрубків для подачі в простір під склепінням пари або нейтрального газу, приладів для виміру тиску й пристроїв для приєднання газовідводів. На відміну від відкритих феросплавних електропечей, де пічні гази практично даремно згоряють на колошнику, створюючи до того ж тяжкі умови роботи й збільшуючи на 10 % витрату відновлювача, закриті електропечі дозволяють утилізувати значну (до 85 - 90 %) частину газів. При цьому ущільнення електродів в отворах завантажувальних лійок склепіння досягається за рахунок заповнення зазору між електродом і лійкою шихтою, що завантажується. Шихта при цьому подається тільки в безпосередній близькості навколо електрода, тобто в зону найбільшої витрати шихти. У той же час невелика частина пічних газів (10 - 15 %) фільтрується через шихту й вибивається через лійки, догоряючи на поверхні , що завантажується. На склепінні встановлені вертикальні стакана газозаборника, обладнані пристроєм для їхнього очищення від пилу. Від кожної із цих склянок похилим зрошуваним газоходом пічні гази подаються в скрубер для грубого очищення їх від пилу.
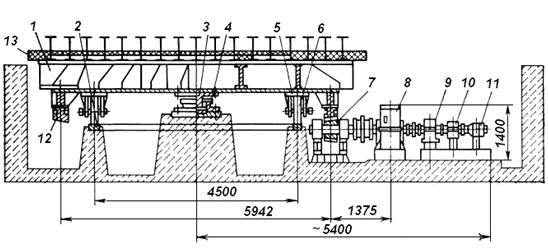
Для виробництва вуглецевого ферохрому застосовуються рудовідновлювальні герметичні печі типу РКЗ - 33М1 (див. рис. 7) зі стаціонарною ванною, створені на базі печі РКЗ - 33М2.
Технічна характеристика електропечі типу РКЗ-33М1
| 1. Напруга на високій стороні, кв | 110 |
| 2. Потужність трансформатора, МВ•А | 40 |
| 3. Потужність конденсаторних батарей системи УПК, МВ•А | 36 |
| 4. Вторинна напруга при включеної УПК під навантаженням, В | 261—95 |
| 5. Робочі cтупені напруги, В | 31 |
| 6. Максимальна сила струму на електроді, ка | 93 |
| 7. Активна потужність електропечі, Мвт | 31,7 |
| 8. Розміри ванни, мм: - діаметр - глибина | 9500 3850 |
| 9. Число електродів | 3 |
| 10. Розмір перетину або діаметр електрода, мм | 1500 |
| 11. Діаметр розпаду електрода | 4350 |
Технічна характеристика електропечі типу РКЗ-33М2
| 1. Номінальна потужність електропечі, кВа | 33000 |
| 2. Напруга сторони високої напруги (ВН), В | 110000 |
| 3. Вторинна напруга трансформатора, В | 187—147 |
| 4. Максимальний струм електрода, кА | 93 |
| 5. Число фаз | 3 |
| 6. Частота струму, Гц | 50 |
| 7. Тип електрода | самоспікливий |
| 8. Діаметр електрода, мм | 1500 |
| 9. Число електродів | 3 |
| 10. Діаметр розпаду електродів, мм | 900 |
| 11. Робочий хід електродів, мм | ≥ 1500 |
| 12. Найбільша швидкість переміщення електродів нагору, не менш, м/хв | 0,5 |
| 13. Число контактних щік на один електрод | 10 |
| 14. Внутрішній діаметр кожуха ванни, мм | 10800 |
| 15. Товщина кожуха, мм | 25 |
| 16. Розмір ванни, мм: - діаметр - глибина | 8800 3500 |
| 17. Число льоток | 2 |
| 18. Час обертання ванни на один оберт, год | 40—130 |
| 19. Розрахункова витрата води на охолодження електропечі, м3/год | 340 |
| 20. Необхідний тиск води, МПа | 3—4 |
| 21. Стійкість контактних щік, місяців | 12 |
| 22. Маса печі, т | 1100 |
1 - кожух ванни конічний (нижня частина);
2 - затвор пісковий на кожусі ванни; 3 - верхня частина кожуха ванни;
4 - опорні конструкції ущільнення проходу електродотримача у склепінні печі;
5 - ущільнення електродотримача; 6 - коротка мережа; 7 - гідропідйомники;
8 - механізм перепуску електродів; 9 - кожух електрода діаметром 1500 мм;
10 - труби завантажувальні
Рисунок 7 — Кругла триелектродна герметична піч РКЗ-ЗЗМ1
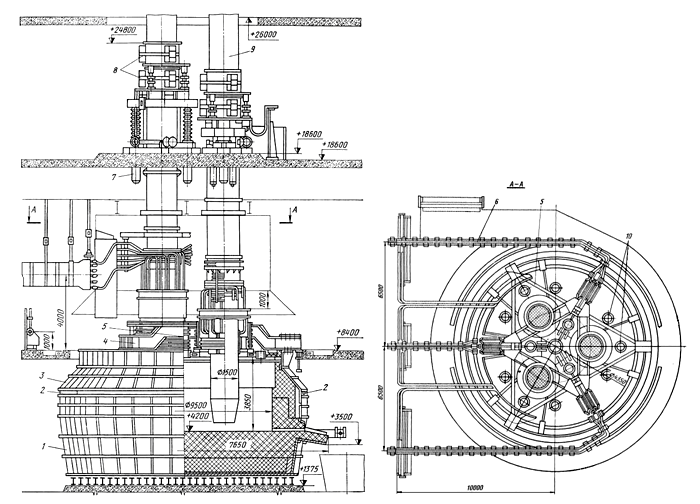
Для виплавки феросиліцію застосовуються також потужні круглі печі РКЗ-63 (див. рис. 8) із установленою потужністю трансформаторів 3 х 27 МВ•А с діаметром електродів 1900 мм.
Тип печі - закрита, кругла триелектродна, з лійками навколо електродів. На печі здійснене глибоке уведення високої напруги безпосередньо до пічного трансформатора 220 кВ. Піч оснащена установкою повздошно-ємнісної компенсації реактивної потужності, що дозволяє значно підняти використовувану потужність пічного агрегату.
1 - привод механізму обертання; 2 - установка балок гребінки;
3 - кожух печі; 4 - ребра кожуха; 5 - склепіння печі; 6 - лійка;
7 - коротка мережа; 8 – гнучкі кабелі вторинного струмопідвіда;
9 - траверсу; 10 - фіксатор; 11 – ізоляція станини гідропідйомника від перекриття;
12 - гідропідйомники; 13 - несучий кожух (мантель) електродотримача;
14 - вторинний струмопідвід; 15 - щоки контактні; 16 - кільце натискне;
17 - парасоль; 18 - підвіска склепіння; 19 - шурувальні отвори склепіння;
20 - футеровка ванни; 21 - льотка; 22 - опорна частина механізму обертання;
23 - трубопровід для обдування подини; 24 - клапани підривні
Рисунок 8 — Кругла триелектродна закрита піч типу РКЗ-63 І 1
Технічна характеристика електропечі типу РКЗ-63 І 1
| 1. Номінальна потужність електропечі, кВ•А | 63000 |
| 2. Напруга сторони ВН трансформатора, кВ | 20 |
| 3. Вторинна напруга трансформатора, В | 80—320 |
| 4. Максимальний струм електрода, кА | 184 |
| 5. Число фаз | 3 |
| 6. Частота струму, Гц | 50 |
| 7. Тип електрода | самоспікливий |
| 8. Діаметр електрода, мм | 1900 |
| 9. Число електродів | 3 |
| 10. Діаметр розпаду електродів, мм | 5400 |
| 11. Робочий хід електродів, мм | ≥1500 |
| 12. Найбільша швидкість переміщення електродів нагору, м/хв | ≥ 0,5—0,7 |
| 13. Число контактних щік на один електрод | 12 |
| 14. Внутрішній діаметр кожуха ванни, мм | 14000 |
| 15. Товщина кожуха, мм | 32 |
| 16. Розмір ванни, мм: - діаметр - глибина | 11600 4243 |
| 17. Число льоток | 3 |
| 18. Час обертання ванни на один оберт, год | 80—200 |
| 19. Розрахункова витрата води на охолодження електропечі, м3/год | 500 |
| 20. Необхідний тиск води, МПа | 0,4 |
| 21. Маса печі, т | 1670 |
Агрегатом для виплавки силікомарганцю є прямокутна закрита електропіч типу РПЗ - 48М01 (див. рис. 9), із трьома однофазними трансформаторами потужністю 21 МВ•А.
1 - кожух; 2 - футеровка; 3 - електродотримач; 4 - трансформатор; 5 - коротка мережа;
6 - гідроприймач; 7 - пристрій перепуску електродів; 8 - синхронізатор;
9 - ущільнення мантеля; 10 - пристрій для фіксації електродотримача;
11 - склепіння; 12 - апарат для електропропалювання льоток
Рисунок 9 — Феросплавна електропіч типу РПЗ-48М01
Шість електродів перетином 2800 x 650 мм розташовані в лінію з відстанню між електродами 3300 мм. Електроди попарно приєднані до трансформаторів. Завантаження шихти здійснюється із пічних бункерів у водоохолоджуємі лійки, які опираються на водоохолоджуємі секції склепіння. Секції склепіння знизу облицьовані жаротривким бетоном.
Піч має три льотки, обладнані апаратами електричного пропалювання з живленням від окремого спеціального трансформатора. Кожух печі щоб уникнути деформації посилений поздовжніми балками; у верхній частині кожуха передбачено п'ять поперечних круглих стяжок діаметром 80 мм із немагнітної сталі.
Склепіння печі підвішений до перекриття цеху. По периферії склепіння опирається на кожух печі через ізоляцію. Секції склепіння також ізольований друг від друга й від завантажувальних лійок вогнетривкою цеглою, обмазаною глиною для герметизації стиків.
Відсмоктування газів з простору під склепінням здійснюється, як правило, чотирма системами відсмоктування, є також дві резервні системи відсмоктування. Переміщення електрода для підтримки заданого електричного режиму проводиться двоплунжерними гідравлічними підйомниками. Синхронність роботи плунжерів забезпечується синхронізуючими валами, шестірні яких перебувають у зачепленні із зубчастими рейками, прикріпленими до плунжерів.
Перепуск електрода здійснюється механізмом, що складається з рухливого (щодо гідропідйомника) і нерухомого кілець, обладнаних щоками. Щоки притискаються до кожуха електрода пружинами. Сила притиснення щік до електрода регулюється шпильками. Відтиснення щік — гідравлічне.
Механізм переміщення електродів складається із двох гідропідйомників вантажопідйомністю 1000 кН із робочим тиском масла 4,6 МПа, двох балок, на яких кріпляться кільця перепуску, двох валів з муфтами, на кінцях яких кріпляться шестірні, і чотирьох рейок, з'єднаних між собою траверсами.
Приводними елементами гідравлічного підйомника є плунжери, які здійснюють переміщення електродів при подачі в них масла.
Всі гідравлічні механізми печі живляться від насосно-акумуляторної станції. Заданий електричний режим підтримується електрогідравлічним регулятором потужності. Для обмеження ходу електрода нагору й униз установлені кінцеві вимикачі.
Технічна характеристика електропечі типу РПЗ-48М01
| 1. Номінальна потужність трансформаторів печі, MB•А | 63 |
| 2. Максимальний струм на фазі, кА | 112 |
| 3. Число фаз | 3 |
| 4. Число електродів | 6 |
| 5. Розміри електрода, мм | 650 х 2800 |
| 6. Відстань між електродами, мм | 3300 |
| 7. Середня швидкість переміщення електродів, м/хв | 0,5 |
| 8. Хід електрода, мм | 1200 |
| 9. Число контактних щік на один електрод | 8 |
| 10. Розміри плавильного простору, мм: - довжина - ширина - висота | 20340 6000 800 |
| 11. Число льоток | 3 |
| 12. Витрата води на охолодження печі, м3/год - у тому числі на охолодження склепіння | 520 240 |
| 13. Маса футеровки, т | 900 |
| 14. Відстань між осями льоток, мм | 6600 |
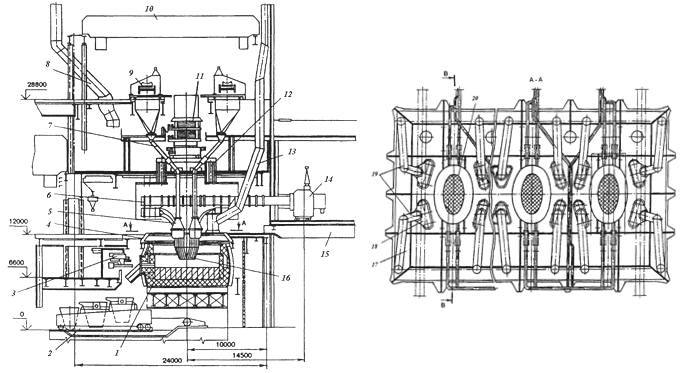
На базі освоєних печей РПЗ-48М01 розроблені прямокутна шестиелектродна піч РПЗ-40ЦІ1 для виплавки феронікелю (див. рис. 10) і повністю герметична піч РПЗ-63І1 (див. рис. 11) потужністю 63 МВ•А для виробництва силікомарганцю и вуглецевого феромарганцю зі спеціальним ущільненням вузла входу електродів в склепіння та з завантаженням шихти трубозбігами безпосередньо через склепіння в ванну.
Рудовідновлювальна електропіч РПЗ-40ЦІ1 (див. рис. 10) потужністю 3 х 16,7 = 50,1 МВ•А має ванну розмірами 25,75х9,54х4,76 м.
1 - кожух печі; 2 - футеровка; 3 - склепіння;
4 - ущільнення; 5 - струмопідвід;
6 - механізм переміщення електрода;
7 - механізм перепуску електрода
Рисунок 10 — Схема печі типу РПЗ-40ЦІ1 для виплавки феронікелю
Футеровка ванни: подина й стіни в області феронікелю - вогнетривка цегла, а в шлаковій зоні - вуглецеві блоки.
Піч обладнана шістьома самоспікливими електродами діаметром 1200 мм. Максимальний струм в електроді 41,4 кА. Процес ведуть на щаблях напруги, що відповідають 500, 403 і 297 У. Випуск продуктів плавки здійснюється роздільно через льотки для феронікелю й для шлаків. При проплавлені 1 т недогарка виходить 120÷140 кг чорнового феронікелю й 650÷700 кг шлаків.
Герметична електропіч РПЗ-63І1 (див. рис. 11) виконана трифазної із прямокутними самоспікливими електродами 5, розташованими в лінію зі стаціонарною прямокутною ванною, закритої плоским секційним водоохолоджуємим склепінням 6 з ущільнювальними пристроями електродотримачів. Піч комплектується групою однофазних трансформаторів З х 21 000 кВа, розрахованих на напругу 154 кВ (система глибокого уведення). Підведення електроживлення від трансформаторних агрегатів до електродів печі здійснюється короткою мережею 16, гнучкими струмопідвідами, мідними трубами струмопідвіда, з'єднаними з контактними щоками 9, розташованими по чотири з обох боків електрода. Натискне кільце 8 і контактні щоки підвішені до несучого кожуха електродотримача (мантелю).
Завантаження шихтових матеріалів у ванну електропечі виробляються за допомогою трубозбігів, розташованих поблизу електродів і з'єднаних з овальними патрубками, закріпленими на склепінні електропечі. Секції склепіння тягами підвішуються до верхнього перекриття. Для забезпечення вертикального положення електродотримача в конструкції електропечі виконаний спеціальний пристрій 10, що складається з нерухомих зварених рам, прикріплених до балок верхнього перекриття цеху й напрямних роликів у торцевих частинах несучого кожуха електродотримача. На несучому кожусі електродотримача прикріплені вертикальні напрямні, які постійно з'єднані з роликами з урахуванням повного ходу електродотримача.
1 - фундамент; 2 - кожух ванни печі; 3 - ванна печі (футеровка);
4 - механізм пропалювання льотки; 5 - електрод; 6 - склепіння печі;
7 - ущільнення електродотримача; 8 - кільце натискне; 9 - щоки контактні;
10 – фіксуюче пристрій; 11 - гідравлічний ущільнювальний пристрій на перекритті;
12 - мастилопровід; 13 - кожух електрода; 14 - механізм перепуску електрода;
15 - гідропідйомник; 16 - коротка мережа; 17 - несучий кожух (мантель);
18 - підривні клапани; 19 - завантажувальні труби; 20 – газовідсмоктуючий пристрій.
Рисунок 11 — Рудовідновлювальна герметична феросплавна піч РПЗ-63 І 1
Технічна характеристика електропечі типу РПЗ - 63 І1
| 1. Установлена потужність трансформаторів, кВа | 63000 |
| 2. Напруга сторони високої напруги трансформатора, кВ | 154 |
| 3. Максимальний струм електрода, А | 119200 |
| 4. Частота струму, Гц | 50 |
| 5. Розміри електрода в перетині, мм | 750 x 3000 |
| 6. Розміри плавильного простору, мм: - довжина - ширина - висота | 23000 8200 450 |
| 7. Відстань між осями електродів, мм | 3600 |
| 8. Середня швидкість переміщення електродів, м/хв | 0,3 ÷ 0,6 |
| 9. Максимальний хід електрода, мм | 1200 |
| 10. Розрахункова витрата охолодної води без обліку охолодження трансформаторів, м3/год | 820 |
| 11. Розрахункова маса металоконструкції, т | 1080 |
Не менш цікава конструкція шестиелектродної герметичної печі типу РПЗ-80І1 з овальними електродами, потужністю 81 МВ•А (див. рис. 12).
1 - ванна печі; 2 – триковшовий візок; 3 - машини для закладення й оброблення льотки;
4 - склепіння; 5 - мундштук завантажувальний; 6 - коротка мережа; 7 - трубозбіг;
8 - свіча; 9 - конвеєр пересувної; 10 - кран мостовий; 11 - механізм перепуску;
12 - гідродомкрати; 13 - свіча брудного газу; 14 - трансформатор; 15 - естакада;
16 - електрод.
Рисунок 12 — Прямокутна шестиелектродна герметична електропіч типу РПЗ - 80І1 з овальними електродами потужністю 81,0 МВ•А.
Основною перевагою печей з герметичним склепінням варто вважати в першу чергу ліквідацію викидів в атмосферу через лійки, тобто зменшення капіталовкладень розраховуючи на одну піч за рахунок виключення газоочистки на викидах від парасоля. Важливим досягненням цієї конструкції є поліпшення санітарно-гігієнічних умов праці обслуговуючого персоналу за рахунок усунення теплового випромінювання й викидів токсичного газу на робочі площадки печі. Герметична конструкція печі визначає можливість повної автоматизації.
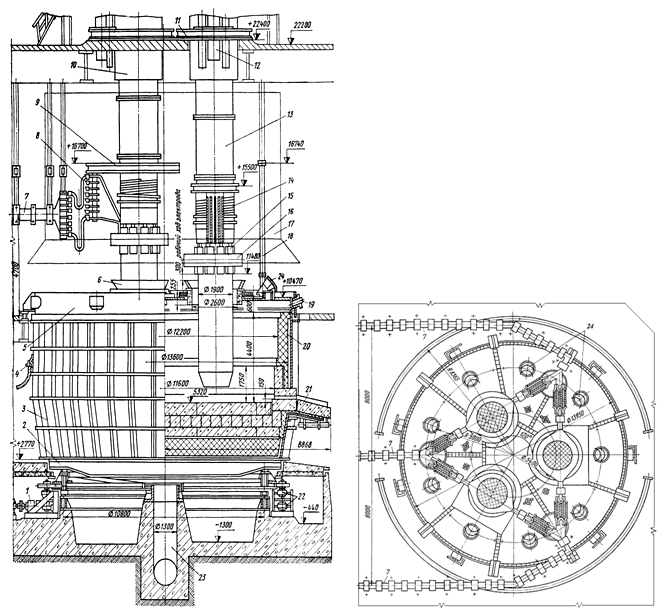
Феросплавні печі РКГ-75 фірми «Танабе» (Японія), призначені для виробництва марганцевих сплавів масового сортаменту (див. рис. 13).
1 – двоковшовий візок з ковшем і чашею для збирання сплаву й шлаків; 2,12 - льотки;
3 - ванна; 4 - електрод; 5 - склепіння; 6 - циліндр ущільнення у склепінні; 7 - коротка мережа;
8 – трубозбіг завантажувальна; 9 – гідропідйомник електродотримача; 10 - повітряне відсічення;
11 - бункер шихтовий; 13 - машина для розробки льотки.
Рисунок 13 — Рудовідновлювальна кругла герметична електропіч потужністю 75 MB•А для виплавки марганцевих феросплавів
Піч виконана із круглою ванною й трьома круглими електродами.
Основні вузли печі: фундамент; кожух ванни печі з льоточними вузлами; водоохолоджуєме герметично закрите склепіння з ущільнювальними рукавами, газовими стаканами й підривними клапанами; електродотримачі зі струмовими трубами, контактними щоками, затискним пристроєм і системою ущільнення «склепіння - електродотримач»; пристрій для переміщення й перепуску електродів; система завантаження шихти; система водоохолодження елементів печі; насосно-акумуляторна установка; система обдування днища печі й електродів; система відсічення ферогаза в трубозбігах шихтоподачі.
До складу печі також входять механізми, призначені для її обслуговування: машини для обслуговування льоток; лебідка для викочування ковшів.
Загальний вигляд феросплавної електропечі РКГ-75 наведений на рисунку 14.
Рисунок 14 — Загальний вигляд феросплавної електропечі РКГ-75
Основні параметри рудовідновлювальної печі РКГ-75 фірми «Танабе» наведені в таблиці 3.
Таблиця 3 - Основні параметри рудовідновлювальної печі РКГ-75
| Установлена потужність, МВ - А | 75 |
| Максимальний струм по фазі, до А | 160 |
| Число фаз, шт | 3 |
| Тип електрода | самоспікливий |
| Кількість електродів, шт | 3 |
| Розмір електродів у перетині, мм | 2000 |
| Хід електрода, мм | 1000 |
| Швидкість переміщення електрода, м/хв | 0,2 ÷ 0,3 |
| Витрата води на охолодження, м3/година | 624 |
| Число контактних щік на електроді, шт | 12 |
| Розміри кожуха ванни, мм: - діаметр - глибина | 15000 7330 |
| Розміри ванни печі, мм: - діаметр - глибина | 12600 5000 |
| Робоча напруга, В | 180 ÷ 340 |
| Число льоток | 2 |
Місця розташування рудовідновлювальних печей на феросплавних заводах СНД наведені в таблиці 4.
Таблиця 4 - Місця установки рудовідновлювальних печей на феросплавних заводах СНД
| Тип електропечі | Установлена потужність, мВА | Найменування феросплавного заводу | Виплавлювані сплави |
|---|---|---|---|
| РКЗ-16,5 | 16,5 | Стахановський завод феросплавів (СЗФ, Україна) | Вуглецевий ферохром |
| РКО-16,5 | 16,5 | Челябінський електрометалургійний комбінат (ЧЕМК, Росія) | Ферохром |
| РКЗ-21 | 21 | Єрмаковський завод феросплавів (ЄЗФ, республіка Казахстан) | Вуглецевий ферохром |
| РКГ-21 | 21 | ЄЗФ | Вуглецевий ферохром |
| РКЗ-22,5 | 22,5 | ВАТ «Нікопольський завод феросплавів» (ВАТ «НЗФ», Україна) | Малофосфористий шлак |
| РКО-20 | 20 | Кузнецький завод феросплавів (КЗФ, Росія) | Феросиліцій |
| РКЗ-22,95 | 22,95 | ЧЕМК | Феросиліцій |
| РКЗ-23 | 23 | ЗАТ «Запорізький завод феросплавів» (ЗАТ «ЗЗФ», Україна) | Феросиліцій |
| РКО-25ФСИ1 | 25 | ЄЗФ | Феросиліцій |
| РКО-27 | 27 | СЗФ | Феросиліцій |
| РКЗ-27,6 | 27,6 | СЗФ | Феросиліцій |
| РКО-29 | 29 | КЗФ | Феросиліцій |
| РКЗ-33М1 | 40 | ЧЕМК | Вуглецевий ферохром |
| РКЗ-33М2 | 33 | ЄЗФ | Феросиліцій |
| РКГ-75 (Танабэ) | 75 | ВАТ «НЗФ» | Силікомарганець, 82% |
| РКЗ-63 | 63 | ЄЗФ | Феросиліцій |
| РПЗ-48М2 | 63 | ВАТ «НЗФ» | Феромарганець, 76% Силікомарганець, 82% |
| РПЗ-40ЦИ1 | 50,1 | Побужський феронікелевий комбінат | Феронікель |
| РПЗ-48М01 | 63 | ВАТ «НЗФ» | Силікомарганець |
| РПЗ-63И1 | 63 | ВАТ «НЗФ» | Силікомарганець |
Примітка. У країнах СНД працюють також феросплавні печі типів:
РКЗ-72Ф - для одержання фосфору; РПЗ-16,5Ц-НО1 - для плавки цинкових концентратів; РПЗ-33Ш - для виплавки мідно-нікелевого штейну; ОКБ-947 потужністю 48 МВ•А – для отримання бідного феронікелю.
1.4 Кожух ванни рудовідновлювальної печі
1.4.1 Загальні відомості
Кожухи ванн печей різноманітні, як за формою (конічні, циліндричні, прямокутні), так і по конструкції.
Кожух повинен бути досить міцним, тому що йому потрібно витримувати навантаження, що виникли при розширенні футеровки в результаті нагрівання її до високих температур. Кожух повинен бути герметичним для ванн закритих і герметичних печей, щоб уникнути підсмоктування повітря, вигоряння вуглецевої футеровки й запобігання утворення вибухонебезпечної суміші під склепінням печі.
Кожух печі виготовляють із листової сталі товщиною 12 ÷ 35 мм залежно від діаметра ванни й потужності печі, для додання твердості кожухи зміцнюють ребрами й поясами твердості. При виготовленні кожуха на місці монтажу секції днища й циліндричну частину стінок кожуха з'єднують за допомогою зварювання. При виготовленні ж на заводах-виготовлювачах печей кожух виконують із окремих секцій, які потім збирають з'єднуючи болтами на азбестових прокладках на місці монтажу печі. Шви між секціями закривають спеціальними пластинами-компенсаторами для ущільнення кожуха.
У місці установки льотки печі кожух підсилюють спеціальним сталевим листом товщиною 14-16 мм, до якого потім кріпиться спеціальна сталева лита амбразура з отворами для кріплення носка льотки, теж литого.
У цей час стали виготовляти кожухи у формі усіченого конуса, що звужується донизу. Кут нахилу стінки 8° до вертикалі, тобто трохи більше кута тертя шамоту по сталі. Конічну форму кожуха надають для того, щоб при тепловому розширенні футеровка сковзала по похилій стінці кожуха, що запобігає деформації кожуха, розкриття швів і розгерметизацію ванни. Кожух печі обов'язково повинен бути заземлений. Конічні нижні частини кожухів виконують також і на обертових рафінувальних печах.
Загальний вигляд конічного кожуха зі склепінням закритої феросплавної печі наведений на рисунку 15
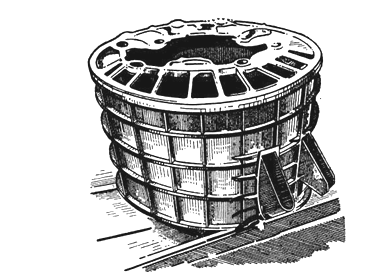
Рисунок 15 — Загальний вигляд конічного кожуха зі склепінням закритої феросплавної печі фірми «Демаг» (Німеччина)
Кожух прямокутної печі виконують із листової сталі товщиною 25 мм. Він складається з 20 окремих зварених секцій, що з'єднують між собою й днищем болтами на місці монтажу.
У верхній частині є пояс твердості зі зварених двотаврових балок, на які встановлюються опорні балки для підвіски секцій склепіння. Герметичність між секціями кожуха, а також між секціями й звареним днищем кожуха печі забезпечується також азбестовими прокладками.
Іноді виготовляють кожухи каркасного типу. Це можливо для ванн із магнезитової футеровкою. Кожухи каркасного типу для стаціонарних ванн зарекомендували себе як досить економічні, досить міцні й зручні в експлуатації й при ремонтах печей. Днище кожуха укладають на двотаврові балки - «гребінки», установлювані на фундамент або опорну плиту (піддон) механізму обертання. У просвіти між балками - «гребінками» подається повітря для охолодження днища ванни.
Іноді поверхня кожуха ванни, щоб уникнути перегріву й жолоблення, для більше інтенсивного охолодження, зрошується зовні водою, що подається з кільцевого трубопроводу, розташованого під верхнім поясом твердості.
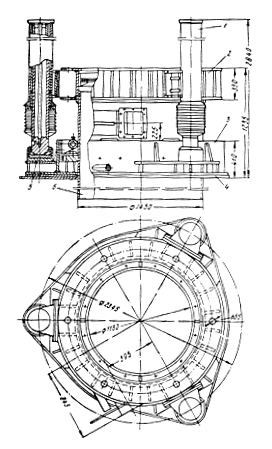
1.4.2 Конічний кожух ванни електропечі РКЗ-33М2
На феросплавної печі РКЗ-ЗЗМ2 нижня частина кожуха робиться конічної, що дозволяє економить вогнетривкі матеріали, зменшити поверхня, яка віддає тепло, й підвищити міцність кожуха (див. рис. 16).
1 - днище; 2 - стінки; 3 - ребро жорсткості;
4 - пісковий затвор; 5 - носок льотки
Рисунок 16 — Конічний кожух рудовідновлювальної печі.
1.4.3 Циліндричний кожух ванни електропечі РКЗ-16,5
Секції кожуха стягаються трьома поясами жоркості (див. рис. 17).
Арматури льоток кріплять до кожуха болтами. Для запобігання жолоблення днище кожуха виконують клепаним. Щоб кожух був герметичним, між секціями й між секціями й днищем установлюють азбестові прокладки, що охороняють вугільну футеровку від вигоряння через підсмоктування повітря.
Плоске днище опирається на раму (колосник) з паралельно встановлених двотаврових балок. Замість двотаврових балок можуть застосовуватися й швелера.
1 - балки гребінки; 2 - кожух; 3 - азбестові прокладки; 4 - льотки; 5 - пояс твердості
Рисунок 17 — Циліндричний кожух феросплавної печі РКЗ-16,5
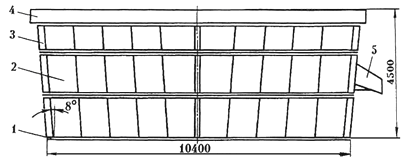
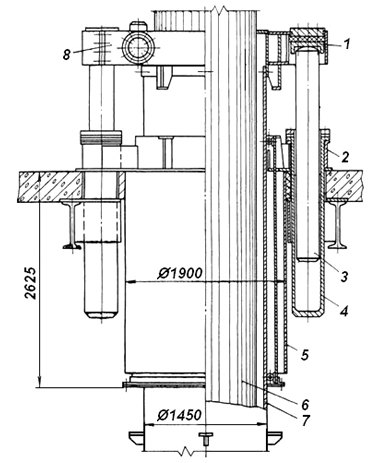
1.4.4 Циліндричний кожух ванни електропечі РКГ-75
Корпус печі РКГ-75 (див. рис. 18) являє собою сталевий герметичний кожух 4, що складається з окремих зварних секцій.
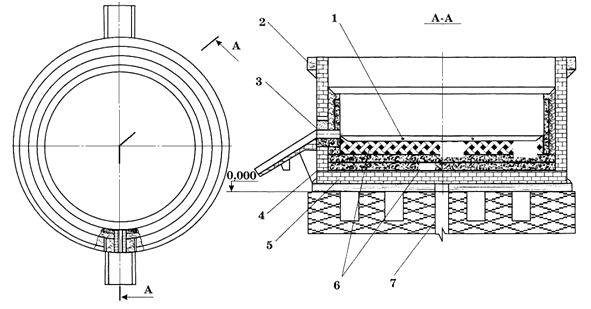
Рисунок 18 — Циліндричний корпус печі РКГ - 75
Циліндрична частина кожуха виконана з листа товщиною 32 мм, а днище - з листа товщиною 28 мм. Усередині кожух покривається вогнетривкими матеріалами 5, графітовими блоками 6 і спеціальною пастою 1. У корпусі є два діаметрально розташовані льотки 3 для випуску з печі металу й шлаків. Льотки обладнані системою водоохолодження, що охороняє їхні арматури від перегріву. Для попередження прориву газів, між корпусом і склепінням передбачена ущільнювальна піскова коробка 2, розташована по периметрі печі у верхній частині корпуса. Фундамент печі 7 виконаний з армованого монолітного залізобетону, на який установлюються двотаврові балки.
1.4.5 Прямокутний кожух електропечі РПЗ-63І1
З метою зручності транспортування кожух виконаний зі складальних секцій 1 (металеві листі товщиною 25 мм), з'єднаних між собою болтами (див. рис. 19).
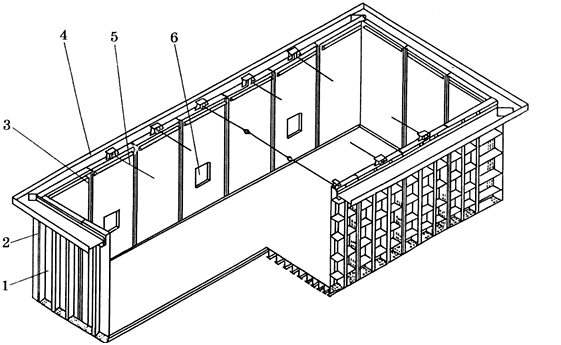
Рисунок 19 — Прямокутний кожух печі РПЗ - 63І1
З метою зручності транспортування кожух виконаний зі складених секцій 1 (металеві листі товщиною 25 мм), з'єднаних між собою болтами. Для забезпечення герметичності в місцях стикування секцій установлені азбестові прокладки 2. Із внутрішньої сторони секції між собою й днищем з'єднані компенсаторами 3, які приварені міцно суцільним швом.
Днище кожуха - суцільнометалеве зварене, плоске. На днище змонтовані термопари, що інформують про температуру днища.
Для забезпечення твердості кожуха у верхній його частині встановлений пояс твердості 4 зі зварених балок двотаврового перетину. Над кожухом, між електродами, установлені поперечні стяжки 5, що надають кожуху додаткову твердість. До кожуха печі за допомогою зварювання кріпиться три льоточних ринви 6.
Робочий простір ванни електропечі зафутеровано вуглецевими блоками й вогнетривкою цеглою. При футеровці ванни печі й днища кожуха наноситься шар шамотної крупки. При футеровці подини вогнетривкою цеглою, зазори між цеглою засипаються тонкомолотим, високоглиноземистим порошком.
Подина печі, поверх цегельної кладки футерується вугільними блоками висотою 1 м, установленими вертикально. Уздовж стін ванни печі монтуються вугільні блоки обстановки. Висота вугільних блоків над рівнем подини ванни печі 1,5÷2 м. Вище блоків обстановки піч футерується вогнетривкою цеглою.
2.5 Механізми обертання ванни рудовідновлювальних печей
1.5.1 Загальні відомості
У виробництві феросплавів з метою зниження собівартості продукції й підвищення продуктивності праці широко застосовуються феросплавні печі з обертовими ваннами.
Ідею обертання ванни вперше висунула Тоннес Еллефсен (фірма «Elkem»), що підкреслює, що метою винаходу є розширення активної зони колошника, запобігання звуження реакційних тиглів у процесі експлуатації рудовідновлювальної печі, рівномірний розподіл по поверхні колошника шихти, що завантажує за допомогою щодо невеликого числа завалочних труб.
Маса ванни досягає 3100 т, діаметр набивних самоспікливих електродів - 2000 мм. Швидкість обертання ванни круглої рудовідновлювальної печі невелика й установлюється залежно від виплавлюваного сплаву, гранулометричного складу шихти, діаметра й типу електродів (набивного або пресовані) і ряду інших факторів.
Щоб забезпечити потрібний технологічний процес при виплавці в одній і тій же печі по черзі декількох сплавів, необхідно мати механізми обертання із широким діапазоном зміни швидкостей.
Обертання ванни повинне бути реверсивним у межах сектора 60÷120° , тому що кругове обертання при виплавці наприклад кременистих сплавів ускладнює збирання від печі готової продукції й шлаків, погіршує роботу електродів. Прийняту з розрахунку швидкість обертання ванни в процесі експлуатації доводиться коректувати, вибираючи оптимальний режим досвідченим шляхом, тому механізми обертання повинні виконуватися із пристроями, що дозволяють у досить широких межах змінювати швидкості обертання.
На сучасних електропечах установлюється швидкість до 1,5•10 -3 об/с. Однак оскільки з'являється необхідність підбирати швидкість обертання ванни досвідченим шляхом, іноді застосовуються тришвидкосні двигуни постійного струму разом з коробками швидкостей, що дає можливість міняти швидкість обертання ванн у потрібних межах.
Обертання ванни прискорює протікання реакцій, завдяки чому зменшується питома витрата електроенергії.
На підставі сказаного можна сформулювати основні вимоги, які пред'являє сучасна технологія виробництва феросплавів до механізму обертання:
- малі окружні швидкості (1,0÷60 мм/хв); загальне передатне відношення може досягати 5 000 000, для чого потрібна установка декількох послідовно з'єднаних редукторів;
- висока надійність механізму, що являє собою складне завдання при великій масі (200÷3100 т) і більших розмірів обертових частин (діаметр кожуха ванни досягає 20 м);
- регулювання швидкості обертання в широких межах і оснащення печей автоматичними пристроями реверсування обертання ванни;
- надійний захист механізму від впливу високих температур і влучення розплавленого металу при аваріях.
Важливим вузлом механізму обертання ванни є опорно-поворотна частина, у якій ванна з піддоном опирається на фундамент через рухливі опорні елементи.
Опорно-поворотну частину виконують трьох основних типів (див. рис. 20):
- с ванною, що опирається круговою рейкою на тумби з опорними й упорними роликами (див. рис. 20, а). Цей тип опор застосовують в основному для феросплавних рафінувальних печей;
- с платформою, що повертає на котках у кільцевій обоймі (див. рис. 20, б);
- с ванною, що переміщається верхнім опорним кільцем на кульках (див. рис. 20, в) або на ходових роликах по стаціонарній круговій рейці.
Останній тип опорно-поворотної частини найбільше часто застосовують у конструкціях потужних вітчизняних феросплавних електропечей, як найбільш компактні й сприймаючі більші навантаження.
а – з ванною, що опирається круговою рейкою на тумби:
1 - ванна печі; 2 - кругова рейка; 3 - опорний коток; 4 - тумба; 5 – підставка колиски;
6 - упорний ролик; 7 - циліндричний редуктор; 8, 9 – конічна зубчаста передача;
б - із платформою, що обертається на котках у кільцевій обоймі:
1 - опорний коток; 2 - кільцева обойма; 3 - вісь котка;
4 - платформа; 5 - рейка, закріплена на опорній рамі печі;
в - з ванною, що переміщається верхнім опорним кільцем на кульках:
1 - бетонний фундамент; 2 - рама; 3 - нижнє опорне кільце;
4 - верхнє опорне кільце; 5 - днище ванни; 6 - корпус печі; 7 – куля
Рисунок 20 — Схема опорно-поворотних механізмів обертання ванни феросплавних печей
Кількість опорних котків залежить від маси ванни. Опорно-ходова частина ванн рудовідновлювальних печей вітчизняного виробництва з масою 300÷800 т має 20 - 30 котків, а з масою ванни понад 800 т - більше 40 котків. Опорно-ходова частина на кулькових опорах дуже компактна й дозволяє сприймати більші маси.
Ванна рудовідновлювальної печі опирається днищем кожуха на балки «гребінки», покладені на піддон.
Піддони виготовляють металевими (див. рис. 21) або із застосуванням жароміцного бетону.
1 - жорсткий пояс; 2 - концентричні пояси; 3 - стійки із двотаврів;
4 - куточок твердості; 5 - плита; 6 - цапфа центральної опори; 7 – опорний коток
Рисунок 21 — Зварений металевий піддон рудовідновлювальної печі з обертовою ванною
Верхня частина піддона має кільцеві концентричні пояси 2 з листової сталі, стійки 3 двотаврові перетини, куточки твердості 4. Нижня частина має твердий пояс 1, до якого кріпиться вінець поворотного пристрою й опорна рейка або опорні котки 7. У центрі днища піддона приварена плита 5, до якої кріпиться корпус підшипника центральної опори 6. Металевий піддон іноді захищається вогнетривкою цеглою для запобігання привода й піддона від розплавленого сплаву при прогарі ванни й аварійному виході сплаву.
Залізобетонні піддони вимагають більше тривалого часу виготовлення на місці монтажу печі, спеціальних пристосувань для монтажу, мають більшу масу, не піддаються ремонту, однак добре охороняють механізм обертання від високої температури, а також від влучення сплаву на деталі механізму обертання у випадку прогару подини ванни, довговічні й не вимагають трудомісткого й кваліфікованого відходу. Тому вони одержали поширення при будівництві нових печей.
1.5.2 Механізми обертання ванни рудовідновлювальних печей РКЗ-16,5
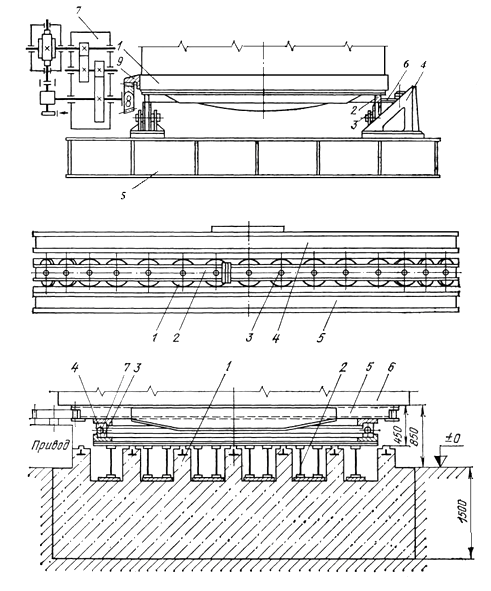
На рисунку 22 показана схема механізму обертання ванни рудовідновлювальної феросплавної печі із циліндричними редукторами й відкритою конічною передачею.
Поворотна платформа 10 виконана залізобетонної. Корпус печі встановлюють на систему потужних двотаврових балок, що утворять канали для повітряного охолодження днища печі.
Поворот платформи відбувається по круговій рейці 11 на двадцятьох безребордних ходових роликах 9 зі сферичними поверхнями катання, ув'язнених в обойми. Горизонтальний зсув платформи запобігає установкою центральної опори, що складає із цапфи 12 вхідної в склянку 13. (нові печі обладнаються опорами які мають сферичні роликопідшипники). Привод складається з електродвигуна постійного струму 13 з регульованою швидкістю обертання, трьох і двоступінчастих циліндричних редукторів відповідно 5, 2 і відкрита конічна передачі 8.
Зубчастий вінець 14 відкритої конічної передачі прикріплений до платформи болтами. Механізм обертання ванни рудовідновлювальної печі РКЗ-16,5 МО2, що має зварену сталеву платформу наведений на рисунку 23.
1 - вал; 2, 5 - редуктор; 3 - електродвигун; 4, 6 - муфти;
7 - муфта зубчата; 8 - сектор зубчастий; 9 - опорний ролик;
10 - платформа; 11 - кругова рейка; 12 - цапфа; 13 - стакан
Рисунок 22 — Механізм обертання ванни печі РКЗ-16,5МО2
1 - поворотна сталева платформа; 2 - кругова рейка;
3, 4 - опора зі сферичним роликопідшипником;
5 - обойма ходового ролика; 6 – ходовий ролик;
7 - відкрита конічна зубчаста передача;
8, 9, 10 - трьох і двоступеневі редуктори;
11 - електродвигун; 12 - зубчастий вінець; 13 - вогнетривка цегла
Рисунок 23 — Механізм обертання ванни рудовідновлювальної печі РКЗ -16,5 МО2, що має зварену сталеву платформу
Принцип роботи механізму обертання ванни аналогічний вищерозглянутому.
Технічна характеристика механізму обертання ванни печі РКЗ-16,5МО2:
| 1. Час одного оберту корпуса, год | 33 ÷ 132 |
| 2. Момент опору обертанню, Н•м | 3320 |
| 3. Необхідний крутний момент на першій провідній шестірні, Н•м | 450 |
| 4. Коефіцієнт корисної дії привода | 0,1 |
| 5. Потужність електродвигуна, кВт | 1,6 |
2.6 Електродотримачі рудовідновлювальних печей
Одним з основних і відповідальних вузлів феросплавної електропечі, що роблять вирішальний вплив на техніко-економічні показники її роботи, є електродотримач.
«Свіча» електродотримача із самоспікливим електродом потужних печей має масу більше 100 т і загальну висоту 30 м і більше.
Електродотримач повинен виконувати наступні функції:
- Підводити електроживлення із силою струму 150 кА й вище до електрода й далі до розплавленої шихти при мінімальних активних і індуктивних втратах.
- Забезпечувати строго вертикальне автоматичне переміщення електрода із заданою швидкістю, а також здійснювати своєчасний перепуск електрода в міру вигару.
- Забезпечувати належний контакт між щокою й електродом і необхідною щільністю струму в контакті «щока-електрод» (1,4÷1,7 А/см2).
- Забезпечувати необхідний режим і температуру спікання електродної маси в строго заданому місці - у районі контактних щік.
- Забезпечувати необхідну теплостійкість і надійність у роботі в умовах дії високих температур і наявності агресивного середовища.
При цьому електродотримач повинен бути простим у ремонті й обслуговуванні.
Електродотримачі, застосовувані в цей час на сучасних феросплавних печах, можна розділити на дві групи: консольні й підвісні.
Консольні електродотримачі застосовуються для невеликих електродів на печах малої потужності, головним чином для рафінувальних печей з вугільними, графітизованими, рідше із самоспікливими електродами.
Електродотримачами підвісного типу постачені, як правило, всі потужні рудовідновлювальні печі. Їх використають практично для будь-яких діаметрів електродів (до 2,0 м) як самоспікливих, так і вугільних. Підвіска їх до перекриття плавильного корпуса цеху здійснюється так, щоб забезпечити кругове обслуговування.
Електродотримачі підвісного типу складаються з: електродного затискача з контактними щоками, натискним кільцем із системою притиску щік, трубами вторинного струмопідвіда й рухливими черевиками; несучого циліндра (мантеля) з механізмом переміщення (регулювання) і обдування електродів і механізму перепуску електродів.
Мантель являє собою циліндр із листової сталі, діаметр якого на 150÷400 мм більше діаметра електрода.
Призначення електродного затискача - забезпечувати гарний електричний контакт між електродом і контактною щокою й підводити струм до електрода з мінімальними електричними втратами. Електродний затискач як у закритих, так і особливо у відкритих печах працює в умовах високих температур і високої напруженості магнітних полів, що спричиняється необхідність особливо ретельного підходу до конструювання натискних кілець, трасування труб струмопідвіда, контактних щік з метою подовження термінів служби цих деталей, підвищення надійності роботи й зменшення втрат.
Електродотримач складається з контактних щік висотою 0,7÷0,9 діаметра електрода й шириною 300÷400 мм, що притискають до електрода натискним кільцем, обладнаним механізмом притиску із зусиллям 50÷80 кН, і струмоведучих труб, підвішених до траверси електродотримача. Всі елементи електродотримача прохолоджуються водою.
Сучасні механізми притиску виконуються мембранного типу, де вода притискає щоку завдяки гумовій мембранній діафрагмі, закріпленої в секції натискного кільця розпором манжети, що окантовує мембрану, сильфонами (з подачею усередину сильфоних компенсаторів води під тиском до 1 МПа) і гідравлічними-пружинно-гідравлічними.
На рисунку 24 показаний фрагмент електродотримача печі потужністю 33 МВ•А.
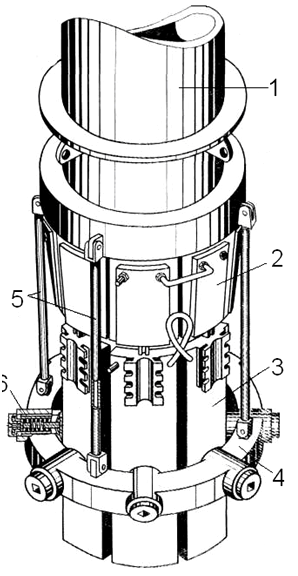
Рис. 24 — Фрагмент електродотримача печі РКЗ - 33М2
Кільце 4 електродні гідравлічні-пружинно-гідравлічні затискачі 6 за допомогою трубчастих водоохолоджуємих підвісок 5 кріплять до нижнього кінця несучого циліндра 1, виконаного з листового металу товщиною 10 - 16 мм, що охоплює електрод по всій його висоті. Несучий циліндр, крім підвіски й переміщення електрода й електродного затискача, забезпечує заданий режим коксування електродної маси, а також гарний контакт щока - електрод. У результаті обдування електрода повітрям поверхня електрода вище щік охороняється від пилу й утворення діелектричного шару, що погіршує контакт між щокою й електродом. Діаметр несучого циліндра більше діаметра електрода на 150÷200 мм; просвіт між ними служить каналом для повітря, що нагнітає в циліндр вентилятором; повітря направляється вниз до щік.
У ряді випадків для поліпшення служби електрода до нижнього кінця несучого циліндра кріплять порожні водоохолоджуємій коробці (щитки 2 несучі циліндри), що складаються з 4÷8 секцій, виконаних з листової сталі товщиною 4÷5 мм.
Крім того, до нижньої частини несучого циліндра прикріплюють траверсу, охолоджувану водою, до якої підвішені контактні щоки 3 і мідні струмопідводячі труби.
До верхнього кінця несучого циліндра приєднують траверсу із профільної сталі, на якій установлюють пристрій для переміщення й перепуску електродів.
2.7 Механізми переміщення й перепуску електродів
На рисунку 25 показана схема механізму переміщення й перепуску електродів із двоплунжерним гідравлічним приводом. Плунжери механізму зв'язані між собою траверсою, на якій монтується підвісний пристрій електрода.
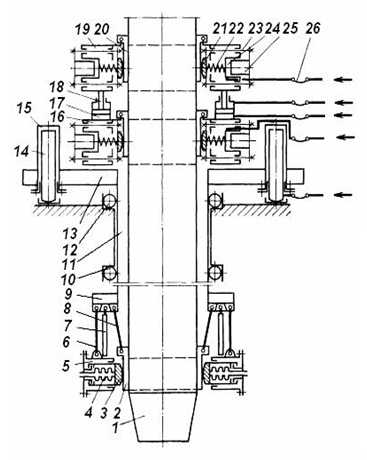
Рисунок 25 — Загальна схема механізму переміщення й перепуску електродів с двоплунжерним гідравлічним приводом.
Невід'ємною частиною підвісного пристрою електрода є несучий циліндр 11 (мантель), обладнаний верхньої 13 і нижньої 9 траверсами. Усередині циліндра 11 з радіальним зазором 75 - 100 мм проходить електрод 1. На верхній траверсі розташований верхній утримуючий пристрій електрода, що одночасно є механізмом перепуску. До нижньої траверси на тягах 6 підвішене нижній утримуючий пристрій (кільце 5), що одночасно виконує функції струмопідвіда. Верхня траверса 13 з'єднується з механізмом переміщення електрода, точніше, що несе циліндра з утримуючими пристроями й електродом.
У розглянутому механізмі траверсу 13 жорстко з'єднана із двома або трьома рухливими гідравлічними циліндрами 15, які переміщаються по нерухомим плунжерам 14. Останні своїми сферичними (з метою кращого самоустановлення при перекосах) головками опираються в опорні стакани, установлені на перекритті, що несе привод.
Несучий циліндр виготовляють із листового металу товщиною 10 -16 мм. Для усунення перекосів при русі циліндр поміщають у напрямну осягну, що містить верхні 12 і нижні 10 ролики, що центрують.
Підведення струму до електрода здійснюється через вісім струмопідвідячих контактних водоохолоджуємих щік 2, що підвішують до нижньої траверси 9 несучого циліндра на тягах 8 і охоплюють електрод по всьому периметру перетину. Притиснення контактних щік до електрода забезпечується затискачами (на кожну щоку свій затискач), що поміщають у водоохолоджуєме кільце 5 електродотримача. Раніше застосовували затискачі типу «натискний гвинт-гайка» з ручним регулюванням зусилля затиснення. У цей час застосовують сильфони 4, наповнювані для створення зусилля затиснення маслом під регульованим дистанційно тиском. Зусилля затиснення передається на щоки через бугелі 3. При скиданні тиску затиснення припиняється.
Для видалення з поверхні електрода пилу, що погіршує контакт між струмопідводячими щоками й електродом, а також для забезпечення необхідного температурного режиму в зоні спікання електродної маси, у зазор між несучим циліндром і електродом зверху вниз проганяють за допомогою вентилятора повітря (іноді підігріву). На ділянці між нижньою траверсою 9 і кільцем 5 установлюють порожні водоохолоджуємі секції 7, що екрануються, та охоплюють електрод по всьому периметру перетину.
Механізми перепуску даної конструкції - фрикційного типу, що складаються з рухливого й нерухомого кільця з гідравлічними-пружинно-гідравлічними буксами, що притискають сталеві щоки до кожуха самоспікливого електрода. Відносне переміщення кілець здійснюється трьома або чотирма гідравлічними циліндрами з максимальним ходом до 100 мм. Діаметр циліндрів вибирається з умови забезпечення зусилля не тільки для перепуску електрода вниз, але й для «зворотного» перепуску нагору, застосовуваного у виняткових випадках.
Механізм перепуску електрода (див. рис. 25) складається із двох затискних кілець 16 і 19, одне й з яких закріплено на траверсі 13 несучого циліндра, а інше опирається на штоки 18 гідроциліндрів 17, закріплених на нижнім кільці. Кожне затискне кільце містить по шести однакових гідравлічних-пружинно-гідравлічних затискачів. У затискних пристроях круглих електродів затискачі розташовані рівномірно по окружності, плоских електродів - по трьох з кожної плоскої грані електрода.
Для попередження зминання кожуха на плоских гранях прямокутного електрода в процесі затиснення, усередину кожуха вставляють спеціальні підвісні упори й приварюють до нього розпірні стрижні, які в міру спікання електродної маси стають складовою частиною електрода й обгоряють разом з ним.
Електроди затискуються пружинами 22, які впираючись одним кінцем у корпуси 24 гідроциліндрів, жорстко закріплених на затискному кільці, іншим кінцем через бугелі 21 натискають на обрезинені (для підвищення коефіцієнта тертя), шарнірно підвішені до кільця щоки 20. Звільнення електрода від затискного зусилля здійснюється тиском масла, що подається під плунжери 25, які, висуваючись із гідроциліндрів, за допомогою тяг 23 відводять бугелі 21 від щік 20, додатково стискаючи пружини 22.
Переміщення електродів у процесі плавки здійснюється за допомогою гідроциліндрів 15 щодо нерухомих плунжерів 14.
Регульоване нагнітання робочої рідини й скидання тиску здійснюється за допомогою напівавтоматичної гідравлічної системи.
Робочою рідиною для живлення гідравлічної системи механізму переміщення й перепуску електродів служать мінеральні масла: «Індустріальне 20» або «Турбінне 22». У цей час створена й пройшла випробування негорюча, нетоксична морозотривка рідина «Промгідрол», що має характеристики, аналогічні маслу «Турбінне»
Гідропривід діючих печей можна розділити на три групи:
- насосно-акумуляторний гідропривід з автоматичним режимом роботи насосів;
- насосний гідропривід з автоматичним режимом роботи насосів, при якому електродвигуни насосів включаються тільки при переміщенні електродів нагору, а в період пауз і переміщень електродів униз електродвигуни відключені;
- насосний гідропривід з постійно працюючими насосами під робочим тиском.
Перша й друга групи гідроприводів мають переважне застосування як в установках виробництва СНД, так і в печах закордонних фірм, таких як «Elkem» (Норвегія), «Demag» (Німеччина) і «Fridrich Ude», а також «Tagliaferry» (Італія).
Третя група гідроприводів, як правило, зустрічається лише в пусковий період печей, коли не задіяні акумулятори. Такий період не придатний для постійної експлуатації через низьку надійність схеми, приватного виходу з ладу гідроапаратур, а отже зупинки печей.
На печах виробництва СНД найбільше поширення одержала перша група гідроприводу із застосуванням акумуляторних-насосно-акумуляторних станцій (НАС) типів СКБ-6051А и СКБ-6102, що працюють на робочому тиску 6,0 - 6,5 МПа й які мають робочий обсяг пневмогідроаккумулятора 0,2м3 і сумарну продуктивність 0,0047 і 0,008 м3/с. Пневмогідроаккумулятори обладнані датчиками контролю рівня, відсічними пристроями, запобіжними клапанами, манометрами й запірною арматурами.
У НАС СКБ-6051А застосовуються ексцентрикові поршневі насоси Н-403, установлені на окремій рамі. У НАС СКБ-6102 використані лопатеві насоси подвійної дії БГ12-24, установлені на кришці баку разом із запобіжними клапанами й манометрами. У баках обох НАС передбачене охолодження масла, контроль температури. У НАС СКБ-6102 є також датчик контролю рівня.
Газова порожнина пневмогідроаккумуляторів заповнена технічним азотом. В обох НАС фільтрація здійснюється на зливальних манометрах. У розподільних гідропанелях найчастіше використаються золотникові гідророзподільники з електромагнітним керуванням.
Все гідравлічне встаткування (джерела гідроживлення, гідравлічні панелі) розміщаються в окремому закритому приміщенні, розташовуваному, як правило, на відмітці установки гідроплунжерів переміщення електродів і пристроїв для перепуску електродів.
2.8 Конструкції механізмів переміщення електродів
Механізми переміщення електродів можуть бути виконані у вигляді механізмів з канатно-барабанною, гвинтовою або гідравлічною передачею. На печах ранніх конструкцій малої продуктивності застосовували в основному механізми з електричним приводом і канатною або гвинтовою передачею. Верхню траверсу підвішували в першому випадку до системи канатів, намотуваних на барабани спеціальної лебідки (див. рис. 26); у другому випадку - до вантажних вертикальних гвинтів спарених черв’ячно-гвинтових редукторів (ця конструкція в цей час практично не застосовується).
1 - електрод; 2 - електродотримач;
3 - несучий циліндр; 4 - гальмовий пристрій
Рисунок 26 — Механізм переміщення електродів підвісного типу
У приводі з канатною лебідкою до траверси несучого циліндра прикріплюють по обидва боки по два вертикальні стояки зі швелера. До верхньої частини стояків кріпляться блокові підвіски, які є елементом одинарного, чотири- або шестикратного поліспаста . Блокову підвіску обов'язково ізолюють від стійок. Вільні кінці канатів підвіски кріплять до рами лебідки за допомогою пружинних амортизаторів.
Недоліком поліспастного підвісу є громіздкість, можливість перекосів при нерівномірних витяжках канатів, зсув електродів від вертикалі при обертанні ванни й ін.
При гвинтовому механізмі регулювання гвинтові пристрої встановлюють діаметрально протилежно друг щодо друга. З метою недопущення перекосів установлюють спеціальні синхронізатори.
Загальним недоліком електромеханічних приводів є більша інерція, мала чутливість у регулюванні, більші габарити, через що доводиться збільшувати висоту будинку.
Швидке зношування канатів, що працюють в абразивній атмосфері, низький к. п. буд. черв'ячних і гвинтових передач змусили звернутися до більше прогресивного виду привода - гідравлічному.
Гідравлічний механізм переміщення електродів поєднують однією назвою – гідропідйомник.
Гідропідйомники електродів розрізняють двох типів: по конструкції гідроциліндрів - з нерухомим плунжером (принцип дії розглянутий вище) і нерухомим гідроциліндром, а також по кількості гідроциліндрів - триплунжерні й двоплунжерні.
Умовою надійної роботи триплунжерних гідроциліндрів (див. рис. 27) є абсолютна синхронність у їхній роботі, що досить складно здійснити.
1 - плунжер; 2 - траверси;
3 - ущільнення; 4 - прокладка;
5 - стакан; 6 - несучий циліндр
Рисунок 27 — Триплунжерний гідропідйомник печі потужністю 16,5 МВ•А
Випередження або відставання хоча б одного з гідроциліндрів (домкратів) приводить до перекосу електродів і міжелектродним замиканням. Застосування різних фіксаторів поліпшує стан, але при модернізації розглянутих механізмів і проектуванні нових конструкцій віддають перевагу двоплунжерними гідропідйомникам.
Схема двоплунжерного гідропідйомника з нерухомими гідроциліндрами наведена на рисунку 28.
1 - стакан; 2 - ізоляція; 3 - плунжер; 4 - гідроциліндр; 5 - фіксатор;
6 - електрод; 7 - несучий циліндр; 8 - траверсу
Рисунок 28 — Схема гідропідйомника
При надходженні масла в поршневу порожнину гідроциліндрів 4 відбувається вертикальне переміщення плунжерів 3. Плунжера гідроциліндрів у свою чергу впираючись у стакан 1 переміщають траверсу 8. До траверси кріпляться несучий циліндр - мантель і пристрій перепуску електрода.
При плавному знятті тиску в поршневій порожнині гідроциліндрів 4, відбувається опускання електрода під власною вагою.
2.9 Двоплунжерний гідропідйомник електропечей типу РКЗ-33
До верхньої частини мантелю 1 (див. рис. 29) на електроізоляції кріпиться несуча траверса 6, що через ізоляцію вільно опирається на плунжери гідропідйомників 3. Верхню частину охоплює обойма фіксатора із двома поясами роликів 4. Ролики фіксатора сприймають діючі на робочий кінець електрода горизонтальні зусилля, що виникають при обертанні ванни, а також охороняють електрод від зсуву щодо вертикальної осі.
Обойма з поясами роликів через електроізоляцію укріплена на станині гідропідйомників.
Станина встановлена на ізоляційних плитах, покладених на перекритті.
Середня частина кріпиться до верхнього фланцями, між якими встановлений азбестовий картон, міканітові прокладки й шайби.
1 - мантель; 2 - обойма фіксатора; 3 - плунжер; 4 - ролики верхнього ряду;
5 - ролики нижнього ряду; 6 - траверсу несуча
Рисунок 29 — Двоплунжерний гідропідйомник із пристроєм для фіксації електродів печей типу РКЗ-33
У верхній частині траверси є ущільнення зазору між кожухом електрода й підвісним кожухом (мантелем).
В обоймі гідропідйомника, установленої нерухомо на станині, передбачений патрубок для подачі повітря в кільцевий зазор між обоймою й мантелем з метою виключення влучення газів, що виділяються з колошника печі, на площадку гідропідйомника.
Технічна характеристика гідравлічного підйомника електропечі типу РКЗ-33:
| 1. Максимальна вантажопідйомність циліндрів, т | 150 |
| 2. Робоча вантажопідйомність, т | 100 |
| 3. Робочий тиск, МПа | 6,3 |
| 4. Максимальний тиск, МПа | 10 |
| 5. Робочий хід плунжера, м | 1,5 |
2.10 Двоплунжерний гідропідйомник електропечей типу РКЗ-24М1 з нерухомими плунжерами
Гідропідйомник механізму переміщення електрода електропечі типу РКЗ-24 (див. рис. 30) має наступну характеристику:
| 1. Максимальна вантажопідйомність, т | 70 |
| 2. Максимальний хід, мм | 1800 |
| 3. Робочий тиск масла, МПа | 25 |
| 4 Швидкість підйому, м/хвил | 1,0 |
1 - плунжер; 2 - траверси; 3 - фіксатор; 4 - стакан; 5 - вкладиш;
6 - прокладки; 7 - несучий циліндр
Рисунок 30 — Гідропідйомник механізму переміщення електродів печі типу РКЗ-24М1
2.11 Конструкція механізмів для перепуску електродів
Розрізняють три типи механізмів перепуску електродів:
- с застосуванням гальма Вісдома, коли кожух електрода висить на двох сталевих стрічках, приварених по довжині електрода до кожуха; керування перепуском ручне;
- гідравлічний; керування напівавтоматичне, дистанційне;
- пневматичний; керування напівавтоматичне, дистанційне.
Перший вигляд механізму перепуску (див. рис. 31) застосовується лише на старих діючих печах. Кожух самоспікливого електрода підвішений на двох сталевих стрічках 1 товщиною 1,5 - 2,0 мм, шириною 120 - 150 мм, приварених до кожуха електрода. Кожна стрічка (для збільшення тертя) обгинає два чавунних напівблоки 2, пропускається через фрикційний затискач 3, керований штурвалом 4 і намотується на барабан 6.
1- сталеві стрічки; 2 - чавунний напівблок; 3 - фрикційний затискач; 4 - штурвал;
5 - обмежувальні колодки; 6 - барабан; 7 - канатний блок
Рисунок 31 — Схема гальмового пристрою для перепуску електродів
Розміри стрічок вибирають із таким розрахунком, щоб кожна зі стрічок витримувала вагу електрода. У міру перепуску електродів стрічку приварюють до кожуха електрода. При нормальній роботі печі обидві стрічки затиснуті фрикційним затискачем і електрод переміщається разом з електродотримачем і несучим циліндром. У період перепуску спочатку переставляють обмежувальні колодки 5 вище затискача на необхідну для перепуску висоту (звичайно 150 - 200 мм), потім, обертаючи одночасно обидва штурвали, звільняють обоє фрикційних затискача й електрод під дією власної ваги опускається вниз, поки обмежувальні колодки 5 його не зупинять. Якщо при перепуску електрод утримується контактними щоками й не опускається вниз, доводиться відпускати пружинні затискачі кільця електродотримача. При перепуску в ряді випадків піч доводиться відключати.
Вся конструкція електродотримача підвішена на канатних блоках 7.
Недоліком даної конструкції є гнучкий зв'язок. У результаті нерівномірного витягування тросів електроди відхиляються від вертикалі, що може привести до замикання між фазами. Крім того, такі механізми мають значну інерцію, що утрудняє строгу підтримку заданого електричного режиму.
Гідравлічні пристрої для перепуску круглих електродів (див. рис. 32) одержали найбільше поширення на рудовідновлювальних печах ранніх конструкцій (РКО-16,5, РКЗ-16,5, РКО-22 і ін.).
1 - нижнє кільце; 2 - циліндр; 3 - пружинно-гідравлічна букса;
4 - верхнє кільце; 5 - щока натискна; 6 - планка фіксуюча;
7 - гума маслостійка; 8 - мастилопровід; 9 - бугель натискної;
10 - пружина робоча; 11 - плунжер гідравлічний
Рисунок 32 — Пружинно-гідравлічний пристрій для перепуску електродів діаметром 1200 мм
Гідравлічний пристрій для перепуску електродів складається з нижнього кільця 1 із шістьома обгумованими натискними щоками 5 і шістьома пружинно-гідравлічними буксами 3 для затискача електродів, верхнього кільця із шістьома щоками, покритими гумою 7; трьох гідроциліндрів 2, службовців для підйому верхнього кільця. Гідроциліндри розташовані у вертикальному між верхнім і нижнім кільцями. До електрода щоки притискаються пружинами 10, а віджимаються гідравлічними циліндрами 11.
Для перепуску спеціальним золотниковим пристроєм відкриваються отвори впускного трубопроводу й масло направляється в порожнину плунжера нижнього кільця 1.
Під тиском масла переміщається поршень і захоплює за тяги бугель 9, що, стискаючи пружини 10, відводить бугель від натискних щік 5 і звільняє їх. Потім масло подається у верхню порожнину вертикальних циліндрів 2 і змушує електрод разом з верхнім кільцем 4 опускатися вниз. Після завершення перепуску електрода знімається тиск із плунжерів 11 нижнього кільця 1, подається тиск на плунжери верхнього кільця 4, звільняючи верхні щоки, масло направляється в нижні порожнини вертикальних циліндрів 2, які піднімають нагору верхнє кільце.
Після зняття тиску в плунжерах верхнього кільця цикл повторюється.
Для здійснення «зворотного» перепуску електрода поршні вертикальних циліндрів повинні бути опущені. Відпустивши щоки нижнього кільця, подають масло в нижню порожнину гідроциліндрів і піднімають верхнім кільцем електрод.
Гідравлічний перепуск може нормально працювати тільки лише при строго циліндричній формі кожуха електрода.
Круглі циліндричні кожухи електродів самі витримують тиск кілець механізму перепуску. Для могутніших печей типу РКЗ-33 і РКЗ-63 лише збільшується товщина листа кожуха. Наприклад для печей РКО-16,5 і РКЗ-16,5 з діаметром електрода 1200 мм, товщина листа 3 мм; для печей РКЗ-33 з діаметром електрода 1500 мм товщина кожуха прийнята 4 мм; для печей РКЗ-63 з діаметром електрода 1900 мм товщина листа - 5 мм.
Процес перепуску плоского електрода ідентичний описаному для круглих електродів.
Механізм перепуску (див. рис. 33) складається із двох обойм - верхньої 3 і нижньої 1, вертикальних гідродомкратів 2, установлених між обоймами 3.
У кожній обоймі вмонтовані гідроциліндри для відтискання щік 4, із пружинними буксами 5 для притиску щік.
Серед нових розробок механізмів перепуску електродів, які впроваджені на ряді феросплавних заводів, заслуговує увага схема із пневматичним пристроєм перепуску й гумових балонів.
1 - обойма нижня; 2 - гідродомкрат;
3 - обойма верхня; 4 - щока; 5 – пружина
Рисунок 33 — Пружинно-гідравлічний пристрій для перепуску плоских електродів
На рисунку 34 показана принципова схема пневматичного пристрою перепуску електрода при збереженні колишньої схеми струмопроводу до електрода й гідравлічного приводу механізму переміщення електрода.
Пневматичний пристрій перепуску електродів складається із групи нерухомих кільцевих полиць 17, між якими із зазором 20 мм установлені рухливі кільця 16. Зверху й знизу рухливого кільця покладені еластичні гумовотканинні балони 18. Кожне рухливе кільце, що охоплює електрод 1, затиснуте за допомогою пружинного механізму 19.
Перепуск електрода здійснюється в такий спосіб. У нижні балони рухливих кілець через пневматичний розподільник 20 з мережі подається стиснене повітря, а верхні балони з'єднуються з атмосферою. У міру наповнення стисненим повітрям нижніх балонів відбувається підйом рухливих кілець на величину зазору. Після вибору зазору розподільник 20 з'єднує верхні балони з повітряною мережею, а нижні з атмосферою й відбувається опускання рухливих кілець разом з електродом на величину зазору, тобто на 20 мм.
Підйом рухливих кілець відбувається по черзі (на рисунку 34 з метою спрощення апаратури для почергового включення рухливих кілець не показана)
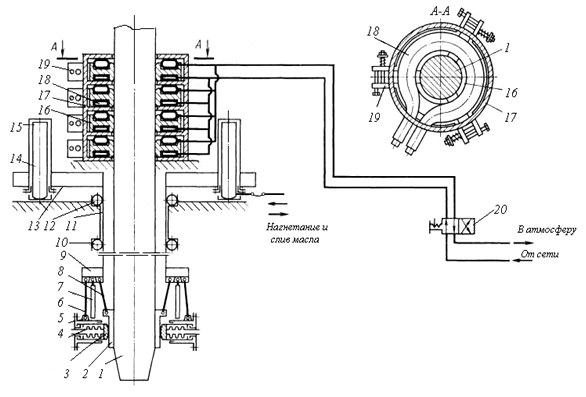
Рисунок 34 — Схема гідравлічного приводу механізму переміщення й пневматичного пристрою перепуску електрода
Переміщення електрода в процесі плавки відбувається аналогічно принципу розглянутому на схемі (див. рис. 25).
Пневматичні пристрої компактніше й легше, ніж пружинно-гідравлічні. Однак надійність їхньої роботи нижче й більше тривалість операцій перепуску.
На рисунку 35 показаний пневматичний механізм перепуску електропечі потужністю 27 МВ•А с електродами діаметром 1400 мм.
Механізм складається з восьми затискних кілець 7, кожне з яких складається із трьох секцій. Затиснення й утримання електрода виробляються пружинами 3 із втулками-стяжками 2. На кожному затискному кільці є три стяжки. Основні кільця стислі шпильками-стяжками 6. Між нерухомими кільцями 5 перебувають два прогумованих рукави й затискне кільце 7.
Перепуск здійснюється в такий спосіб. Спочатку кожне кільце 7 по черзі піднімається між двома нерухомими кільцями на величину 15 - 20 мм. Підйом кільця здійснюється подачею стисненого повітря в нижній рукав і одночасне з'єднання верхнього рукава з атмосферою. У цей час інші кільця не рухаються. Як тільки всі кільця піднялися, в усі верхні рукави подається стиснене повітря, а нижні рукави з'єднуються з атмосферою. Всі кільця разом з електродом опускаються на 15 - 20 мм до упору кожного зі своїм нерухомим кільцем 5 і з основним кільцем 1. У цьому випадку операція перепуску електрода вважається завершеною.
Всі операції виконуються дистанційно.
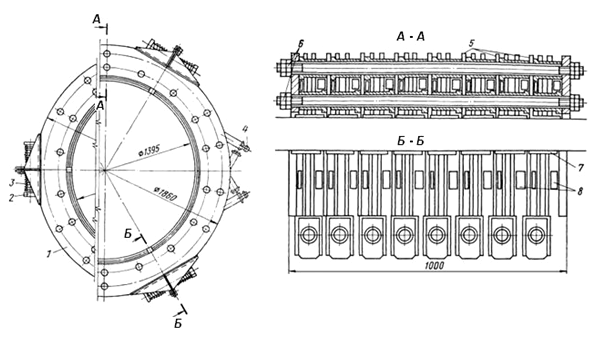
1 - кільце основне; 2 - втулка-стяжка; 3 - пружина; 4 - ніпель повітряного рукава;
5 - кільця нерухомі; 6 - шпилька стяжна; 7 - кільця затискні (по 8 шт.); 8 - рукава прогумовані
Рисунок 35 — Системи пневматичного перепуску електродів електропечі потужністю 27 МВ•А с електродами діаметром 1400 мм.
Подібні механізми розроблені для електрода діаметром 1900 мм печей типу РКЗ-63І1. Змінені в цьому механізмі лише окремі вузли й деталі.
Технічна характеристика механізму перепуску для електрода діаметром 1900 мм:
| 1. Перепуск електрода за цикл, мм | 20 |
| 2. Час одного циклу перепуску, с | ≤ 60 |
| 3. Робочий тиск повітря, МПа | ≥ 0,4 |
| 4. Витрата стисненого повітря при робочому тиску за цикл, м3 | ≥ 0,3 |
Зворотний перепуск відсутній.
2.12 Підвіска електродів рудовідновлювальних печей
Контактні щоки й натискні кільця за допомогою підвісок підвішуються до нижнього водоохолоджуємому кільцю несучого циліндра (мантеля).
Підвіски контактних щік мають електроізоляцію, що перешкоджає проходженню електричного струму від щоки до несучого циліндра. Підвіски кільця водоохолоджуємі.
Електроди практично по всій висоті від підвіски контактних щік до механізмів перепуску охоплені несучим циліндром на який передається навантаження від електрода й електродотримача, що становить разом з механізмом перепуску 25 ÷ 110 т і більше. У зазор між електродом і мантелем подається повітря для обдування електродів. Як правило, кожна піч має свою установку вентиляторів (по двох на піч). Кількістю повітря і його температурою регулюється хід коксування електродів. Обдування знижує температуру електродів і деталей підвіски, охороняє частина електрода вище щік від влучення пилу на кожух електрода, що забезпечує гарний контакт щоки з електродом, дозволяє витримати потрібен для спікання електродної маси тепловий режим.
У нормальних умовах електрод спікається в області контактних щік. Узимку при подачі холодного повітря температурний режим спікання електродної маси може порушиться й вона надходить до щік не коксованою. У цьому випадку міцність електрода знижується, що може привести до обриву електрода й тривалому простою печі. Тому взимку для обдування подають підігріте повітря.
На мантелі вище щік (див. рис. 8) установлюються траверси 9 електродотримача, до яких на ізоляції встановлюються рухливі «башмаки». До них кріпляться гнучкі кабелі 8 і шланги для підведення охолодної води на деталі печі.
Корпус мантеля в позначках обпирання роликів фіксатора 4 і 5 (див. рис. 29) виконується посиленим.
2.13 Натискні кільця (електродні затискачі) для притиску контактних щік
Електродний затискач складається з кільця, контактних щік і механізму затискача їх. Контактні щоки служать для підведення до електродів робочого струму. Для виготовлення щік застосовують добре електро- і теплопровідну електролітичну мідь, хромисту мідь або томпак , а для забезпечення водяного охолодження щоки виготовляють пустотілими або із залитими в них мідними або сталевими трубами. Щоки за допомогою ізолюючих підвісок кріплять до нижнього кільця несучого циліндра.
На феросплавних печах ранніх конструкцій застосовують кільцеві пружинні затискачі, що складаються з кільця, пружинного затискача й контактних щік. Кільце складається із двох півкілець (див. рис. 36), з'єднаних сталевими пальцями 3 з надягнутими на них бронзовими втулками 4 і 5.
Це зроблено для розриву магнітного контуру, утвореного електричним струмом, що проходить по електроду. Півкільця 1 представляють із себе пустотілі зварені або литі сталеві коробки, у порожнинах яких розміщаються пружинні затискачі. Кількість затискачів відповідає кількості щік і становить для малих печей до 4 і для більших - до 6 - 8.
Натискання на щоку здійснюється однієї (або двома) пружинами. Тиск пружин 7, 8 на щоку передається за допомогою рухливого упору 6.
Пружини виготовляють зі сталі марки 55С2.
Регулювання зусилля пружин і відповідного тиску щоки на поверхню електрода виробляються обертанням регулювального гвинта 10, на торці якого є квадратне поглиблення для ключа.
Практика роботи пружинних затискачів показала їхня надійність. Пружинні затискачі дозволяють не знижувати потужність печі під час перепуску. Завдяки рівномірному й постійному натисканню на щоки забезпечується гарний контакт між щокою й електродом, що збільшує термін служби щік і різко скорочує число аварійних прогарів.
Недоліками пружинних затискачів є:
- втрата пружності пружин у результаті теплових впливів. У результаті погіршується контакт між щокою й електродом;
- більші зусилля підтискання щік.
У нові й реконструйованих феросплавних печах успішно експлуатують гідравлічні затискачі (див. рис. 37).
Кільце електродного затискача за допомогою трубчастих водоохолоджуємих підвісок кріплять до нижнього кільця несучого циліндра, що виготовляє з листового заліза товщиною 10-16 мм і електрод, що охоплює, по його висоті.
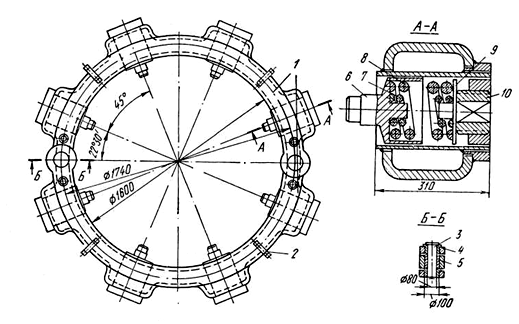
1 - півкільця; 2 - вушко; 3 - палець; 4 і 5 - бронзова втулка; 6 - упор;
7 - внутрішня пружина (діаметр прутка 19 мм) 8 - зовнішня пружина
(діаметр прутка 36 мм); 9 - натискна шайба; 10 - регулювальний гвинт
Рисунок 36 — Кільце пружинного затискача електродотримача печі потужністю 16,5 МВ•А
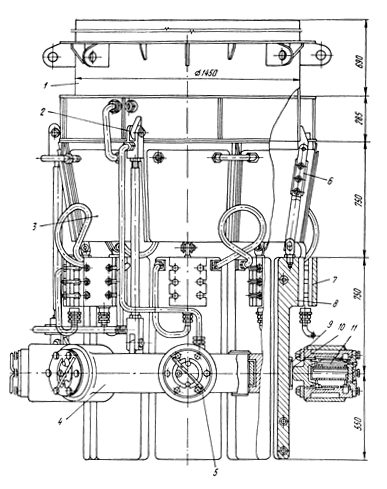
1 - несучий циліндр; 2 - водоохолоджуєма підвіски;
3 - водоохолоджуємий щиток; 4 - затискне кільце;
5 - труба мастилопроводу до сильфона;
6 - підвіска контактної щоки; 7 - накладка;
8 - контактна щока; 9 - міканітова прокладка;
10 - затискна прокладка; 11 - гідравлічний затискний пристрій
Рисунок 37 — Електродотримач із гідравлічним затискачем печі потужністю 16,5 МВ•А
За допомогою несучого циліндра вирішується кілька завдань: підвіска й переміщення електрода й електродного затискача; забезпечення заданого режиму коксування електродної маси; забезпечення гарного контакту щока-електрод шляхом обдування електрода повітрям, що нагнітають у просвіт між несучим циліндром і електродом. Подібне обдування охороняє поверхню електрода вище щік від запилення, що може приводити до утворення діелектричного шару, що надалі погіршує контакт між щокою й електродом.
Загальний вигляд контактних щік наведений на рисунку 38.
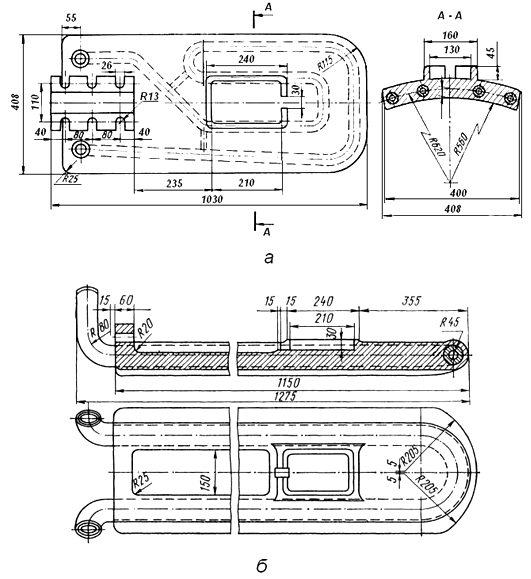
а – зі сталевим (мідним) змійовиком для відкритих печей;
б – для закритих печей
Рисунок 38 — Контактні щоки феросплавних печей
Характеристики контактних щік рудовідновлювальних електропечей наведені в таблиці 5.
Таблиця 5 - Характеристики контактних щік рудовідновлювальних електропечей
| Потужність печі, МВ•А | Діаметр електрода, мм | Число електродів на піч, шт | Число щік на електрод, мм | Розміри щоки, мм | Маса щоки, кг | Система охолодження | Максимальна сила струму в електроді, кА | Середня щільність струму на контактній поверхні, А\див2 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| довжина | ширина | товщина | ||||||||
| 10,5 | 950 | 3 | 8 | 1000 | 335 | 60—70 | 220 | Порожня, лита (томпак: Сu–80%; Zn–20%) | 43 | 1,604 |
| 12,5 | 1050 | 3 | 8 | 1000 | 335 | 60—70 | 220 | Порожня, лита (томпак: Сu–80%; Zn–20%) | 47 | 1,75 |
| 13,5 | 1100 | 3 | 8 | 1000 | 400 | 70 | 280 | Із залитим сталевим змійовиком | 57 | 1,78 |
| 16,5 | 1200 | 3 | 8 | 1100 | 350 | 70—80 | 327 | Мідна лита з мідним змійовиком | 55—60 | 1,95 |
| 21,5—2,5 | 1200 | 3 | 8 | 1350 | 410 | 70—80 | 327 | Мідна лита з мідним змійовиком | 70 | 1,858 |
| 27 | 1400 | 3 | 10 | 1200 | 340 | 80 | 340 | Мідна лита з мідним змійовиком | 75 | 1,838 |
| 33 | 1500 | 3 | 10 | 1150 | 400 | 85 | 256 | Мідь прокатна, свердлення | 93 | 2,02 |
| 63 | 750 x 3000 | 6 | 8 | 1950 | 420 | 80 | 470 | Мідна лита з мідним змійовиком | 112 (на фазу) | 1,007 |
| 63 | 1900 | 3 | 12 | 1250 | 410 | 85 | 377 | Мідь прокатна, свердлення | 165 | 2,33 |
| 75 | 2000 | 3 | 12 | 1100 | 500 | 90 | 445 | Лита (томпак) | 160 | 2,42 |
2.14 Натискне кільце електропечі РКЗ - 33М2
Як було розглянуто вище, натискне кільце складається із двох половин (див. рис. 36), з'єднаних між собою пальцями на бронзових втулках для розриву магнітного контуру. Незважаючи на те, що пальці робляться з невеликим конусом і змазуються графітним мастилом, розбирання цього з'єднання супроводжується більшими витратами праці.
Для потужних електропечей у цей час виготовляють спеціальні натискні кільця звареного типу для яких застосована система гідропритиску з використанням хвилястих гідрокомпенсаторів-сильфонів, зусилля притиску яких регулюється дроселюючим вентилем, установленим на зливі води із запірної магістралі, у яку послідовно включені сильфони. На рисунку 39 наведені зварене натискне кільце й сильфона букса електропечі типу РКЗ-33М2.
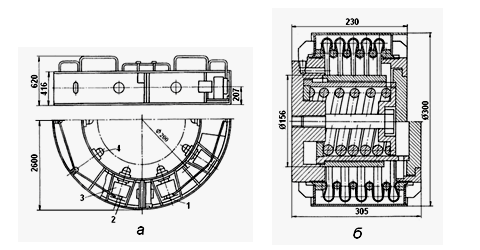
1 - труба для підведення води; 2 - труба для відводу води;
3 - сильфона букса; 4 - бугель натискний
Рисунок 39 – Натискне зварене кільце (а) для притиску контактних щік і сильфона букса кільця (б) електропечі типу РКЗ-33М2
У розглянутій конструкції натискні пристрої – гідравлічні сильфоні букси (див. рис. 39, б) що дозволяють регулювати зусилля притиснення контактних щік до електрода дистанційно й рівномірно.
Система гідропритиску контактних щік передбачає подачу води високого тиску в механізми гідропритиску. Робочою рідиною для компенсатора є хімічно очищена вода. Тиск у гідросистемі становить 1,2 - 1,5 МПа, що відповідає зусиллю притиску контактних щік, що розвиває компенсатором близько 6,5 мН.
Загальний вигляд суцільнокатаної контактної щоки розглянутого гідропритиску наведений на рисунку 40.
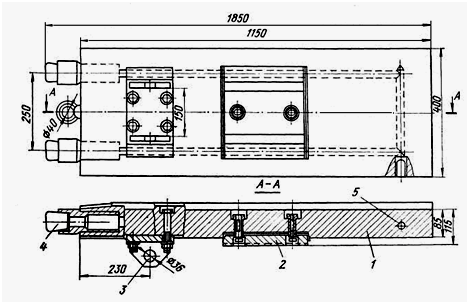
1 - корпус щоки з мідного прокату; 2 - накладка електроізоляційна;
3 - пристрій для підвіски щоки; 4 - труба мідна для струмопідвіда;
5 - канал для охолоджувальної води
Рисунок 40 — Контактна мідна щока суцільнокатана
На кожній щоці встановлені спеціальні ізоляційні накладки 2 для запобігання витоків струму, захищені зверху металевими пластинками, щоб не ушкодити ізоляцію упорами натискного кільця.
Охолодження щоки здійснюється за допомогою циркуляції води усередині свердлінь у корпусі щоки.
2.15 Електродотримач електропечі РКЗ - 16,5
На електропечі РКЗ - 16,5 (див. рис. 41) установлений електродотримач підвісного типу.
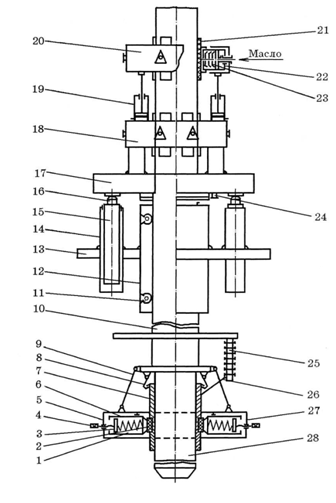
Рисунок 41 — Електродотримач печі РКЗ-16,5
Електродотримач складається з наступних основних складових частин: струмопідвід, що несе циліндр (мантель) з кільцем електродотримача, два гідропідйомники й механізм перепуску електрода.
Струмопідвід включає у свій состав контакную щоку 7, струмоведучі труби 26, вузол притиску контактної щоки, натискне кільце 27, траверсу 25, гнучкий струмопідвід. Контактна щока виконана литий, із залитим усередину мідним змійовиком для охолодження води. На кожному електроді встановлено 8 контактних щік, підвішених через ізольовані підвіски (тяги) 8 до несучого циліндра 10 (мантелю).
Для підведення електричного струму до щік служать мідні водоохолоджуємі труби 26, які приварюються до щік.
Струмоведучі труби, що йдуть від контактної щоки, кріпляться до гнучкого струмопідвіду, що є сполучною ланкою між трубошинами пакета короткої мережі й струмоведучих труб і дозволяє здійснювати вертикальне переміщення електродотримача.
Несучий циліндр 10 є основною сполучною конструкцією електродотримача й несе навантаження від маси електрода 28. Циліндр виконаний із двох окремих електроізольованих частин. Зверху до циліндра кріпиться несуча траверса 17, що вільно опирається через вкладиші й електроізоляцію на плунжери гідропідйомника. На траверсі є патрубок 24 підведення повітря для обдування електрода.
Повітря попадає в спеціально передбачені камери несучого циліндра, проходячи які забезпечує охолодження електрода.
Фіксатор забезпечує вертикальне переміщення електродотримача і являє собою циліндричну обойму 12 з листової сталі, у якій установлено два пояси фіксуючих роликів 11, що перекочуються по поверхні несучого циліндра. Ролики постачені регулюванням для настроювання їхнього положення в горизонтальній площині. Обойма фіксатора через електроізоляцію кріпиться на станині 13 гідропідйомника.
Гідропідйомник служить для переміщення електрода по вертикалі й складається із двох гідроциліндрів 15, розміщених у стаканах 14 звареної станини, укріплених стаціонарно на цеховому перекритті. На кінці плунжерів 16 гідроциліндра опирається траверса 17 несучого циліндра. Живляться гідроциліндри від насосно-акумуляторної станції (НАС).
Механізм перепуску призначений для втримання електрода й дозованого опускання електрода в міру згоряння. Механізм складається із двох притискних кілець, з'єднаних між собою за допомогою трьох домкратів 19.
Нижнє кільце 18 через ізоляцію й металоконструкції опирається на несучий циліндр електродотримача. У кожне кільце убудовані шість пружино-гідравлічних затискачів із щоками 21.
Притиснення щоки до електрода здійснюється пакетом тарілчастих пружин 23, а відтиснення виконується при подачі тиску в гідроциліндр 22.
Верхнє кільце 20 аналогічно по конструкції нижньому й може опускатися або підніматися за допомогою вищезгаданих гідродомкратів 19. При нормальній роботі електрод затиснутий у верхнім і нижнім кільцях, але може втримуватися також одним кільцем.
Цикл перепуску для опускання (подовження) робочого кінця електрода виконується в наступному порядку:
- вихідне положення - обоє кільця затиснуті;
- відтиснення верхнього кільця;
- підйом верхнього кільця;
- затиснення верхнього кільця;
- відтиснення нижнього кільця;
- опускання верхнього кільця із затиснутим електродом;
- затиснення нижнього кільця.
Цикл «зворотного» перепуску, тобто підйом електрода, відбувається в наступному порядку:
- вихідне положення - обоє кільця затиснуті;
- відтиснення нижнього кільця;
- підйом верхнього кільця із затиснутим електродом;
- затиснення нижнього кільця;
- відтиснення верхнього кільця;
- опускання верхнього кільця;
- затиснення верхнього кільця.
Одноразовий перепуск здійснюється на 50 мм, а максимально можливий одноразовий перепуск становить 100 мм. При необхідності перепуску більше 100 мм зазначені вище операції повторюються в такому ж порядку потрібна кількість разів.
2.16 Електродотримач електропечі РПЗ – 63І1
Основними складовими частинами електродотримача (див. рис. 42) є підвісний вузол з електродом і контактний вузол зі струмоведучими трубами.
Електрод 15 являє собою овального профілю кожух з листової сталі, наповнюваний на певну висоту електродною масою спеціального складу, що у зоні електродотримача спікається під дією струму, що проходить через неї. У міру згоряння, верхню частину кожуха електрода нарощують шляхом приварки нових секцій, додаючи при цьому електродну масу. Номінальна маса електрода повинна становити 22 тонни.
У зоні механізму перепуску кожух електрода обладнаний ребрами жорсткості.
Основною сполучною конструкцією підвісного вузла є підвісний кожух («мантель») 10, обладнаний верхньою 11 і нижньою 6 траверсами, усередині якого із зазором проходить електрод.
Через два патрубки 23 у спеціально передбачені камери кожуха подається повітря, що виходячи через прорізи у внутрішній стінці, охолоджує електрод.
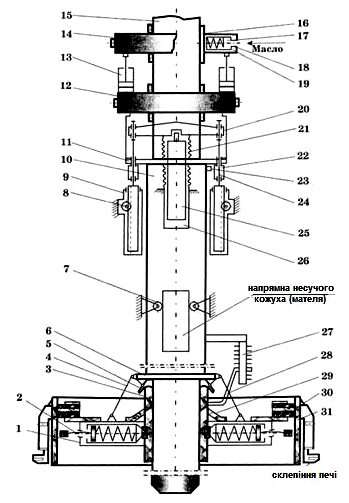
Рисунок 42 — Електродотримач печі РПЗ – 63І1
Верхня траверса через проміжні деталі спирається на плунжери гідроциліндрів механізму переміщення електрода. До нижнього водоохолоджуємої траверсі за допомогою ізольованих тяг 4, 5 підвішений контактний вузол. Для додання стійкості кожуху при його переміщенні передбачений ряд роликів 7, укріплених стаціонарно на елементах перекриття печі. Ролики перекочуються по вертикальних напрямних, привареним до вузьких сторін несучого кожуха.
Контактний вузол містить у собі натискне кільце 1, вісім контактних щік 3 (по чотирьох на кожній довгій стороні кільця), а також систему струмоведучих труб.
Натискне кільце, розташоване навколо електрода, яке притискає контактні щоки до електрода, складається із двох водоохолоджуємих півкілець, з'єднаних ізольованим пальцем. Притиск здійснюється пружинно-гвинтовими пристроями через ізоляційні прокладки, укріплені на кожній щоці. Гвинтом 2 регулюється рівномірність притиску й центрується електрод щодо несучого кожуха.
До кожної контактної щоки корозійностійкими шпильками кріпляться дві струмоведучі водоохолоджуємі труби 28. Кінці всіх цих труб збираються разом і приварюються до траверси струмопідвіда 27 укріпленої на мантелі, а від траверси йдуть гнучкі зв'язки до пакета короткої мережі.
Для герметизації прорізу між електродом і склепінням печі РП3-63І1 передбачене герметизуюче кільце 31, розташоване навколо натискного кільця й пропущене під склепіння. Кільце 31 постачене сухим чепцевим ущільненням 30 і набиванням 29.
Загальний вигляд ущільнення електродотримача у склепінні електропечі РПЗ-63І1 наведений на рисунку 43.
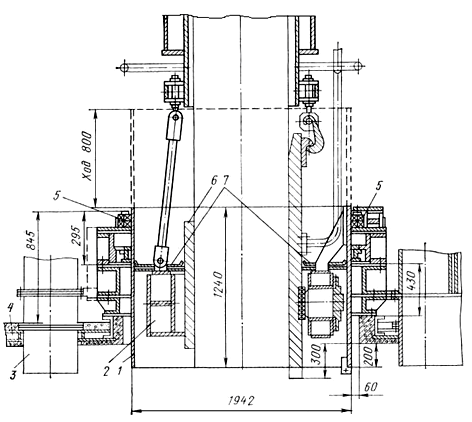
1 - кільце герметизуюче; 2 - натискне кільце електродотримача для притиску щік;
3 - труба завантажувальна; 4 - секція склепіння; 5 - сухе сальникове ущільнення;
6 - колодка з азбоцементної плити; 7 – кільцева набивання
Рисунок 43 — Загальний вигляд ущільнення електродотримача у склепінні електропечі РПЗ-63І1
Підведення води для охолодження елементів електродотримача здійснений захищеними від тепловипромінювання шнуровим азбестом гнучкими рукавами й трубами, прокладеними під пакетом короткої мережі до напірного й зливального колекторів.
2.17 Пристрій переміщення й перепуску електродів
Пристрій переміщення й перепуску електродів (див. рис. 42) призначено для підйому й опускання електродотримача разом з електродом, залежно від зміни електричного режиму роботи печі й для перепуску електрода в міру його згоряння.
Механізм переміщення електродотримача складається із двох гідропідйомників, зв'язаних двома балками 22, які з'єднані через ізоляцію з верхньою траверсою несучого кожуха електродотримача.
У кожному гідропідйомнику основним вузлом є гідроциліндр, корпус 26 якого укріплений стаціонарно на цеховому перекритті, а плунжер 25, з'єднаний своїм кінцем із траверсою 20, переміщається нагору або вниз, захоплюючи за собою через балки 22 електродотримач. Плунжер захищений від забруднень гофрованим чохлом 21. Для виключення перекосів при переміщенні плунжерів, гідропідйомники постачені синхронізуючим пристроєм, що складається із чотирьох рейок 9, які зчеплені із шестірнями 8, попарно з'єднаними твердими синхронізуючими валами.
Рейки виконані з тягами 24, закріпленими в траверсах 20 і захищені (разом із шестірнями) індивідуальними кожухами.
Механізм перепуску електрода здійснює дозоване опускання електрода в міру його згоряння.
Механізм складається із двох притискних кілець з'єднаних між собою за допомогою чотирьох гідравлічних домкратів 13.
Нижнє кільце 12 через ізоляцію й металоконструкції опирається на підвісний кожух електродотримача. У кожне кільце убудовані чотири пружино-гідравлічних затискачі 17 (по два на кожному довгому боку електрода) із щоками 16.
Притиснення щоки до електрода здійснюється пакетом тарілчастих пружин 19, а відтиснення виконується при подачі тиску через плунжер 18 у штокову порожнину гідроциліндра. На внутрішній поверхні щік наклеєні гума або встановлені металеві пластини з насічкою з метою одержання більшого коефіцієнта тертя між щокою й кожухом електрода. Верхнє кільце 14 аналогічно по конструкції нижньому й може опускатися або підніматися за допомогою вищезгаданих чотирьох домкратів.
При нормальній роботі електрод затиснутий у верхнім і нижнім кільцях, але може втримуватися також одним кільцем.
Перепуск електрода здійснюється за допомогою автоматичної системи або вручну.
Послідовність операцій при ручному перепуску:
- відтиснення пропускних щік верхнього кільця;
- підняття верхнього кільця з віджатими щоками нагору;
- затиснення пропускних щік верхнього кільця у верхнім положенні;
- відтиснення пропускних щік нижнього кільця;
- опускання вниз верхнього пропускного кільця й електрода при віджатих щоках нижнього кільця;
- затиснення пропускних щік нижнього кільця.
Максимально можливий разовий перепуск - 100 ÷ 120 мм.
Електродотримач електропечі РКГ - 75 фірми «Танабэ»
У підвісному вузлі електродотримача (див. рис. 44) підвісний кожух 12 («мантель») круглого профілю виконаний з опорною площадкою 3 у верхній своїй частині. На площадці, поза зоною високих температур, монтується привод затиснення щік контактного вузла. Привод складається з гідродвигуна 1, розрахованого на робочий тиск не менш 6 мПа й двоступінчастого редуктора 2 з передаточним числом, рівним 493. Через систему штанг 6 і проміжних зубчастих передач 4 здійснюється поздовжнє переміщення трьох гвинтів 11, пов'язаних із притискним кільцем 8.
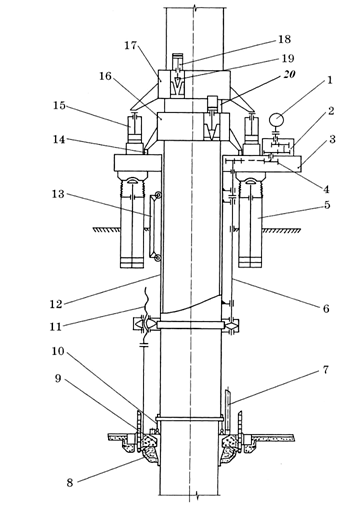
Рисунок 44 — Електродотримач печі РКГ-75
Фрагмент механізму притиску контактних щік наведений на рисунку 45 (нумерація позицій відповідає рисунку 44).
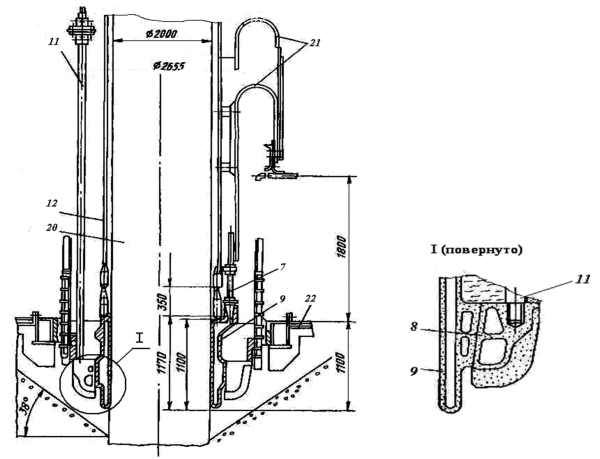
7 - струмоведуча труба; 8 - притискне кільце контактних щік; 9 – контактні щоки;
11 - штанга; 12 - мантель; 20 - електрод; 21 - гнучкі зв'язки струмопроводу; 22 - склепіння печі
Рисунок 45 — Механізм притиску контактних щік печі типу РКГ-75
Притискне кільце (див. рис. 44 і 45) виконано з немагнітної сталі, і прохолоджується водою; воно футеровано зовні жаростійким бетоном. При підйомі або опусканні електрода 20 притискне кільце своєю внутрішньою конічною поверхнею притискає (заклинює) або звільняє дванадцять контактних щік 9, шарнірно прикріплених до нижнього торця несучого кожуха за допомогою ізольованих регульованих підвісок 10. Кожна щока має порожнину, у якій протікає охолодна вода, що надходить через струмоведучу трубу 7, з'єднану із щокою за допомогою конусного з'єднання.
Герметизація прорізу між електродом і склепінням печі виконується за допомогою ущільнювального рукава, а простір між контактними щоками ущільнюється азбестовим набиванням.
Механізм переміщення електродотримача (див. рис. 44) складається із двох гідроциліндрів 5, які впираються у верхню площадку несучого кожуха (мантеля). Синхронізація роботи гідропідйомників здійснюється автоматично шляхом перетворення виникаючих відхилень в електричні сигнали, а також регулюванням ступеня відкриття крана гідросистеми. При різниці в положенні гідропідйомників більше 4 мм включається аварійний звуковий сигнал.
Механізм перепуску електродів складається з верхнього 17 і нижнього 16 фрикційних кілець (ременів). Нижнє кільце через підставки 14 кріпиться на площадці несучого кожуха, а верхнє опирається на чотири гідродомкрати 15, установлювані на тій же площадці.
Кожне кільце являє собою сталеву стрічку з укріпленими на ній окремими притискними щоками. Щека складається зі сталевого коробчастого корпуса, до якого гвинтами кріпиться гумова футеровка товщиною 16 мм; усередині щока постачена голчастими роликами, що передають на гуму зусилля притиснення від сталевої стрічки. Притиснення здійснюється кліщовим пристроєм, до двох кінців якого кріпляться краї сталевої стрічки фрикційного кільця. Два протилежних кінці кліщового пристрою розводяться й зводяться за допомогою клинового пристрою, клин 19 піднімається й опускається гідроциліндром 18.
При заклинюванні сталева стрічка фрикційного кільця, зменшуючись у діаметрі, притискає щоки до електрода. Цикл роботи механізму перепуску здійснюється в наступній послідовності: розтискається нижнє кільце, електрод спускається на 15 мм, нижнє кільце затискається, а верхнє - розтискається, потім воно піднімається на 15 мм і також затискається. Далі цикл повторюється. Стійкість несучого кожуха електродотримача забезпечується двома рядами роликів, поміщених у касету 13, закріплену на цеховому перекритті. У верхньому ряді шість роликів, а в нижньому - два.
2.18 Самоспікливі електроди рудовідновлювальних печей
Електрод складається з металевого каркаса (кожуха) і електродної маси, що заповнює цей кожух. Для формування електрода використають електродну масу у вигляді шматків або блоків, що завантажують через верх у кожух за допомогою спеціальних завантажувальних пристроїв.
На рисунку 46, б зображена секція кожуха електрода діаметром 1500 мм для печі РКЗ-33.
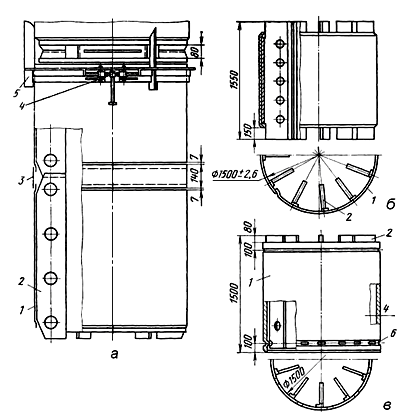
1 - обичайка; 2 - ребро; 3 - лист ущільнюючий; 4 - стяжка гвинтова;
5 - планка дистанційна; 6 - кільцева виїмка з вікнами для зварювання ребра
Рисунок 46 — Схема нарощування кожуха (а), секція кожуха електрода Єрмаковського заводу феросплавів (б) і секція кожуха електрода діаметром 1500 мм ЧЕМК (в)
Циліндричну частину секції виготовляють із одного листа товщиною 4 мм. Тут ребра жорсткості 2 виготовляють окремо. У кожному ребрі проробляють по п'ятьох круглих отворів діаметром 70 мм. Зборка циліндрів і установка ребер, а також приварку ребер здійснюється на спеціальних складальних стендах-кондукторах.
Ребра жорсткості мають більший по довжині розмір, чим основна обичайка секції. Довжина ребра 1550 мм, а циліндричної обичайки 1 секції кожуха -1250 мм.
Нарощування кожуха такої конструкції на печі - досить складна операція й вимагає спеціального інструмента й пристосувань. Для міцності ребра жорсткості зварюють між собою.
Зварювання ребер здійснюється після установки кожуха на спеціальні пристосування, що забезпечують строго концентричне розташування секцій, що зварюють, і однакова відстань між циліндричними обичайками кожуха.
На рисунку 46, а зображена схема нарощування електрода діаметром 1500 мм. Ребра жорсткості 2 зварюються між собою через просвіт, що утворився по окружності, між секціями. Потім установлюють лист 3 шириною 140 мм, що складається із двох половин, стискають до повного зіткнення кожухів і пластин, після чого приварюють кожну секцію до листа 3 щільним швом. У такий спосіб досягається безперервність шва циліндричної поверхні кожуха й міцне з'єднання секцій.
На ЧЕМК для печі такої ж потужності розроблена інша конструкція секції кожуха (див. рис. 46, в). Циліндрична обичайка кожуха має висоту 1420 мм. З кожної сторони знизу й зверху на відстані 10 мм зроблені канавки радіусом 15 мм, усередині яких рівномірно по окружності просвердлені отвори довжиною 40 мм. Вони служать для пропуску зварювального електрода при зварюванні ребер кожуха між собою.
Ребра виступають над секцією тільки зверху на 80 мм. Секція кожуха, що наварює, установлюється на кожух працюючого електрода із заведенням нижньої частини кожуха, що має зменшений діаметр за рахунок відвальцованої крайки листа. Після заведення, вирівнювання й обтискачі кожуха здійснюється зварювання двох секцій герметичним швом. Ця конструкція вимагає менших витрат праці на нарощування кожуха, зменшується довжина зварювальних швів, а отже збільшується надійність роботи кожуха.
2.19 Секція кожуха плоского електрода розміром 2980X750 печі РПЗ-63
Бічні поверхні секцій збираються із двох плоских листів 5 (див. рис. 47) розміром 2280 х 970 х 3 і двох боковин - напівциліндрів 1. До плоских листів на стенді - кондукторі приварюють ребра із круглими отворами й куточки 3 розміром 50 x 50 x 5 для додання твердості кожуху.
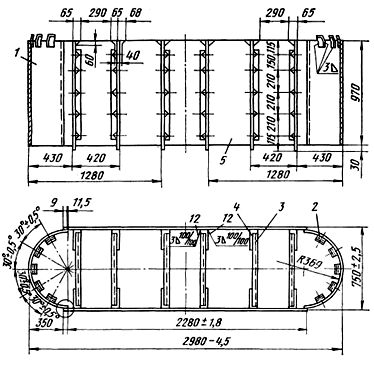
1 - боковина радіусна; 2 - планка напрямна;
3 - куточок розпірний (30 шт.); 4 - куточок напрямний;
5 - лист бічний плоский
Рисунок 47 — Секція кожуха плоского електрода розміром 2980х750 мм
Секція кожуха збирається тільки в кондукторі, що забезпечує строго перпендикулярне розміщення розпірних косинців до стінки кожуха.
Напрямні планки 2, по п'ятьох з кожної сторони, установлюються для того, щоб наступна секція кожуха могла бути щільніше підігнана до попередній. Це забезпечує також можливість накладення щільного зварювального шва, що з'єднує секції.
2.20 Секція кожуха електрода діаметром 2000 мм для печі РКГ-75
Секція кожуха складається із циліндричної обичайки висотою 1220 мм, діаметром 2000 мм, товщиною 4,5 мм.
До обичайки 1 (див. рис. 48) приварюються ребра 2 і 3 строго радіально двох типів: 8 шт. висотою 250 і довжиною 1345 мм і 8 шт. висотою 450 і довжиною 1345 мм. Причому внизу від крайки обичайки ребра відступають на 25 мм, а вгорі виступають на 150 мм. Угорі в кожного ребра є зріз, що використається з однієї сторони як напрямні для установки наступної секції, з іншої сторони зріз ребра й обичайка служать кондуктором для щільного обтиснення наступної секції й забезпечення можливості проведення щільного зварювального шва, що з'єднує секції між собою.
Ребра друг до друга приварюються стикозварочним автоматом спеціальної конструкції фірми «Dengenge».
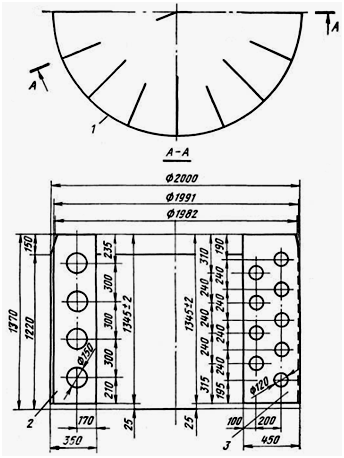
1 - обичайка циліндрична; 2 - ребро вузьке; 3 - ребро широке.
Рисунок 48 — Секція кожуха електрода діаметром 2000 мм печі РКГ - 75
Зварювання кожухів електродів між собою ведеться на постійному струмі електродом діаметром 3 мм. Зварювальний шов потім зачищається шліфувальною машинкою по всьому периметрі. Якість накладеного шва перевіряється ОТК.
2.21 Овальний кожух електрода герметичної печі РПЗ-80І1
Овальний кожух електрода герметичної печі РПЗ-80И1 наведений на рисунку 49.
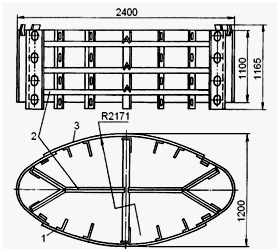
1 - боковина торцева;
2 - хрестовина розпірна;
3 - овальний лист
Рисунок 49 — Овальний кожух електрода герметичної печі РПЗ-80И1
2.22 Кожух циліндричний фірми «Tagliaferri» електропечей потужністю 22,5 MB•А
Італійська фірма «Tagliaferri» застосовує на своїх печах потужністю 22,5 MB•А кожухи електродів діаметром 1250 мм із листової сталі товщиною 1,8 мм (рисунок 50).
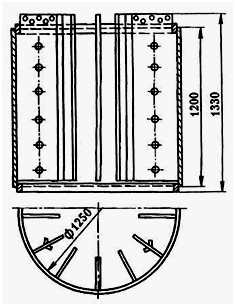
Рисунок 50 — Секція кожуха електрода діаметром 1250 мм фірми «Tagliaferri»
Кожух циліндричний з 12 ребрами шириною 290 мм із шістьома круглими отворами діаметром 40 мм на кожному ребрі, а чотири ребра мають прямокутні штамповані й відігнуті «язички». Над верхи циліндричної секції ребра виступають на 80 мм, а внизу не доходять до низу на 30 мм. Виступаючі пір'я ребер мають по п'ятьох отворів діаметром 30 мм, по периметрі яких накладається зварювальний шов при нарощуванні електродів до інших ребер. Кожухи збираються на двох кільцях зі сталевої смуги 10 x 50 мм. Одне з кілець залишається при нарощуванні усередині електрода, що забезпечує правильну циліндричну форму кожуху й більшій твердості. Після прихоплення кожухів друг до друга у верхньому кожусі вирізьблюються вікна, через які зварюються між собою ребра за допомогою електрозварювання. Ребра під час зварювання притискаються друг до друга кліщами з ручками довжиною 1,5 м. Всі зовнішні зварювальні шви зачищаються наждаковим колом.
Цей спосіб цікавий простотою конструкції й зручністю при нарощуванні. Однак наявність вікон і зварювальних швів на поверхні кожуха приводить до погіршення контакту щік-електрод.
2.23 Кожух електрода, фірми «Demag» електропечі потужністю 22,5 МВА
Кожух виготовляють зі сталевого листа товщиною 2 мм. Заготівкою служать три секції довжиною 1850 мм (див. рис. 51), які звальцьовано під діаметром 1200 мм із відігнутими назовні краями, висотою 50 мм. На внутрішню поверхню заготовки по всій довжині приварюються суцільним швом два ребра шириною по 300 мм.
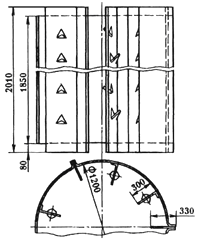
Рисунок 51 — Секція кожуха електрода діаметра 1200 мм фірми «Demag»
Зборку кожуха із трьох заготовок роблять на кондукторі, причому в стики між двома заготовками заставляється ребро. Зварювання по стику трьох зовнішніх ребер ведуть суцільним швом із зовнішньої й внутрішньої сторони. Таким чином, зібраний кожух має вісім внутрішніх ребер шириною 300 мм і три зовнішніх ребра шириною 50 мм, розташованих друг до друга під кутом 120°.
Зовнішні ребра в електродотримачі проходять між щоками. Розміри й маса сталевих кожухів набивних електродів у порівнянні з масою всього електрода, наведені до 1 м довжини електрода, а також основні характеристики кожухів, застосовуваних у цей час для феросплавних печей різної потужності дані в таблиці 6.
Таблиця 6 — Розміри й маса 1 м довжини сталевих кожухів набивних електродів
| Діаметр кожуха, мм | Потужність печі, МBA | Кожух | Маса, кг | Відношення маси кожуха до маси електрода, в % | ||||
|---|---|---|---|---|---|---|---|---|
| матеріал заготівлі | товщина листа, мм | Число ребер | Висота ребра, мм | Електрода | Кожуха | |||
| 350 | 2,5÷3,5 | СтЗ | 1,0 | 4 | 80 | 152 | 12 | 11,8 |
| 500 | 3,5÷5,0 | » | 1,0÷1,25 | 6 | 100 | 308 | 18÷23 | 5,8÷7,5 |
| 750 | 7,0÷9,0 | » | 1,25÷1,4 | 8 | 160 | 680 | 38÷42 | 5,6÷6,2 |
| 950 | 10,5÷11,0 | » | 1,5 | 8 | 200 | 990 | 56 | 5,7 |
| 1000 | 15,0 | ВСт1-ВСтЗ | 2,0 | 6 | 220 | 1180 | 80 | 6,8 |
| 1200 | 16,5÷20,0 | Ст2кп | 2,0 | 8 | 220 | 1673 | 91 | 5,4 |
| 1200 | 16,5 | СтЗ | 3,0 | 10 | 220 | 1754 | 171 | 9,7 |
| 1200 | 16,5 | » | 3,0 | 7 | 250 | 1741 | 158 | 9,0 |
| 1200 | 16,5 | » | 3,0 | 7 | 250 | 1741 | 158 | 9,0 |
| 1400 | 27 | » | 3,0 | 10 | 250 | 2342 | 188 | 8,0 |
| 1500 | 33 | » | 4,0 | 11 | 350 | 2718 | 246 | 9,1 |
| 1900 | 63 | » | 6,0 | 17 | 350 | 4372 | 405 | 9,2 |
| 2000 | 75 | » | 4,5 | 16 | 350 | 4921 | 525 | 10,6 |
| 3000x750 | 63 | » | 3,0 | 12 | 300 | 3471 | 321 | 9,2 |
До якості поверхні кожуха пред'являються високі вимоги. Поверхня листа повинна бути чистою, вільною від окалини й іржі, а зварювальні шви зачищені. Від якості швів залежить тривалість і надійність роботи як самого електрода, так і механізму перепуску й контактних щік. Тому всі роботи з виготовлення заготовок для кожуха - різання, згинання, просічку , зборку й зварювання роблять у спеціалізованих відділеннях ремонтних цехів.
Готові секції зберігають у критих приміщеннях. Транспортування кожухів роблять у спеціальних кондукторах, щоб забезпечити цілісність їхніх зовнішніх поверхонь і ребер. Поява іржі на кожусі не допускається. Підйом і переміщення секцій кожуха в цеху здійснюють тільки спеціальними захватами.
У цеху повинне бути відводиться спеціальне місце для зберігання незнижуваного запасу секцій кожухів.
2.24 Система обдування електродів
Система обдування електродів, призначена для регулювання температурного режиму випалу електродів повітрям, включає вентилятори, повітроводи й механізми регулювання витрати повітря. Повітря подається в кільцеподібний зазор між кожухом електрода й несучим циліндром, загальний вигляд якого для прямокутного електрода показані на рисунку 52.
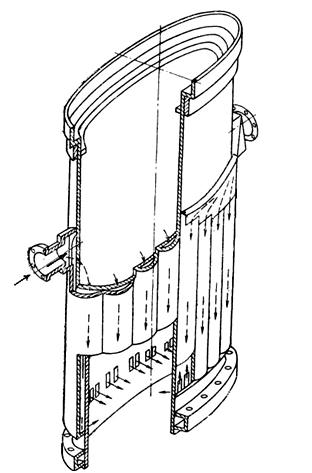
Рисунок 52 — Схема розподілу повітря в несучому циліндрі самоспікливого електрода електропечі типу РПЗ-63
Обдування електродів може вироблятися від одного вентилятора, як це показано на рисунку 53 для печі РПЗ-63. У деяких випадках електроди обладнані автономними системами обдування. Продуктивність вентилятора для обдування електродів печі РПЗ-63 становить 80000 м3 повітря. Подаваний по каналах несучого циліндра повітря виходить у зону нижнього кільця циліндра.
На круглих електродах повітря подається в зону верхнього кільця несучого циліндра й проходить по кільцеподібній порожнині між кожухом електрода й несучим циліндром. Стабільність температурного режиму випалу електродів забезпечується автоматичним регулюванням їхнього обдування.
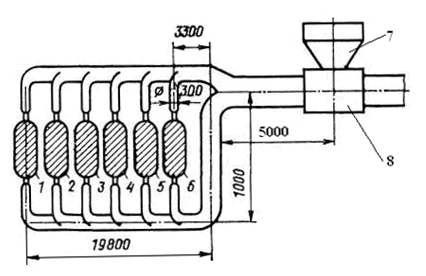
1 - 6 - електроди; 7 - повітрезаборник; 8 - вентилятор
Рисунок 53 — Схема повітроводу для обдування електродів печі типу РПЗ-63
2.25 Електродна маса
При виготовленні електродної маси, призначеної для одержання самоспікливих електродів феросплавних печей, застосовують термоантрацит, доменний кокс і кам'яновугільний пек. Ці матеріали піддають термічній підготовці, дробленню, розсіву й потім у певних пропорціях уводять у состави шихт електродних мас у співвідношеннях наведених у таблиці 7.
Поряд із цими матеріалами можуть також застосовуватися природний графіт, карбід кремнію, відходи графітизованих матеріалів суміжних виробництв, антраценове масло й ін.
Таблиця 7 — Состав шихти для електродних мас самоспікливих електродів феросплавних печей
| Компонент | Масова частка компонента в шихті, % |
|---|---|
| Термоантрацит: - фракція 20 - 10 мм - фракція 10 - 4 мм - фракція 4 - 0 мм | 14 13 21 |
| Кокс (фракція 4 – 0 мм) | 32 |
| Пік кам'яновугільний пек | 20 |
Електродна маса формується на формувальних машинах у брикети по 1,2 - 1,5 кг (див. рис. 54).
Рисунок 54 — Брикети електродної маси (загальний вигляд)
Брикети на формувальній машині прохолоджуються водою, що прискорює їхнє твердіння й виключається наступне злипання.
З формувальних машин брикети надходять у саморозвантажні короби, які транспортуються автотранспортом у плавильний цех для завантаження в електроди.
Ділянка формувальної машини наведена на рисунку 55.

Рисунок 55 — Ділянка формувальної машини
2.26 Парасолі й склепіння рудовідновлювальних печей
2.26.1 Загальні відомості
Кількість газів, що виділяються від колошника феросплавної печі, їхній склад, температура й запиленість залежать від виплавленого сплаву, і є важливими показниками ходу технологічного процесу плавки.
Загальним для всіх феросплавних газів закритих печей є високий зміст окису вуглецю, що становить від 60 до 86% і вище залежно від виплавлюваного сплаву й конструкції печі, що визначає його теплотехнічні, токсичні й вибухонебезпечні властивості.
Другим компонентом, що істотно впливає на вибуховість феросплавного газу, є водень, вміст якого досягає в окремих випадках до 14 % і вище, а в середньому становить 3 - 8 %.
Окис вуглецю й водень у суміші з повітрям визначають досить великий діапазон вибуховості феросплавного газу. Для найбільш калорійного газу межі вибуховості становить: у перерахуванні на горючу частину 10 - 69 %, з урахуванням баластових домішок (азоту, двоокису вуглецю) 11 -76 %. Межі вибуховості феросплавного газу непостійні й змінюються залежно від виду виплавлюваного в закритій печі сплаву, вологості газу, його складу, джерела запалення й потужності, температури й тиски суміші.
Чим більше у феросплавному газі баласту - вуглекислоти, азоту й водяних пар, тим за інших рівних умов буде більше вузької область вибуховості газу.
Тиск, що виникає при вибуху феросплавного газу, досягає 0,7 - 0,8 МПа.
Як відомо, третім компонентом, що визначає вибухонебезпечні властивості феросплавного газу, є кисень.
У колошникових газах закритих електропечей залежно від состава шихти, її вологості, витоків води з охолоджуваних елементів і ходу плавки в окремі моменти зміст технологічного кисню досягає 1,0 -1,5 %.
При верхній межі вибуховості феросплавного газу 76 % у 24 % повітря, що залишилися, втримується 24 х 0,21 = 5 % кисню, тобто суміш є вибухонебезпечною й робота газового тракту неприпустима.
Тому необхідно передбачати попереджувальну світлозвукову сигналізацію при досягненні змісту кисню в газі 1,5 %. При змісті кисню в газі понад 2 % передбачається автоматичне блокування по відключенню печі й газоочистки.
Підвищена токсичність феросплавного газу визначається високим змістом у ньому окису вуглецю. Гранично припустима концентрація окису вуглецю у виробничій зоні не повинна перевищувати 20 мг/м3.
У відкритих печах гази згоряють безпосередньо над колошником, а потім розбавляються повітрям. Гази, проходячи через шар шихти на колошнику, виносять із собою пил, конденсати пар кремнію, марганцю, кальцію, заліза і їхніх окислів, а також дрібні частки вуглецевого відновлювача.
Очищення газів як закритих, так і відкритих печей є обов'язковою умовою роботи електропічних агрегатів.
Уловлювання газів, що виділяються від колошника відкритих печей, здійснюється парасолями (див. рис. 2).
Парасолі виконують із листової сталі й підвішують до балок перекриття над піччю. Вони електроізольовані від металевих будівельних конструкцій, а також від завантажувальних трубозбігів, що проходять через бічні поверхні парасоля.
Форма парасоля - циліндрична з герметичною кришкою, у яку урізаються три мундштуки овальної форми для пропуску несучих кожухів електродотримачів і фіксаторів.
У верхній частині парасоля є газоотвідводячий патрубок, що з'єднує парасоль із викидною трубою й газоочисткою.
Перед трубою встановлюється трійник із дроселем, що забезпечує перемикання на газоочисні спорудження. Найбільш перспективним способом очищення газоповітряної суміші від відкритих печей у цей час визнаний спосіб очищення в рукавних тканинних фільтрах, а для ряду сплавів - в електрофільтрах.
Розміри парасолів по діаметрі визначаються діаметром ванни печі. Нижні обрізи парасолів установлюються по висоті приблизно на 1,5 м над рівнем колошника для відкритих печей і 1,8 -2,0 м від склепіння для закритих печей.
Запиленість газу становить 0,5 - 2,5 г/м3 і вище. Для запобігання вибивання газу з-під крайки парасолі в цех, забезпечують швидкості підсмоктування повітря в краю парасоля не менш 2 м/с, що обумовлює більше розведення технологічних газів.
У відкритій печі відбувається 80 – 100 - кратне розведення технологічних газів повітрям. У силу цього кількість газів, що викидають відкритою круглою піччю потужністю 16,5 - 21,5 MB•А, складає 180 - 250 тис. м3/год. газоповітряної суміші.
Для печей же потужністю 27-33 MB•А ця величина складає 250 - 300 тис. м3/год.
Температура газів, що відходять від парасоля, залежить як від виплавлюваного сплаву, так і від ступеня розведення повітря й коливається в широких межах, досягаючи 350 - 450 К у звичайних печах і 1273 К у печах з допалюванням газу.
При виплавці феросплавів у відкритих печах відбувається значне виділення променистого й конвективного тепла в робочий простір плавильного цеху, що погіршує умови праці.
Запиленість повітря не вичерпуються несприятливі фактори виробничого середовища при виплавці феросплавів: робітники плавильних цехів на ряді ділянок піддаються впливу токсичних газів - окису вуглецю, сірчистого газу, окислів азоту, а також возгонів смолистих речовин.
Звідси випливає необхідність переходу на герметичні печі, що забезпечують повну герметизацію підсклепіневого простору, максимальну автоматизацію процесу, повне вловлювання, очищення й використання висококалорійного газу в технологічних агрегатах, різке зменшення променистого й конвективного теплового впливу на працюючим.
У цей час не всі сплави можуть виплавлятися в закритих і герметичних печах.
На відкритих печах із традиційною конструкцією парасоля площі трьох прорізів для уведення короткої мережі становлять 12 - 15 м2.
Основна маса повітря підсмоктується через прорізи, найбільше близько розташованих до витяжної шахти. При цьому через діаметрально протилежний витяжній шахті проріз відбувається значне вибивання газів у робоче приміщення цеху.
У цей час розроблене й впроваджено два типи печей потужністю 20-29 MB•А с глибоким бічним струмопідвідом - напівгерметичним парасолем і з верхнім струмопідвідом - герметичним парасолем. Основними конструктивними особливостями печей першого типу є: пристрій у парасолі водоохолоджуємих тамбурів з ущільненням прорізів у них шторами зі штанг, футерованих шамотними кільцями; відбір газу з-під парасоля трьома розосередженими газозабірниками, приєднаними до однієї витяжної труби; глибоке уведення струмопідвіда через тамбури зі скороченням довжини не скомпенсованої ділянки струмових труб на 30 %; світлозахисна секційна обичайка навколо ванни на робочій відмітці; суцільна ланцюгова завіса, що вкриває щілинний зазор між парасолем і світлозахисною обичайкою.
Всі ці зміни дозволили ліквідувати вибивання газів у цех, зменшити витрата дефіцитного мідного прокату й скоротити викид газоповітряної суміші в атмосферу.
Прагнення підвищити герметичність парасоля печі й повністю винести елементи струмопідвіда із зони опромінення обумовило створення печі з верхнім струмопідвідом. У ній герметичний парасоль менше по висоті, виконаний без прорізів під траверси із двома діаметрально розташованими газовідсмоктувачами. Зазор між електродом і парасолем ущільнюється за допомогою гідравлічного затвора, виконаного з немагнітної сталі.
Коротка мережа з новою схемою з'єднання трикутник на контактних щоках розміщається над дахом парасоля, укорочені гірлянди встановлені прогином нагору й струмові труби розташовані уздовж утворюючого несучого циліндра.
Високий ступінь герметичності парасоля, і скорочення підсмоктування повітря зменшили викиди газоповітряної суміші в атмосферу з 250 до 150 м3/ч, що створює передумови для встаткування таких печей ефективними ми.
У процесі експлуатації печей у зв'язку з ростом теплової напруженості роботи встаткування потрібні були спеціальні міри його захисту: нижня поверхня кілець електродотримачів і гідрозатворів була екранована мідними водоохолоджуємими змійовиками; нижня частина несучих циліндрів виконана водоохолоджуємою.
В 1972 р. була уведена в експлуатацію піч потужністю 75 MB•А для виплавки 75 %-вого феросиліцію (див. рис. 14). Піч обладнана казаном-утилізатором, здатним розвивати максимальний тиск пари 4,2 МПа.
Установка складається з куполоподібного парасоля (пароперегрівника), що разом з вогнетривкою ізоляцією й зовнішнім сталевим кожухом виконує також роль пиловловлювача камери, казанові труби на верхній і бічній поверхнях камери мають щільні з'єднання; короткого горизонтального газовідвіда, з'єднаного з вертикальним газовідводом, обидва канали постачені додатковими трубчастими теплообмінниками; аварійної відвідної труби; вертикального казана з нижнім відводом газу, що складає із секцій пароперегрівника, секцій економайзера, додаткових секцій нагрівання води (газоохолоджувача) і спарених вентиляторів форсованого дуття, які створюють потік газу й направляють його до газоочисних фільтрів.
На Стахановському заводі феросплавів також створена оригінальна конструкція парасоля відкритої печі потужністю 27 MB•А (см. рис. 2) для виробництва 75 и 90 % феросиліцію. Плоский водоохолоджуємий зонт 5 опущений на відстань 2,3 м від обріза ванни печі. Водоохолоджуємі газовідводячі тамбури 4 розташовуються в місцях входу короткої мережі. Завантажувальні труби 3 установлені на парасолі 5 і подають шихту безпосередньо до електродів.
У цей час склепіння феросплавних печей виготовляють найрізноманітнішої конструкції за формою: плоскі, куполоподібні, аркові. Зі збільшенням потужності печей збільшується діаметр ванни печі, а отже діаметр склепіння й окремих його секцій із пропорційним збільшенням маси.
Плоске склепіння застосоване і на прямокутних печах (див. рис. 11). Тут також всі секції підвішуються на ізольованих тягах до верхнього перекриття. У плоских склепіннях немає оглядових люків для огляду й чищення підсклепіневого простору. Однак необхідність періодичного чищення підсклепіневого простору, особливо при виплавці висококременистих сплавів, вимагає пристрою спеціальних оглядових і шурувальних отворів. Для цього склепіння роблять арковими (фірми «Танабе», «Демаг», «Тальяферри» і ін.) або декількома піднятими над колошником плоскими зводами (СНД).
Для запобігання порушення герметичності склепіння при «ударах» (місцевих вибухах) на склепіннях установлюють підривні клапани 24, (див. рис. 8). Таких клапанів, наприклад, на печі РПЗ-63И1 дев'ять.
Кришки підривних клапанів прикріплюють до секції склепіння на ланцюгах або встановлюють обмежник підйому, щоб при вибуху кришка не змогла травмувати працюючих. Конструкція запобіжних підривних клапанів забезпечує швидкість і надійність спрацьовування. На кожний клапан надіваються патрубки - огородження, виготовлене із труб для відводу можливих викидів газів і гарячої шихти убік центра печі для запобігання влучення їх на працюючим.
У периферійних секціях є два або три отвори для відводу газу. На потужних печах може працювати одночасно два відсмоктування на дві лінії газоочистки, що підвищує стабільність роботи печі й поліпшує техніко-економічні показники. На деяких печах установлюють прямокутні щілинні газовідбірників.
2.26.2 Склепіння електропечі типу РКЗ-33М2
Склепіння феросплавної печі РКЗ-33М2 (див. рис. 56) негерметичний, оскільки електроди входять у широкі отвори у склепінні, у яких установлені водоохолоджуємі лійки 6, призначені для пропуску електродів і шихти, що подається по спеціальним завантажувальним трубозбігом (по чотирьох на кожну лійку).
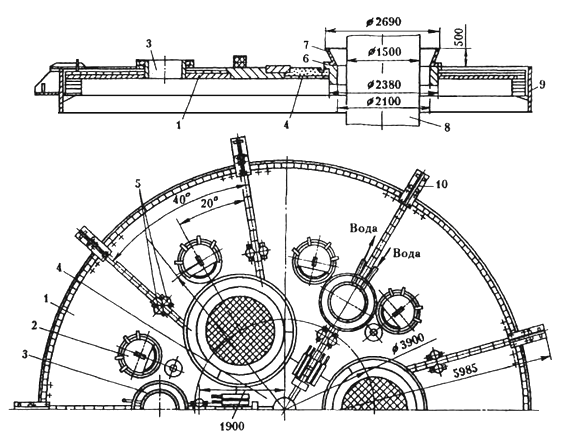
1 - секція периферійна; 2 - клапан вибуховий; 3 - місце відбору газу;
4 - секція центральна; 5 - підвіски склепіння; 6 - лійка; 7 - обичайка;
8 - електрод; 9 - кільце; 10 - кронштейн опорний
Рисунок 56 — Водоохолоджуєме плоске склепіння печі РКЗ-ЗЗМ2
Частина феросплавного газу виходить через лійки крізь шихту й відразу згоряє. Склепіння складається з десяти водоохолоджуємих секцій 1, 4 і кільця 9. У нижній частині кільця 9 є ніж, що опущений у кільцевий канал, заповнений піском. Цим забезпечується ущільнення периферійної частини склепіння.
На склепінні монтують запобіжні (підривні ) клапани 2, лійки 6 і циліндричні стакана або щілинні газовідбірників з похилими газоходами для збору й відсмоктування газів з-під склепіння. Секції склепіння підвішують на підвісках 5 до верхнього перекриття.
Кільце склепіння являє собою циліндричну обичайку, виготовлену з листової сталі із привареним до неї поясом жоркості. Пояс приварений усередині обичайки посередині її висоти. На цей пояс укладають цегла, що ізолює секції склепіння від кільця. Кільце склепіння обладнане дев'ятьма опорними кронштейнами 10, якими кільце склепіння опирається на металоконструкції робочої площадки печі.
Секції склепіння являють собою порожні плоскі плити, виготовлені з листової сталі товщиною 8 - 10 мм. Висота внутрішньої порожнини секції становить 50 мм. По цій порожнині проходить охолоджуюча вода, що направляє спеціальними ребрами, розташованими усередині порожнини.
Виготовлені секції випробовують на герметичність і міцність їхнього з'єднання під тиском 0,3 ÷ 0,5 МПа. Склепіння виконаний з дев'яти периферійних 1 і однієї центральної 4 секції. Центральна секція перебуває між електродами й складається із трьох ізольованих частин (див. рис. 57).
Цей фактор поліпшує ремонтопридатність склепіння. У зв'язку з дефіцитністю міді розроблена спеціальна конструкція центральної секції, де нижня частина, звернена до колошника, виготовлена з міді, а зовнішня - зі сталі. З'єднуються обидві частини між собою зварюванням вибухом.
Периферійні секції укладають на внутрішній пояс твердості кільця склепіння й ізолюють від нього вогнетривкою цеглою. Секції кріплять до ізольованих тягам підвіски склепіння 5 (див. рис. 56).
Секції середньої плити обладнані змійовиком для охолодження.
Для розриву магнітного контуру в зазор між секціями вставляють вогнетривкі цегли. Цеглу скріплюють цементним розчином. Верх склепіння футерують шамотною цеглою або заливають цементним розчином товщиною 30 - 50 мм для запобігання замикання секцій на землю й між собою через шихту, що просипалася, пил, інструмент і ін.
Середня плита своїми лабетами опирається на периферійні секції. Знизу в центральної й периферійної секцій виконується вогнетривка обмазка-ізоляція, що складається із шару жароміцного бетону товщиною 50 мм, армованого гаками, привареними до нижнього листа секції (див. рис. 57).
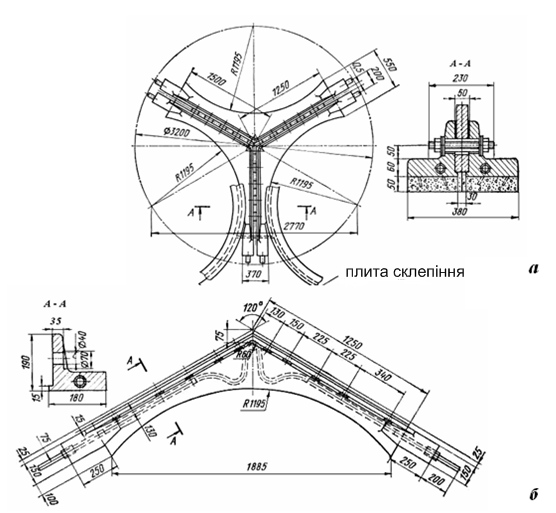
а – центральна мідна плита склепіння; б – секція центральної плити склепіння
Рисунок 57 — Секції склепіння печі РКЗ-33М2
Відбір газу здійснюється за допомогою циліндричних або подовжених газовідбірників (див. рис. 58) з поліпшеною аеродинамічною характеристикою й шурувальним пристроєм для очищення підсклепіневого простору 2.
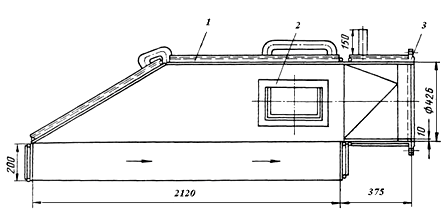
1 - корпус; 2 - шурувальний отвір; 3 - фланець
Рисунок 58 — Щілинний газовідбірник
Корпус 1 газовідбірника виготовлений з листової сталі з подвійною стінкою для прохолодження воду. Нижня частина його опирається на азбестову прокладку, установлену на дні піскового затвора. Похилий зрошуваний газопровід прикріплюється на фланцях 3 до патрубка, установленому в торці газовідводу.
Після зборки склепіння (див. рис. 56) між секціями утворяться три отвори, у які встановлюють лійки 6 і обичайки 7, службовці для проходу електродів 8 і подачі шихти.
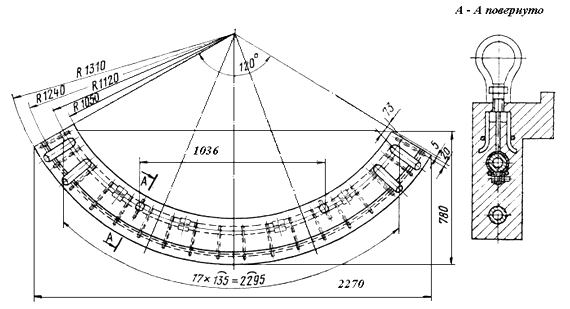
Рисунок 59 — Секція залізобетонної лійки
Лійки - одні з основних і швидкозношуваних деталей склепіння. Їх виготовляють як залізобетонними, без водоохолодження, так і водоохолоджуємими, зі сталевим змійовиком або з мідним і сталевим змійовиками. Причому в останньому випадку змійовик з мідної труби розташовують унизу, а вище над ним - сталевий змійовик. Цей здвоєний змійовик потім бетонують, виконуючи тим самим захисну бетонну обмазку змійовиків. лійки також роблять литими з міді із залитим усередину змійовиком. Така лійка найбільш довговічна.
Лійки роблять із двох або трьох секцій з метою зменшення маси лійки для полегшення монтажу й демонтажу секцій при ремонтах, а також переслідуючи необхідність розриву магнітного силового контуру.
На рисунку 59 показала секція залізобетонної лійки.
Зверху на лійку встановлюється конусна обичайка 7 (див. рис. 56), що служить для прийому шихти від завантажувальних труб (трубозбігів). Причому обичайка може бути виконана як з листової сталі, так і литою із чавуну або стали. Обичайка також виконується із трьох частин для розриву магнітного силового контуру.
Бетонування лійок роблять тим же жароміцним бетоном, що й секції склепіння. Стійкість лійок становить 4 - 12 місяців.
2.26.3 Секційне водоохолоджуєме склепіння електропечі типу РКЗ-16,5
Склепіння феросплавної печі РКЗ-16,5 (див. рис. 60) має десять секцій, що водоохолоджуються, знизу футеруються вогнетривким бетоном, а зверху шамотною цеглою.
Секції 6 збирають у кільці склепіння 5 і підвішують до дев'яти кронштейнів 1, 2, що опираються на робочу площадку. Кільце й кронштейни також прохолоджуються водою.
Окремі секції склепіння одна від іншої й склепіння у цілому електроізольовані. У склепінні є три отвори для електродів, у які вставляють трисекційні завантажувальні лійки з вогнетривкого бетону з мідним водоохолоджуємим змійовиком. Для прийому шихти на лійки встановлюють металеві або бетонні обичайки 3. Крім того, у склепінні є два отвори для установки газовідводів 7, ведучих до газоочистки, і сім отворів вибухових клапанів 4.
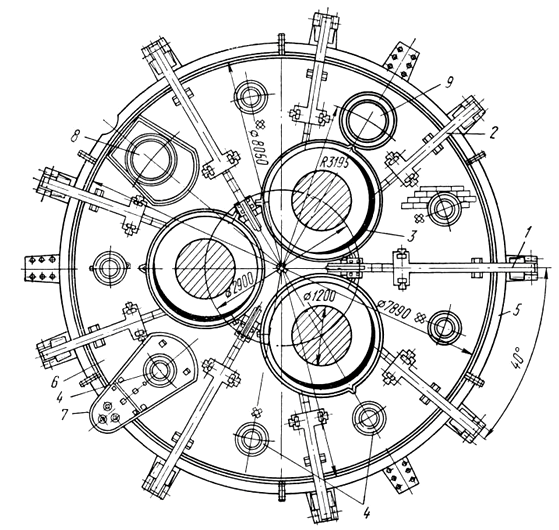
1, 2 - опорні кронштейни; 3 - обичайки; 4 - кришка підривного клапана;
5 - кільце склепіння; 6 - водоохолоджуєма секція склепіння;
7 - корпус газовідводу; 8 - кришка; 9 - кришка відсічна
Рисунок 60 — Секційне водоохолоджуєме склепіння печі РКЗ-16,5
Газовідвід відбору газу приєднується до склепіння за допомогою водоохолоджуємого стакана (див. рис. 61) і має усередині форсунки для змиву пилу.
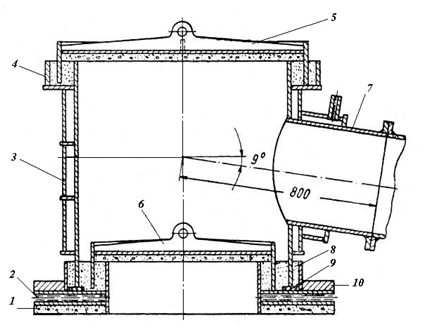
1 - бетонна вогнетривка футеровка водоохолоджуємі секції склепіння;
2 - водоохолоджуєма секція склепіння; 3 - стакан; 4 і 8 - пісковий затвор;
5 - верхня кришка; 6 - нижня кришка; 7 - газохід; 9 - прокладка;
10 - теплоізоляція з легковагого шамоту
Рисунок 61 — Установка стакана газовідводу печі РКЗ-16,5
2.26.4 Секційне водоохолоджуєме склепіння електропечі типу РКЗ-22,5 для виплавки малофосфористого шлаків
Склепіння (див. рис. 62) укриває колошник печі й забезпечує виробництво феросплавів у закритому режимі ведення плавки. Розглянута конструкція склепіння багато в чому подібна конструкції склепіння печі РКЗ-16,5 розглянутої вище.
Склепіння складається з дев'яти плит 1, кожна з яких широким своїм кінцем опирається на верхню полицю кожуха, а й середньої частини підвішується на ізольованих підвісках 3 до цехового перекриття. Всі плити поєднуються центральною плитою й притискаються до полиці кожуха за допомогою гвинтів 7 через електроізолюючі азбоцементні прокладки 8.
У центральній частині склепіння виконані три отвори для проходу електродів, службовці одночасно для завантаження шихти в піч. Над цими отворами передбачені лійки 6, що направляють потік шихти, що надходить із трубозбігів системи завантаження.
По периметрі склепіння уварені патрубки 4, по яких у кожух для футеровки його подається електродна маса. У склепінні передбачені сім запобіжних клапанів 5 обладнаних кришками 10, прикріпленими до склепіння ланцюгами; кришки відкриваються при надлишковому тиску під склепінням. Екрани 9 охороняють обслуговуючий персонал при відкриванні кришок.
Відвід газу з печі виконується через два отвори 2, до яких кріпляться газові стакана й похилі газоходи.
Після зборки склепіння виконують обмазку внутрішньої його поверхні жаротривким бетоном, а потім, після установки на піч, - обмазку зовнішньої поверхні й всіх з'єднань.
Склепіння прохолоджується проточною водою, для чого всі плити виконані порожніми; порожнини плит з'єднані між собою. Через патрубки 11 виконується підведення й відвід води для підживлення охолодження центральної частини склепіння, підданої найбільшому нагріванню.
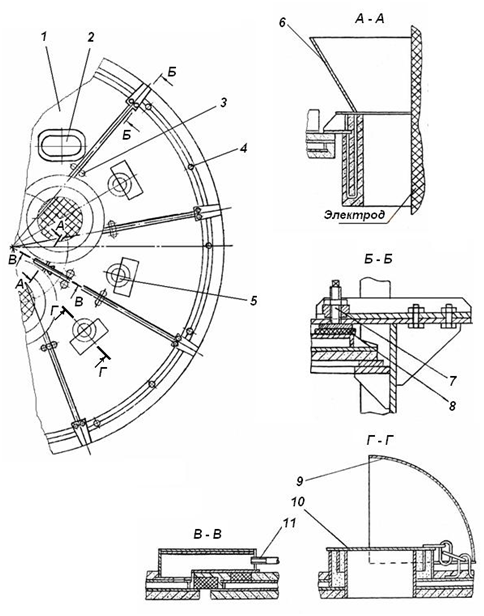
Рисунок 62 — Секційне водоохолоджуєме склепіння електропечі типу РКЗ-22,5
2.26.5 Склепіння герметичної електропечі типу РКГ-75 фірми «Танабе» (Японія)
Склепіння печі потужністю 75 МВ•А фірми «Танабе» (рисунок 63) куполоподібний, водоохолоджуємий, має п'ятнадцять похилих периферійних секцій 1 і двадцять дві горизонтальних секції 2 і 10.
Похилі секції виготовлені з вуглецевої сталі, а горизонтальні - з корозійностійкої немагнітної сталі. Всі секції ізольовані друг від друга прокладками й з'єднані на ізольованих болтах. Зсередини склепіння футерується шаром вогнетривкого бетону товщиною 120 мм. Центральна частина склепіння (горизонтальна секція 10) підвішена на дев'ятьох ізольованих підвісках 7, які опираються на пружинні опори, змонтовані під перекриттям. Нижня частина підвісок виконана з немагнітної сталі, а у верхній частині підвіска має фланцеві з'єднання з ізоляцією.
На склепінні є вісім підривних клапанів 4 і 11, три отвори для відбору газу з-під склепіння, два з яких з'єднані з газоочисткою, а один - з «свічею» брудного газу, використовуваного при наборі потужності після тривалої зупинки або капітального ремонту футеровки й ще несталому газовому й технологічному режимах роботи грубної установки.
У похилих секціях 1 є люки 3 для чищення підсклепіневого простору й люки 6 для огляду й ремонту підсклепіневого простору. Внутрішня частина склепіння футерується термозахисним шаром.
Склепіння опирається на п'ятнадцять ізольованих підставок з регульованими болтами, пов'язаних з пісковим затвором корпуса печі.
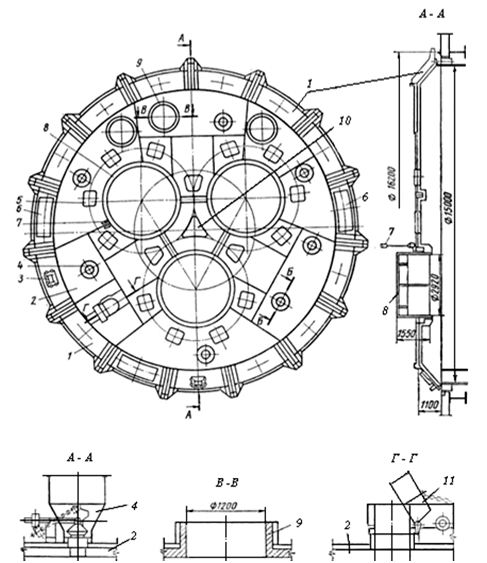
1 - секція похила; 2 - секція горизонтальна; 3 - люк для чищення;
4 - вибухозапобіжний клапан; 5 - завантажувальна труба;
6 - люк для ремонту й огляду; 7 – підвіски склепіння;
8 - мундштук електрода; 9 - газовідсмоктувальна труба;
10 - центральна секція с мундштуком завантажувальної труби;
11 - клапан вибуховий швидкодіючий
Рисунок 63 — Склепіння герметичної печі РКГ-75 фірми «Танабе» (Японія)
Рухливе ущільнення підсклепіневого простору печі в місці проходу електродів виконується, як показано на рисунку 64.
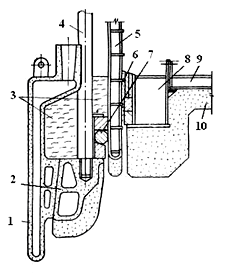
1 - щока контактна; 2 - кільце затискача щік; 3 - набивання азбестова;
4 - тяга механізму притиску контактних щік; 5 - герметизуюче кільце, що водоохолоджується;
6 - ущільнення чепцеве; 8 - кільце склепіння, що водоохолоджується;
9 - секція склепіння; 10 - обмазка
Рисунок 64 — Ущільнення електродотримача герметичної печі РКГ-75
2.26.6 Склепіння герметичної електропечі РПЗ-63І1
Колошник печі вкритий металевим водоохолоджуємим склепінням 6 (див. рис. 11), що складається із секцій, обмазаних знизу шаром жароміцного бетону товщиною 100 мм і залитий зверху бетоном товщиною 40 мм.
Всі секції склепіння по периферії опираються на кожух 2 ванни печі. Від кожуха печі й між собою секції ізольовані азбестовими прокладками й шамотною цеглою. У центральній частині склепіння, між електродами, плити склепіння підвішені до перекриття за допомогою тяг з ізолюючими муфтами.
Секція склепіння 1 (див. рис. 65) являє собою плоску плиту, виготовлену з листової сталі товщиною 10 мм за допомогою зварювання.
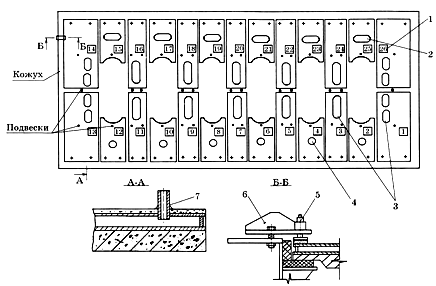
Рисунок 65 — Склепіння печі РПЗ – 63І1
Для запобігання витріщання від тиску верхні й нижні листі секції з'єднані штирями. Периферійні частини секцій притискаються до футеровки електропечі притискними болтами 5, установленими в опорних кронштейнах 6, закріплених на кожусі електропечі. Шихтові матеріали подаються через отвори у склепінні 3. Вода для охолодження секцій склепіння підводить через патрубки 7. На склепінні є шість отворів для відсмоктування газу 2, на які через ізоляцію встановлені газові стакана, шість отворів для підривних клапанів 4 і спеціальні патрубки для термопар і відбору газу.
Навколо кожного електрода на склепінні печі РПЗ-63І1 установлені спеціальні ущільнення 11 (див. рис. 11), які герметично закривають простір між електродом 5, електродотримачем 14 і склепінням 6.
Ущільнення у склепінні сухе чепцеве (див. рис. 43). Щоб уникнути підсмоктувань повітря й вибухів газу під склепінням і в завантажувальних трубах, тиск під склепінням вище, ніж у звичайних закритих печей (49 - 59 Па замість 4,9 - 9,8 Па). У цьому випадку для запобігання просочування газу на площадку шихтових бункерів завантажувальні труби обладнаються спеціальними відсіченнями.
Загальний вигляд надсклепіневого простору феросплавної печі РПЗ - 63І1 наведений на рисунку 66.

Рисунок 66 — Вигляд надсклепіневого простору феросплавної печі РПЗ – 63І1
2.26.7 Система водоохолодження елементів рудовідновлювальних печей
Система водоохолодження призначена для забезпечення надійної роботи встаткування печі, що перебуває у важких температурних умовах, піддано впливу інтенсивних магнітних полів і більших струмових навантажень. Охолодженню підлягають кожух печі, елементи електродотримача, струмопідвіда й склепіння. Здійснюється охолодження проточною водою по замкнутому оборотному циклі, а кожух прохолоджується зрошенням.
2.26.8 Система водоохолодження печі типу РПЗ-16,5
Схема водоохолодження кожуха печі РКЗ-16,5 показана на рисунку 67.
Від розташованих по периметрі кожуха двох водопровідних труб живляться колектори, що постачають мережу коротких 3 і довгих 2 розподільних труб («гусачків»). Короткі труби зрошують безпосередньо поверхня кожуха, а довгі наповнюють козирки 1 водою, що, переливаючись через краї, рівномірно зрошує поверхня кожуха. У нижній частині кожуха вода збирається в ринву 4 і потім приділяється з нього по двох патрубках.
Водоохолодження елементів електродотримача здійснюється магістральним водопроводом від якого живляться три напірних колектори, що постачають водою всі охолоджувані елементи печі. Від колекторів мережа напірних труб розводиться до охолоджуваних елементів.
Відвід води виконується через мережу зливальних труб, що йдуть до трьох зливальних коробок, установленим рядом з напірними колекторами.
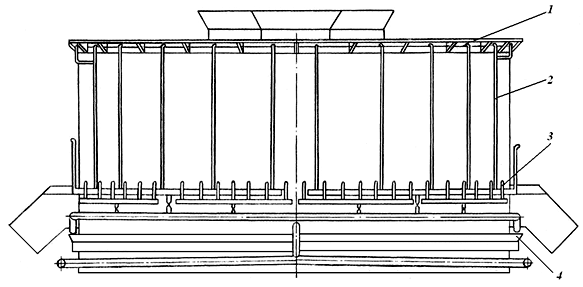
Рисунок 67 — Схема водоохолодження кожуха печі РКЗ-16,5
Підведення (відвід) води до вузлів, що переміщаються, що перебуває під напругою, здійснюється за допомогою гумових шлангів. Для контролю тиску води в напірних колекторах установлені манометри.
2.26.9 Система водоохолодження печі типу РПЗ-63І1
Охолодження печі здійснюється проточною водою по замкнутому оборотному циклі. Водоохолодженню підлягають елементи електродотримача - натискне кільце і його бічні плити, нижня траверса несучого кожуха (мантеля), контактні щоки зі струмоведучими трубами, пакет труб короткої мережі, а також секції склепіння печі.
Система водоохолодження елементів печі (див. рис. 68) включає у свій состав шість напірних колекторів і, відповідно, шість зливальних корит, мережа напірних і зливальних трубопроводів, постачених запорно-регулюючими арматурами. Підведення води до елементів, що переміщаються, і елементам, що перебувають під напругою, здійснюється за допомогою гнучких гумовотканинних рукавів.
Секція склепіння печі обслуговується системою водоохолодження, що складається із двох колекторів і мережі трубопроводів з арматурами. Для контролю тиску води в напірних колекторах передбачена установка манометрів.
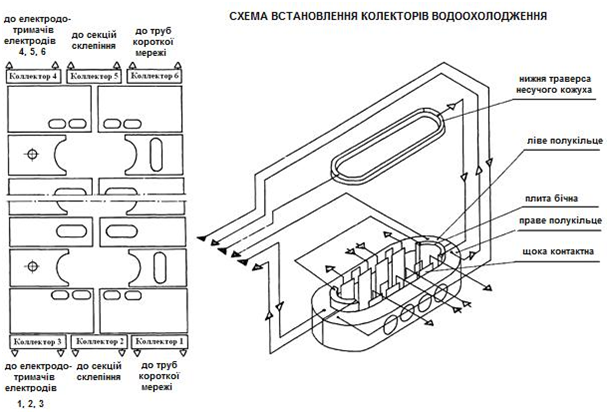
Рисунок 68 — Схема водоохолодження елементів печі РПЗ – 63І1
2.26.9 Системи завантаження шихти рудовідновлювальних печей
Система завантаження шихти призначена для напрямку, рівномірного розподілу й регулювання потоку шихти при завантаженні її безпосередньо в піч.
При безперервному процесі плавки шихту у феросплавні печі подають безупинно або періодично (залежно від особливостей виплавки кожного сплаву) зі спеціальних бункерів (спеціальних кишень), розташованих на деякій висоті над піччю.
Бункери кріпляться до металоконструкцій цеху на ізолюючих прокладках і тензодатчиках і обладнані затворами з ручним або механічним керуванням. Пройшовши через затвори, шихта попадає в трубозбіги, звідки безпосередньо надходить у піч.
У закриту рудовідновлювальну піч шихту подають двома способами:
- по завантажувальних трубах, які через отвори у склепінні герметично з'єднуються з підсклепіневим (пічним) простором;
- по трубозбігах через лійки, розташовані концентрично навколо електродів і далі через радіальний зазор між отвором у склепінні й електродом.
У першому випадку шихта в просторі печі розподіляється осторонь від електрода, під завантажувальною трубою, у другому випадку - конусом навколо електрода (див. рис. 69).
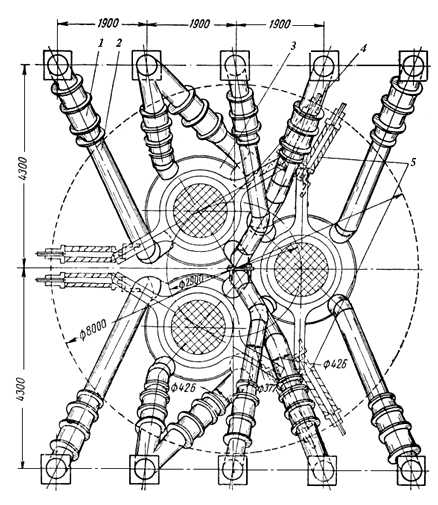
1 - завантажувальна труба; 2 - азбоцементна вставка, що ізолює;
5 - завантажувальна лійка; 4 - електрод
Рисунок 69 — Розташування завантажувальних труб при завантаженні шихти через лійки на закритій печі
Стовп шихти, що заповнює трубу, герметизує простір над колошником і перешкоджає виходу пічних газів. При цьому труби (трубозбіги) діаметром 450 - 530 мм під час роботи повністю заповнені шихтою.
При виробництві феросплавів шихта може бути провідником, оскільки в її составі можуть бути сталева стружка й коксик, тому труби ретельно електроізольовують те металоконструкцій цеху. Пічні бункери також ізольовані разом із трубами.
Завантажувальні труби, особливо кінці завантажувальних труб, - швидкозношувані деталі, оскільки піддаються інтенсивному абразивному зношуванню й тепловим впливам, а кінці завантажувальних труб перебувають у зоні полум'я, що згоряє над лійками газу. Тому їх роблять водоохолоджуємими або відливають із жароміцного матеріалу (чавуну, хромонікелевої сталі). На печах РПЗ-48, наприклад, трубозбіги зафутеровано кам'яним литтям для зменшення абразивного зношування.
Деякою перевагою закритих печей перед герметичними є те, що завантаження шихти в кільцевий зазор навколо електродів забезпечує технологічно вигідне розташування шихти на колошнику, коли здійснюється попередній підігрів її гарячими газами, що виходять з-під склепіння через кільцевий зазор крізь шихту. Зазор між електродом і лійкою повинен бути в 4 рази більше найбільших розмірів шихти. На діючих печах він досягає 450 мм.
Нижня частина лійки виступає з-під склепіння на 150 - 200 мм. Цим досягається збільшення вільного підсклепіневого простору плоских склепінь, що полегшує вихід колошникового газу, забезпечує рівномірний тиск під склепінням і поліпшує умови відбору газу.
Завантажувальні лійки й обичайки через шихтові матеріали здобувають електричний потенціал, близький по величині до потенціалу електродів, тому лійки також повинні бути надійно ізольовані від металевих частин склепіння. Лійки своїми бортиками укладаються на вогнетривку цеглу, а потім обмазуються навколо цементним розчином.
2.26.10 Система завантаження шихти електропечі типу РКЗ-16,5
Система завантаження печі здійснюється за допомогою трубозбігів, що транспортують шихту від горловини пічних бункерів до завантажувальних лійок склепіння. Від бункерів відходять одинадцять трубозбігів 3, які підвішені до цехових перекриттів на електроізольованих підвісках 4 (див. рис. 70).
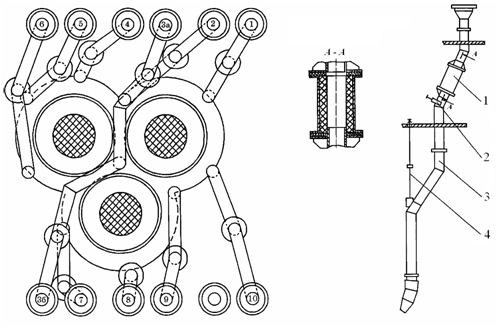
Рисунок 70 — Схема завантаження шихти в печах РКЗ - 22
Дві трубозбіги з'єднуються в одну центральну, котра перед завантажувальними лійками склепіння розходиться на три кінцевих патрубки (по одному на кожну лійку). Таким чином, у кожну лійку шихта завантажується із чотирьох кінцевих патрубків трубозбігів. У трубозбігах є голчасті затвори 2, що складаються з окремих сталевих стрижнів, що утворять ґрати з певним просвітом. Стрижні вставляють у трубозбіги або висувають для регулювання потоку шихти. Над стрижневими затворами трубозбіги мають ізолюючі вставки 1, що попереджають передачу напруги на деталі, що стикаються із трубозбігами. Ці вставки усередині футеруються шлаковим литтям і постачені азбестоцементними прокладками.
2.26.11 Система завантаження шихти електропечі типу РПЗ-63І1
Десять трубозбігів 6 (див. рис. 71) входять у склепіння між електродами й по чотирьох трубозбіги 10 входять у склепіння по двох вузьких сторонах склепіння. У верхній частині кожної трубозбіги передбачена вставка 7 з ізоляційного матеріалу, що перешкоджає передачі електричного струму на бункері й на весь технологічний ланцюжок транспортування шихти. Трубозбіги підвішені до цехових перекриттів на ізольованих підвісках 8.
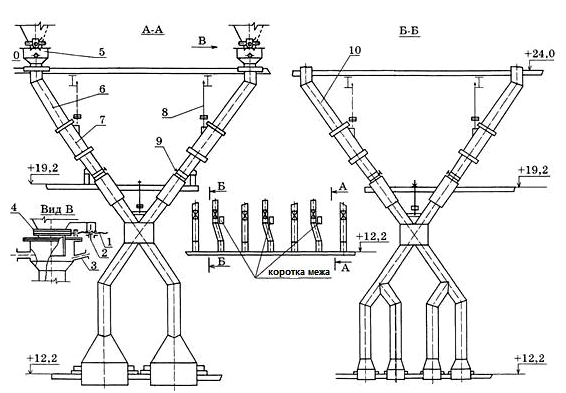
Рисунок 71 — Система завантаження шихти в піч РПЗ – 63І1
Для запобігання просочування газів з печі РПЗ – 63І1, над трубозбігами встановлені бункери 5 відсічення газів. У цих бункерах, за допомогою патрубків 3 циркулює під тиском повітря, а в аварійних ситуаціях повинен підключатися пара, що відтинає пічні гази.
Кількість шихти, що подається в трубозбіги, регулюється шиберними затворами, установленими на відмітці + 25 м між пічними бункерами для відсічення газів.
Шиберний затвор 4 являє собою заслінку, що переміщається вручну за допомогою гвинта 1 і штурвала 2. У трубозбігах передбачені також голчасті затвори 9, що складаються з окремих сталевих стрижнів, що утворять ґрати з певним зазором між стрижнями.
Стрижні затвора уставляються в трубозбіги при ремонтах з метою попередження травмування ремонтників, що працюють у печі.
Загальний вигляд системи завантаження шихти феросплавної печі РПЗ-63І1 наведений на рисунку 72.

Рисунок 72 — Загальний вигляд системи завантаження шихти феросплавної печі РПЗ-63І1
2.26.12 Система завантаження шихти електропечі типу РКГ-75 фірми «Танабе»
Система завантаження шихти (див. рис. 73) складається із шістнадцяти трубозбігів діаметром 485 мм герметично з'єднаних зі склепінням печі.
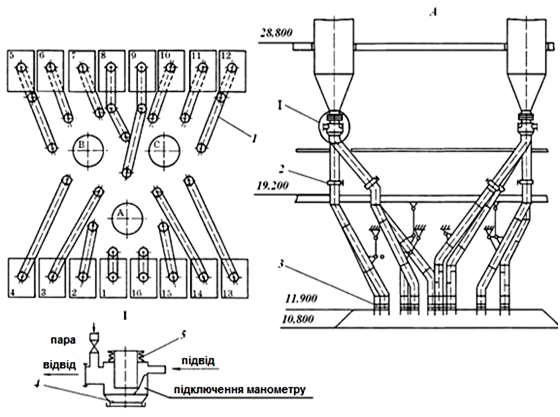
Рисунок 73 — Система завантаження шихти на печах РКГ - 75
Нижня частина трубозбігів виконана з немагнітної сталі й з'єднана з верхньою частиною (виготовленої з вуглецевої сталі) через ізоляційні прокладки. На відмітці +19,2 м всі трубозбіги постачені голчастими затворами 2. Місця найбільшого зношування трубозбігів мають додаткове посилення стінок. У нижній частині кожної трубозбіги передбачена ізолююча вставка 3 висотою 230 мм. Угорі трубозбіги з'єднані із проміжними бункерами 4 відсічення газів, у які убудовані кінці завантажувальних бункерів. Завантажувальні бункери опираються на тензодатчики 5, що вимірюють масу яка завантажується.
2.26.13 Системи завантаження відкритих феросплавних печей
У відкриту піч шихта із пічних кишень також подається по трубах, але вже керованим з метою розміщення шихти в певнім місці ванни. Внаслідок високих температур над відкритим колошником погіршуються умови експлуатації трубозбігів. Тому при виплавці сплавів у відкритих феросплавних печах шихту завантажують невеликими порціями, подаючи їх у необхідні місця ванни. Для цієї мети застосовують завантажувальну машину системи Плюйко (див. рис. 74).
Кидковий пристрій машини змонтована на поворотній платформі 4, розташованої на рамі візка 6.
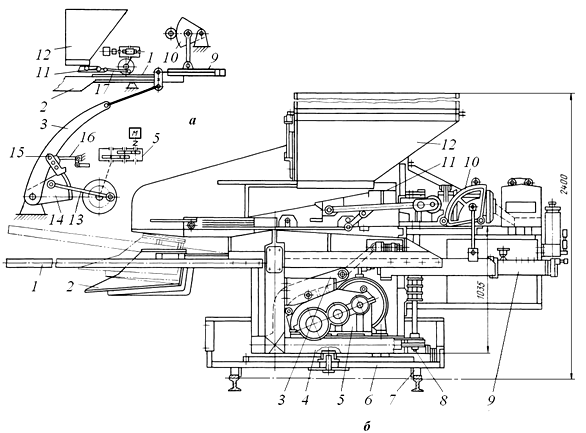
а – кінематична схема; б – загальний вид
Рисунок 74 — Завантажувальна машина системи Плюйко
Візок пересувається по круговому рейковому шляху, покладеному на робочій площадці навколо печі. Одна з колісних пар 7 візка приводиться від двигуна через вертикальний двоступінчастий редуктор. Поворотна платформа опирається за допомогою чотирьох котків на рейки й центрується віссю. Поворот платформи здійснюється обкатуванням приводної шестірні 8 навколо нерухомого зубчастого сектора. Привод установлений на верхній площадці платформи й складається з електродвигуна (N = 2,2 квт, n = 883 про/хв), гальма й черв'ячного редуктора. До складу кидкового механізму 5 входять тришвидкосний електродвигун (N = 7, 9 і 10 кВт, n = 715, 960 і 1430 про/хв), двоступінчастий циліндричний редуктор і кривошипно-коромисловий механізм 13, що приводить у рух хитний сектор 14. Останній розташований між щоками важеля 3, постаченого спеціальною засувкою 1 Засувка включається педаллю керування 16. Важіль, роблячи коливальний рух разом із сектором, за допомогою шарнірно з'єднаної тяги поступально переміщає лопату 2 уперед по напрямної 1. Наприкінці ходу повітря в циліндрі 9 стискується, і лопата відкидається у вихідне положення. При цьому автоматично включається привод завантажувального механізму, і порція матеріалу подається в лопату.
Матеріал завантажується кареточним живильником 11, що приводиться в дію від кривошипно-шатунного механізму 17. Кривошип отримує обертання від електродвигуна (N = 2,2 квт, n = 883 про/хв) через черв'ячний редуктор. Кількість видаваного з бункера 12 матеріалу регулюється шибером. Кут нахилу лопати до горизонталі становить від 0° до 7° і встановлюється зубчастим сектором 10, що перебуває в зачепленні із приводною шестірнею, для стопоріння служить фіксатор.
Управляє машиною машиніст із площадки, розташованої на поворотній платформі.
Продуктивність машини становить 6 т/год., ємність завантажувального бункера 1,4 м3, дальність кидка 1,5 - 4,5 м, середня маса шихти на лопаті 25 кг, число кидків у хвилину при різних швидкостях обертання двигуна - 44, 59, 88.
Існує також спосіб завантаження шихти у відкриті печі за допомогою завалочної машини з електроприводом, що отримує живлення за допомогою кабелю (див. рис. 75).
а – кінематична схема; б – загальний вид
Рисунок 75 — Загальний вигляд завалочної машини для відкритих феросплавних печей
Шихта завантажується в совок машини, що вільно пересувається на робочій площадці печі із пічних кишень. Завантаження шихти на колошник печі виробляються в результаті виштовхування шихти із совка за допомогою рухливої стінки, що пересуває гідравлічним пристроєм.
Навчально-методичний фільм. Виробництво феросплавів
Відео 16 — ВАТ "Нікопольский завод феросплавів"
Література
1. Электрометаллургия стали и ферросплавов / Д.Я. Поволоцкий, В.Е. Рощин, М.А. Рысс и др. : под ред. Д.Я. Поволоцкого. М.: Металлургия, 1984.-568 с.
2. Егоров А.В. Электроплавильные печи черной металлургии. - М.: Металлургия, 1985.-280 с.
3. Электрические промышленные печи. Ч.2. Дуговые печи и установление специального нагрева . А.Д. Свечансий, І.Т. Жердев, А.М. Кручинин и др. ; под ред. А.Д. Свечанского.-М. : Энергия, 1981.-296 с.
4. Крамаров А.Д., Соколов А.Н. Электрометаллургия стали и ферросплавов М. : Металлургия, 1976.-376 с.12.Электротермическое оборудование: Справочник /А.П.Альтгаузен, Н.М. Некрасова, М.В. Гутман и др.; под ред. А.П. Альтгаузена.- М.: Энергия, 1980.-416с.
5. Канцевич Л.С. Расчет и конструирование электрических печей.- М.- Л. : Госэнергоздат, 1969.-440 с.
6. Канцевич Л.С. Теория теплопередачи и тепловые расчеты электрических печей.- М. : Энергия, 1977.-304 с.
7. Окороков Н.В. Электроплавильные печи черной металлургии.-М. Металлургиздат, 1990.-563 с.
8. Кайбичева М.Н. Футерівка электропечей.-М. : Металлургия, 1975. -280 с.
9. Строганов А.И., Рысс М.А. Производство стали и ферросплавов.- М.: Металлургия, 1979.-504 с.