Електросталеплавильні печі та установки спеціальної електрометалургії

1.1 Загальна характеристика електросталеплавильних печей
Електропечі є основним технологічним агрегатом для здійснення процесів електрошлакового, плазмового, електронно-променевого, індукційного і дугового вакуумного переплавів, які дозволяють отримувати сталь високої чистоти з винятково високими механічними й технічними характеристиками.
У цей час випускаються серійні дугові печі ємністю 0,5; 1,5; 3; 6; 12; 25; 50; 100; 150 і 200 тонн і розробляються проекти печей ємністю 300 і 400 тонн.
Розвиток виробництва сталі вимагає одночасного зростання виробництва феросплавів. Кремній, марганець, хром, вольфрам і інші спеціальні добавки, необхідні для легування й розкислення сталі, значно простіше й дешевше отримувати у вигляді сплавів із залізом (феросиліцій, феромарганець, ферохром, феровольфрам), ніж у чистому вигляді. Основним агрегатом для виплавки феросплавів також є електропіч, оскільки тільки в ній можна створити досить високі температури, що забезпечують відновлення окислів, розплавлювання тугоплавких металів і відділення їх від тугоплавких шлаків.
По способу перетворення електричної енергії в теплову електропечі можна розділити на три групи: дугові, індукційні й печі опору.
1.2 Позначення типів електросталеплавильних печей
Для позначення типів печей прийнята така система. Перша буква позначає тип печі, наприклад, Д - дугова, І - індукційна, О - опору, Р - рудовідновлювальна (змішаного нагріву), Е - електронно-променева, Ш - електрошлакова; друга - метал, для виплавки якого призначені печі (крім рудовідновлювальних): А - алюміній і його сплави, Б - бронза, Г - магній, Д – молібден, К – цирконій, Л - латунь, М - мідь і її сплави, Н - ніобій, О - олово, свинець, бабіт, Р – вольфрам, С - сталь і її жароміцні сплави, Т – титан, титанисті шлаки, Х - хантал, Ц - цинк, Ч – чавун. Третя буква визначає основну конструктивну ознаку печі - для дугових сталеплавильних печей: П - поворотне склепіння, В - корпус печі, що викочується; для індукційних печей: К - канальні, Т - тигельні, В - вакуумні; для печей опору: Т - тигельні, К - камерні, Б - барабанні; для вакуумних індукційних печей: В - вакуум; для електронно-променевих: П - плавильна; для електрошлакових - поперечний переріз злитка: Ц - циліндричний, К – квадратний, П – прямокутний. Четверта допоміжна буква додається для позначення міксерів ( М ), агрегатів ( А ), гарнісажних печей ( Г ).
Цифра після літерного позначення вказує масу сталі в тоннах, виплавлювану за одну плавку, а для дугових вакуумних і електрошлакових печей - максимальний діаметр виплавлюваного злитка в дециметрах. Для дугових вакуумних печей через тирі ставиться маса злитка в тоннах.
Для електронно-променевих печей – перша цифра вказує число гармат (випромінювачів електронів), а через тирі може вказуватися потужність гармати у кВт.
Для індукційних вакуумних печей після цифр, що означають ємність, ставлять дві допоміжні букви. Перша характеризує режим роботи електропечі (П - періодичний, Н - напівбезперервний), друга – спосіб розливання металу (І - в виливницю, К – кристалізатор, С – в виливницю зі складуванням злитків, Ф - у форму, Ц - у відцентрову машину).
Для дугових вакуумних печей застосовують допоміжне позначення з букви (Г – глухий кристалізатор, В – кристалізатор з витяжкою злитка) і цифри (маса злитка в тоннах).
У рудовідновлювальних печей друга буква характеризує форму ванни (К - кругла, П - прямокутна), а третя - основна конструктивна ознака, (О - відкрита, 3 - закрита, Г - герметична). Після букв через дефіс пишеться цифра, що показує потужність печі (у мегавольт - амперах).
| Назва печі | Опис |
|---|---|
| ДСП-100 | дугова сталеплавильна піч із поворотним склепінням місткістю 100 т; |
| ІСТ-0,06 | індукційна сталеплавильна тигельна піч місткістю 60 кг; |
| ІЧТ-6 | індукційна чавуноплавильна тигельна піч місткістю 6,0 т; |
| ДСВ-11, 2-Г37 | дугова сталеплавильна вакуумна піч із діаметром кристалізатора 1120 мм і масою одержуваного злитка 37 т (буква Г позначає використання глухого кристалізатора без витяжки злитка); |
| РПЗ-63 | рудовідновлювальна піч прямокутної форми, закрита, із трансформатором потужністю 63 мВА; |
| ЕПП-1А-250 | електронно-променева піч, що має одну аксіальну гармату, потужністю 250 кВт. |
1.3 Сутність процесу плавки в дугових печах
Сутність процесу плавки в дугових печах полягає в тім, що якщо звести до зіткнення два вугільних електроди, з'єднаних із джерелом електроживлення, а потім розвести їх на деяку відстань, то між ними виникає безперервний розряд - електрична дуга.
Цей процес супроводжується виділенням великої кількості тепла й сліпучим яскравим світлом.
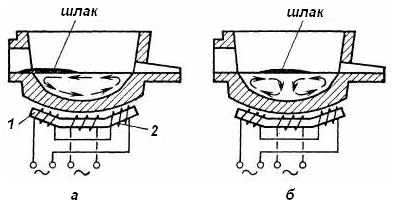
Залежно від способу передачі тепла від дуги до металу печі бувають непрямого, прямого, змішаного й плазмового нагріву (див. рис. 1).
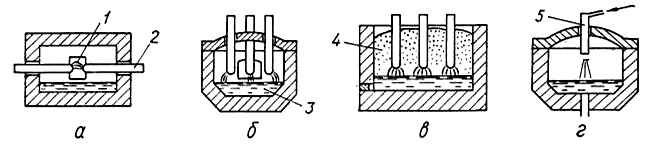
а – непрямого нагріву; б – прямого нагріву; в – змішаного нагріву; г – плазмового нагріву
Рис. 1 — Схеми дугових електропечей
При непрямому нагріві (див. рис. 1, а) електричні дуги 1 горять між електродами 2 на деякій відстані від металу, а при прямому (див. рис. 1, б) - між електродами 5 й нагріваємим металом, що є однією з ділянок електричного ланцюга. Для виробництва сталі в промислових умовах використовують переважно печі прямого нагріву.
У печах змішаного нагріву (див. рис. 1, в) дуги горять під шаром твердої шихти 4, що оточує електроди. Шихта нагрівається теплом, що виділяється в дузі й безпосередньо в самій шихті при проходженні через неї електричного струму. Застосовуються такі печі головним чином для виробництва феросплавів і чавуну.
В установках плазмового нагріву (див. рис. 1, г) тепло переноситься іонізованим потоком газу (аргон), який подається під тиском у плазмотрон 5. У цьому випадку можливість нагріву металу до 20000°С. Плазмені печі використовують для виплавки спеціальних сталей, сплавів і чистих металів.
Основні параметри електросталеплавильних печей:
| параметри | одиниці виміру | ДСП-12 | ДСП-25 | ДСП-50 | ДСП-100 | ДСП-200 |
|---|---|---|---|---|---|---|
| 1. Номінальна потужність пічного трансформатора | мВ•А | 8,0 | 12,5 | 20,0 | 32,0 | 50,0 |
| 2. Діаметр ванни на рівні порога | м | 3,4 | 4,0 | 5,1 | 5,16 | 6,96 |
| 3. Глибина ванни від рівня порога | м | 0,55 | 0,775 | 0,955 | 1,08 | 1,48 |
| 4. Діаметр електрода | м | 0,35 | 0,40 | 0,50 | 0,55 | 0,61 |
| 5. Хід електрода | м | 2,2 | 2,6 | 3,5 | 3,6 | |
| 6. Питома витрата електроенергії на розплавлювання 1 т шихти | кВт•год | 470 | 460 | 440 | 415 | 400 |
Дугові печі по способу відкривання печі для завантаження ділять на три типи (дивись рис. 2).
Печі, у яких при завантаженні шихти, склепіння підвішене до моста (порталу), піднімається й з-під нього викочується корпус печі, відносять до печей з корпусом, що викочується (див. рис. 2, а).
Печі, у яких склепіння піднімається над піччю й разом з мостом (порталом) від'їжджає убік завантажувального вікна або зливного отвору, відносять до печей з від'їжджаючим порталом (див. рис. 2, б).
Печі, у яких склепіння піднімається над піччю, а опорна колона зі склепінням і стояками повертається навколо осі на 60о- 90о (і відкриває робочий простір печі, відносять до печей зі склепінням, що відвертається (див. рис. 2, в).
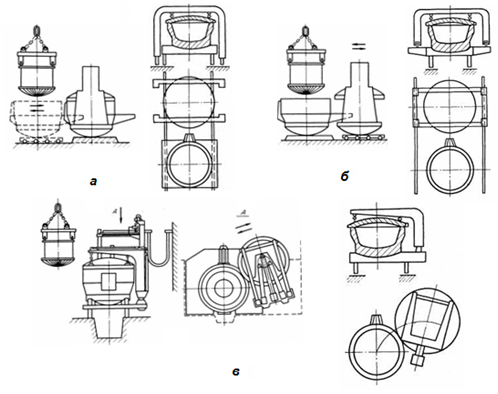
Рис. 2 — Схеми завантаження дугових печей зверху.
1.4 Дугові печі з електромеханічними приводами механізмів
Дугова електрична піч (див. рис. 3, відео 1) складається з таких основних вузлів: корпуса 5, робочого вікна 4, знімного купольного склепіння 6, опорного елемента печі (колиски) 2, напівпорталу 10, електродотримачів 7 з електродами 8, а також ряду механізмів - затиску електродів 9, переміщення електродотримачів 11, підйому склепіння 12, повороту напівпорталу 14, повороту корпуса 3, нахилу печі 1 і 13.
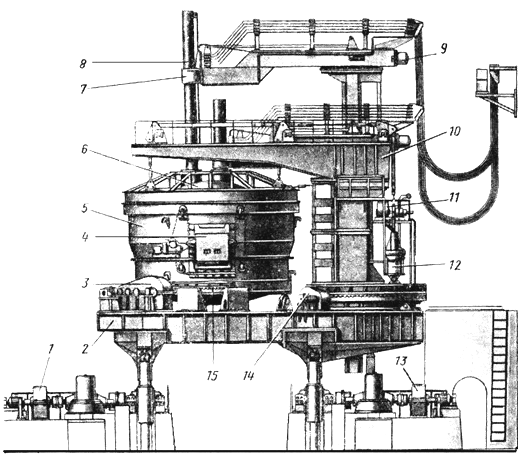
Рис. 3 — Дугова піч із електромеханічними приводами механізмів
Відео 1 — Устрій дугової сталеплавильної печі
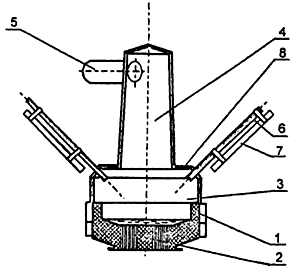
Корпус (див. рис. 4) призначений для утворення робочого простору печі. Він складається із днища 1 і кожуха 3.
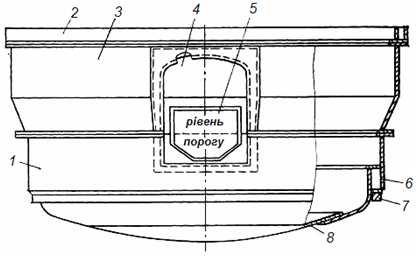
Рис. 4 — Корпус печі
Днище - це частина корпуса печі, розташоване нижче порога робочого вікна. Воно служить основою для футерівки, що утворить ванну для рідкого металу й шлаків. Нижня частина 8 днища виконана сферичною.
До днища приварене коробчасте кільце жорсткості 6, до якого кріплять кільцеву рейку 7 і зубчасті сегменти механізму повороту корпуса печі.
Кожух - це частина корпуса, розташований вище порога робочого вікна. За формою кожух виконаний циліндроконічним. Кожух з'єднаний із днищем за допомогою пальців із клинами, що дозволяє від'єднувати й знімати його під час ремонту футерівки. До верхньої частини кожуха кріпиться кільце 2 піскового затвору. У корпусі зроблені два вирізи для робочого вікна 4 і зливного отвору 5, які для посилення корпуса обрамлені литими рамами. До рами корпуса біля зливного отвору під кутом 12° до горизонталі закріплений зливний носок, що представляє собою футерований відкритий жолоб. Довжина зливного носка залежить від розташування печі в пічному прольоті цеху й може становити від 1 до 3 м.
Робочий простір печі визначається конфігурацією кожуха, який в існуючих електропечей має різну форму. Більш широко використовуються печі з похилими (див. рис. 5), циліндроконічними й циліндричними стінками; рідше зустрічаються печі зі стінками діжкоподібної форми. При цьому у всіх випадках форма склепіння й ванни, що вміщає метал і шлаки, однакова. Ванна, утворена футерівкою подини, має сфероконічну форму; нижня її частина сферична, а укоси 2, нахилені під кутом 45° до горизонталі. Такий нахил необхідний, щоб магнезитовий порошок при заправленні не зсипався з укосів униз (кут природного укосу магнезиту близький до 45°).
Сферична форма днища кожуха забезпечує мінімальні тепловтрати й витрату вогнетривів на кладку подини.
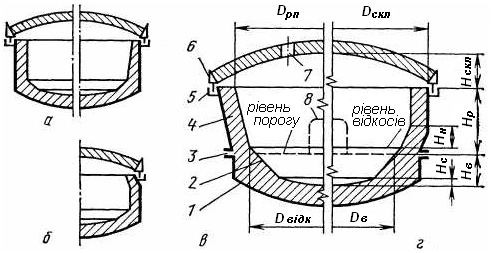
а - кожух із циліндричними стінками; б – з діжкоподібними;
в - з похилими; м - із циліндроконічними;
1 - кожух; 2 - укоси; 3 - рознімання кожуха; 4 - футерівка; 5 - кільцевий жолоб;
6 - кільце склепіння; 7 - отвір у склепінні для електрода; 8 - робоче вікно
Рис. 5 — Форма кожуха й робочого простору електропечей
Питання про вибір раціональної форми стінок електропечей дотепер залишається дискусійним. Перевагами печей із циліндричними стінками є: менші габарити, поверхня, що віддає тепло, й маса печі, менша довжина короткої мережі, що сприяють підвищенню електричного к.к.д. установки.
Основна перевага печей із циліндроконічними й похилими стінками – підвищення стійкості футерівки внаслідок їхнього віддалення від високотемпературних електричних дуг. При цьому циліндроконічні стінки більш кращі, тому що в печах з похилими стінками надмірно зростає діаметр склепіння.
Через це більша частина електропечей, що споруджувалися в останні роки на вітчизняних заводах, мають робочий простір із циліндроконічними стінками.
Футерівка дугової печі піддається впливу випромінювання електричних дуг, ударам шматків шихти при завантаженні, впливу шлаків і металу, що роз'їдає, й термічних напруг, що виникають при різких коливаннях температур під час завалки. Футерівка склепіння зазнає додаткових навантажень, які викликані розпірними зусиллями аркового склепіння. Тому застосовувані вогнетриви повинні мати високі вогнетривкість, термостійкість, міцність й шлакостійкість.
Подина основної печі (див. рис. 6) складається з ізоляційного й робочого шарів.
Ізоляційний шар кожуха включає листовий азбест, що укладається на металеве днище, шар шамотного порошку й шар кладки із шамотної цегли для вирівнювання.
Товщина ізоляційного шару складає 70—190 мм.
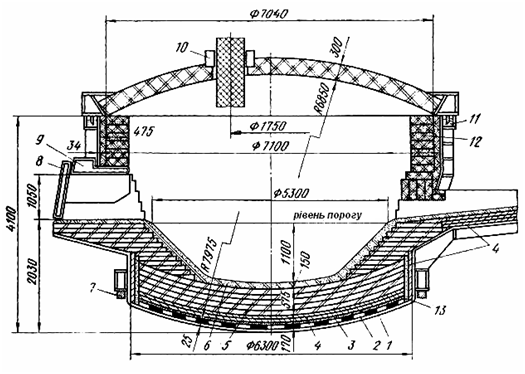
1 - металевий кожух; 2 - листовий азбест; 3 - шар шамотного порошку;
4 - шамотна цегла; 5 - магнезитова цегла; 6 - магнезитовий порошок;
7 - кільцева рейка; 8 - заслінка; 9 - рама робочого вікна; 10 - ущільнююче кільце;
11 - пісковий затвор; 12 - магнезитохромітова цегла; 13 - мелений азбест.
Рис. 6 — Розріз робочого простору ДСП - 100
Робочий шар включає кладку з декількох рядів магнезитової цегли товщиною від 230мм на малих печах до 575 мм на більші й верхній набивний шар з магнезитового порошку товщиною 100 -190 мм, що після спікання являє собою монолітну масу.
Стійкість подини складає 2000—8000 плавок і зазвичай не обмежує роботу печі. Робочий набивний шар зношується, тому його обновляють після кожної плавки, заправляючи магнезитовим порошком.
Загальна товщина подини на печах малої й середньої ємності приблизно дорівнює глибині ванни НВ (див. рис. 5), а на великовантажних знижується до 0,7НВ; на печах з електромагнітним перемішуванням товщина подини не повинна перевищувати 800 - 900 мм.
Футерівку стін на вітчизняних заводах виконують без шару теплоізоляційної кладки тільки з основної цегли (магнезитохромітової, хромомагнезитової, магнезитової), яка укладають на футерівку укосів.
Щоб шлак не розмивав цегельні стінки, стик стінок з укосами (рівень укосів) роблять на 75—150 мм вище рівня порога робочого вікна (або дзеркала ванни).
У печах із циліндроконічним кожухом кут нахилу футерівки низу стін 15—30°. Товщина стінок у нижній частині складає 300 - 575 мм, і зростає з збільшенням ємності печі. Стійкість футерівки стін на печах ємністю більше 15 т змінюється в межах 75 - 350 плавок.
Місця найбільшого спрацювання ремонтують шляхом торкретування, наносячи на футерівку вогнетривку масу на основі Mg. Ще більше збільшення стійкості стін досягнуто в результаті застосування елементів (панелей), що водоохолоджуються.
Панелі, що водоохолоджуються, зазвичай застосовують двох типів: плоскі порожнисті й трубчасті у вигляді змійовика (див. рис. 7); їх встановлюють замість футерівки стін печі трохи вище укосів, заміняючи всю футерівку або її частину.

Рис. 7 — Система водяного охолодження стін ДСП
На поверхні панелей, звернених усередину печі, є шипи або ребра. Вони втримують вогнетривку масу, що наноситься, на панель, а в процесі служби забезпечують утворення шару шлакового гарнісажу. Стійкість панелей складає 7000 плавок. Застосування панелей дозволяє підвищити продуктивність печі за рахунок зниження простоїв на перефутерівку стін і значно знизити витрата вогнетривів, хоча при цьому зростають тепловтрати й необхідна додаткова витрата води.
Робоче вікно (див. рис. 8) складається з водоохолоджуємої арки 6, рами 3, заслінки 7, порога 9, гребінки 8. Арка обрамляє виріз у кожусі під робоче вікно, утримує й охолоджує футерівку верхньої й бічної частин вікна в районі вирізу й охороняє футерівку від пошкоджень при введенні мульди в робоче вікно.
Заслінка прикриває робоче вікно для зменшення втрат тепла й виходу газів з печі. Для запобігання від прогару заслінка виконана водоохолоджуємою і із закругленою верхньою частиною, щоб не утворювалися парові «мішки».
Відвід води здійснюється у верхній частині заслінки. Рівномірне охолодження заслінки забезпечується встановленням усередині заслінки направляючих перегородок. У нижній частині заслінки передбачений отвір, що закривається заслінкою 5. Через нього відбирають проби металу й шлаків, вимірюють температуру металу й виконують інші операції.
Для забезпечення щільного закриття вікна печі заслінка розміщена в направляючих, площина яких нахилена до вертикалі на 8°. При цьому заслінка під дією власної ваги притискається до направляючих рами.
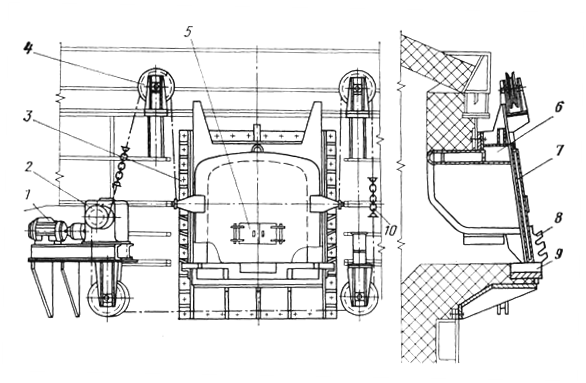
Рис. 8 — Робоче вікно печі
Заслінка підвішена на кронштейнах до двох ланцюгів механізму, що складається з електродвигуна 1, черв'ячного редуктора з барабаном 2, ланцюгів 10 і направляючих блоків 4. При намотуванні ланцюгів на барабан відбувається підйом заслінки, а опускання її здійснюється під дією власної ваги. Поріг виконаний литим у вигляді плити й кріпиться до рами за допомогою клинів. У процесі плавки на плиту порога насипається з вогнетривкого порошку хибний поріг, через який скачують шлаки з печі. У середній частині хибного порога зазвичай виконують жолобок для сходу шлаків, тому плиту порога також роблять із западиною в середній частині.
Гребінка служить для установки поперечини при скачуванні шлаків і перемішуванні металу, вона кріпиться шарнірно до рами й при необхідності приділяється убік.
Сталевипускний отвір розташований проти робочого вікна вище рівня металу й шлаків; його нижня крайка перебуває на рівні порога робочого вікна. Отвір може бути круглого перетину діаметром 120-150 мм або квадратного перетину зі стороною 150-250 мм.
Жолоб, що примикає до отвору, футерують шамотною цеглою.
Склепіння служить для закриття печі зверху й утворення замкнутого робочого простору (див. рис. 9). Він складається зі кільця склепіння 1 і футерівки 2, що викладається по сфері. У футерівці виконані отвори 3 для проходу електродів. Кільце склепіння сприймає розпірне зусилля від футерівки й через нього склепіння опирається на кожух печі. Щоб кільце склепіння не коробилося від нагріву, його виконують порожнім, усередині нього циркулює охолоджуюча вода. Для точної установки склепіння на кожух і запобігання сповзання його при нахилі печі, до кільця склепіння приварюють фіксатори 4.
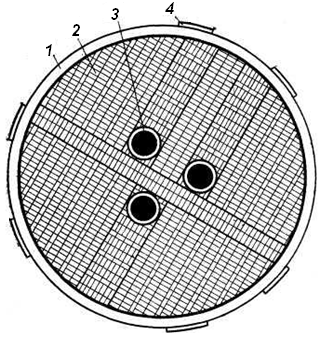
Рис. 9 — Склепіння печі
Склепіння і кожух печі з'єднані між собою пісковим затвором, що служить для ущільнення печі й запобігання витоку газів між кожухом і кільцем склепіння.
Типи піскових затворів показані на рисунку 10.
Елементами піскового затвора є відкрите зверху коробчасте кільце 3, закріплене на кожусі печі й кільцевий ніж 2, приварений знизу до кільця склепіння 1. Коробчасте кільце заповнюється дрібним піском. При опусканні склепіння ніж входить у пісок і тим самим ущільнює робочий простір печі.
Футерівка склепіння викладається з фасонної хромомагнезитової цегли на спеціальному шаблоні, що має форму внутрішнього обрису склепіння. Отвори для проходу електродів розташовані по вершинах вписаного в окружність рівностороннього трикутника.
Товщина склепіння складає 230 ÷ 460 мм, зростаючи при збільшенні ємності печі. Склепіння набирають із прямої й клинової цегли на опуклому шаблоні. При наборі склепіння в кладці залишають три отвори для проходження електродів і отвір для відводу пічних газів. Стійкість склепіння малих печей (5 ÷ 12 т) складає 125 ÷ 225 плавок; при збільшенні ємності печі стійкість склепіння знижується, становлячи 50 ÷ 100 плавок на 60 ÷ 100 т печах.
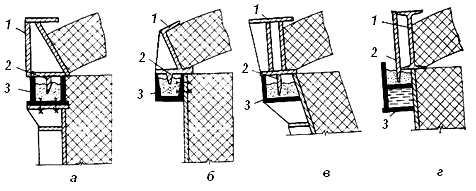
Рис. 10 — Типи піскових затворів
Діаметр окружності, що проходить через центр електродів, називається діаметром розпаду електродів.
Отвори для проходу електродів більші діаметра електродів на 40—50 мм. Це робиться для запобігання поломки електродів при можливих теплових і силових деформаціях склепіння. Щоб нагріті гази не вибивалися з робочого простору печі в зазори між електродами й склепінням, а також для зниження нагріву електродотримачів і розпалу футерівки навколо отворів, для зменшення температури й інтенсивності окислювання виступаючої над склепінням частини електродів на отвори склепіння встановлені ущільнювачі.
По конструктивному виконанню застосовувані ущільнювачі розділяють на такі види (див. рис. 11): керамічні, економайзери, газодинамічні.
Керамічні ущільнювачі виконані із цирконієвих або корундових вогнетривів у вигляді накладних кілець (див. рис. 11, а) або кілець, забитих у склепіння (див. рис. 11,6).
Економайзери являють собою порожні водоохолоджуємі кільця, які встановлюють поверх склепіння (див. рис. 11, в) або заглиблюють у футерівку склепіння (див. рис. 11, г). Для додаткового ущільнення більшість економайзерів оснащена комірами, заповненими шлаковатою. Ущільнюючі кільця й трубки, що підводять до них воду, ізолюють від каркаса склепіння й одну від іншої щоб уникнути короткого замикання.
У газодинамічних ущільнювачах (див. рис. 11, д) на керамічне кільце, покладене на спеціальній майданчику поверх склепіння, встановлюють пневматичний затвор, що представляє собою короб Г-подібного перетину.
Тангенціально до зовнішньої стінки короба під тиском підводиться повітря за допомогою ежектора або вентилятора. При подачі повітря навколо електродів створюється циркуляція потоку повітря, що захоплює із собою поступаючий з печі газ. При цьому гідравлічний опір зазору потоку газу зростає, що припиняє вибивання газу з печі. Подібні затвори дозволяють ущільнювати піч інертним газом.
Економайзери великих печей мають більшу масу, тому, щоб розвантажити склепіння, їх часто підвішують до кілець склепіння або спеціальних балок порталу.
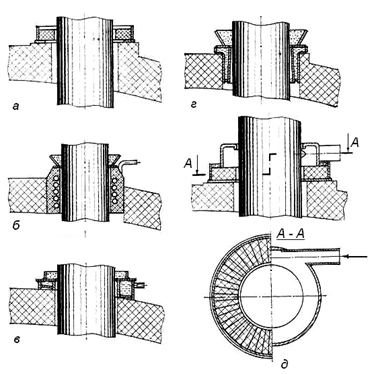
Рис. 11 — Види ущільнювачів електродних отворів склепіння
1.5 Водоохолоджуємі склепіння
У зв'язку з малою стійкістю склепінь з вогнетривкої цегли в останні роки все більше використовуються водоохолоджуємі склепіння (див. рис. 12)

Рис. 12 — Водоохолоджуєме склепіння ДСП (загальний вигляд)
На малих печах склепіння зазвичай являє собою зварений зі сталевого листа порожній плоский диск із трьома отворами для електродів. По внутрішній порожнині циркулює охолоджувальна вода, на нижній поверхні закріплені сталеві шипи або решітка для втримання наносимої на цю поверхню вогнетривкої маси й, що утвориться в процесі служби шлакового гарнісажу.
На великовантажних печах водоохолоджуємі склепіння виконують комбінованими - периферійну частину (близько 80 % поверхні склепіння) роблять водоохолоджуємою, а центральну частину, щоб уникнути можливого короткого замикання між електродами й корпусом через склепіння, виконують із вогнетривкої цегли. У кладці передбачають три отвори для електродів, а в металевій периферійній частині - отвір для відводу пічних газів. Застосовують два різновиди конструкції периферійної частини склепіння: у вигляді плоского звареного коробчастого кільця, по внутрішній порожнині якого циркулює охолоджувальна вода, або ж у вигляді плоского кільця, складеного із секцій, кожна з яких виконана з водоохолоджуємих труб.
Стійкість подібних склепінь досягає 3000 і більше плавок. При роботі печі з водоохолоджуємими склепінням збільшується витрата електроенергії (на 4 - 10 %) і необхідний додаткова витрата охолоджувальної води. Однак це окупається за рахунок зменшення витрати вогнетривкого цегли на футерівку склепіння й простоїв печі, а також зменшення витрат ручної праці на кладку склепіння.
1.6 Футерівка кислих печей
Футерівку кислих печей (склепіння, стінки, кладка робочого шару подини) роблять із динасової цегли. Набивний шар подини виготовляють із кварцевого піску й вогнетривкої глини, узятих у співвідношенні 9:1.
Стійкість футерівки кислих печей вища, ніж основних. Це пояснюється тим, що тривалість плавки в кислій печі менша, ніж в основній; крім того, ємність кислих печей невелика (3—10 т).
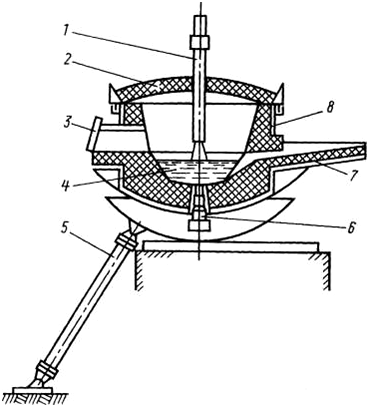
1.7 Люлька. Портал
Люлька - опорний елемент печі (див. рис. 13), служить для установлення напівпорталу, опорних вузлів корпуса й механізму його обертання.
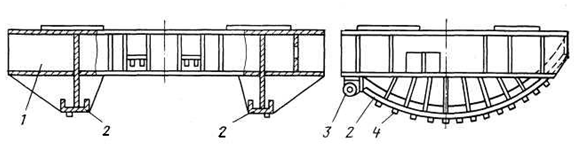
Рис. 13 — Люлька
Люлька складається з рами 1 і двох сегментів 2, виконаних по радіусу й жорстко з'єднаних з рамою. Люлька своїми сегментами спирається на балки, закріплені на фундаменті, і при нахилі печі перекочується по них.
Нижні опорні листи сегментів мають рівномірно розташовані шипи 4, які входять в отвори, наявні на балках. Шипи запобігають зсуву люльки щодо балки при нахилі печі. До сегментів кріпляться кронштейни 3, які призначені для кріплення рейок механізму нахилу печі.
Портал 10 (див. рис. 3) служить для підвіски склепіння 6. Він складається із двох консолей, прикріплених до стояка. Консолі являють собою балки коробчастого перетину, з'єднані майданчиком для обслуговування електродів. Склепіння підвішують до консолей. Для цього на консолях передбачені кронштейни із закріпленими в них обвідними й опорними блоками для ланцюгів і тяг механізму підйому склепіння.
1.8 Механізм підйому склепіння
Механізм підйому склепіння забезпечує його піднімання на 250-300 мм перед одворотом при завантаженні шихти. Підйом склепіння здійснюють перед поворотом порталу зі склепінням для завантаження печі зверху й перед поворотом корпуса (у період розплавлювання) для виводу ножа кільця склепіння з піскового затвора.
На рисунку 14 наведені кінематичні схеми механізмів підйому склепіння.
До складу механізму (див. рис. 14, а) входять два привіди, кожний з яких складається з електродвигуна 5, спеціального черв'ячного редуктора 4 з тяговим гвинтом 3, що поступально переміщається в гайці, вмонтованої в маточину черв'ячного колеса. Для запобігання перекосу склепіння обидва редуктори з'єднані між собою трансмісійним валом 2. Така конструкція дозволяє працювати одним приводом у випадку виходу з ладу другого. Гвинти редукторів з'єднані зі склепінням у чотирьох точках двома системами тяг 6 і ланцюгових підвісок 1.
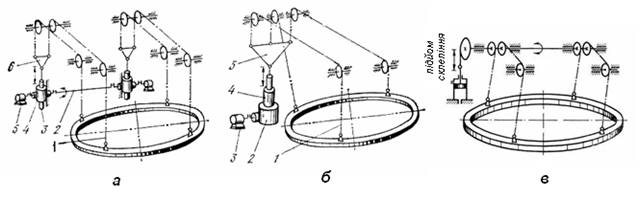
Рис. 14 — Кінематичні схеми механізмів підйому склепіння
До складу механізму (див. рис. 14, б) входить один привід, що складається з електродвигуна 3, черв'ячного редуктора 2 з тяговим гвинтом 4 і одна система тяг 5, з'єднаних зі склепінням ланцюгами 1 у трьох точках.
Крім розглянутих вище механізмів підйому склепіння, можуть також застосуються механізми з гідравлічним приводом переміщення ланцюгів (див. рис. 14, в).
1.9 Механізми для затиску й переміщення електродів
Кожний із трьох електродів має свій незалежний механізм затиску й переміщення (див. рис. 15).
Механізм складається з електродотримача й пристроїв, що забезпечують переміщення його з електродом у вертикальному напрямку. Застосовуються механізми переміщення електродів двох типів: з кареткою й з телескопічним стояком.
У першому (див. рис. 15, а, б) електродотримач рукавом 7 кріпиться до каретки 5, що на направляючих роликах переміщається по нерухомому вертикальному стояку. У другому (див. рис. 15, в) рукав 7 електродотримача закріплений на рухливому стояку, що переміщується усередині порожнистого вертикального нерухомого стояка.
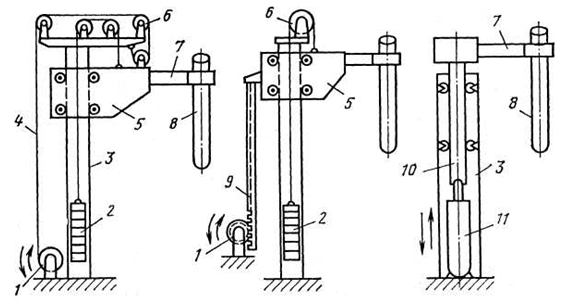
а, б - з кареткою; в - телескопічним стояком
1 - привід; 2 - противага; 3 - нерухомий стояк; 4 - канат;
5 - каретка; 6 - блок; 7 - рукав електродотримача; 8 - електрод;
9 - рейка; 10 - рухливий стояк; 11 - гідроциліндр.
Рис. 15 — Механізми затиску й переміщення електродів
Рухливу частину механізмів оснащують противагою, що дозволяє зменшити потужність приводу.
Привід, що переміщає електрод зі швидкістю 0,6 - 3 м/хв., може бути гідравлічним (див. рис. 15, в) або електромеханічним з передачею руху від електродвигуна за допомогою системи тросів і блоків (див. рис. 15, а) або зубчастої рейки (див. рис. 15,б).
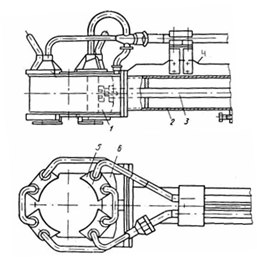
Електродотримач (див. рис. 16) служить для затиску й утримання електрода в заданому положенні й для підведення до нього струму.
Він складається з рукава й закріплених на ньому голівки, затискного механізму й струмопідводу. Найбільше застосування отримали електродотримачі із пружинно-пневматичним механізмом затиску електрода.
Конструктивне виконання електродотримачів відрізняється різноманіттям, але залежно від способу затиску електрода в головці їх можна звести до двох різновидів.
В одному різновиді (див. рис. 16, а) головка виконана у вигляді кільця або півкільця й рухливої натискної колодки. Електрод у робочому положенні затиснутий у кільці колодкою за рахунок зусилля пружини. Якщо потрібно звільнити електрод, то в пневмоциліндр подають повітря, поршень і важільний механізм стискає пружину, переміщає колодку вправо, звільняючи електрод.
У другому різновиді (див. рис. 16, б) головка складається з нерухомої колодки й хомута, що охоплює електрод.
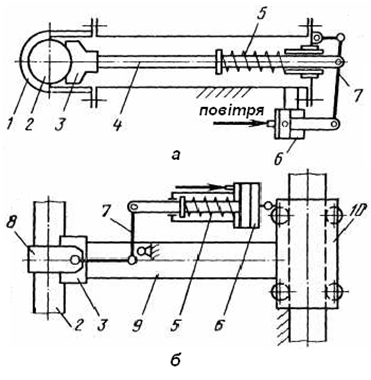
а – з рухливою натискною колодкою й нерухомим хомутом;
б – з нерухомою натискною колодкою й рухливим хомутом;
1 - півкільце; 2 - електрод; 3 - колодка; 4 - шток;
5 - пружина; 6 - пневмоциліндр; 7 - система важелів;
8 - хомут; 9 - рукав електродотримача; 10 – каретка
Рис. 16 — Схеми електродотримачів
Електрод притиснутий до струмоведучої колодки за допомогою хомута за рахунок зусилля пружини, переданої важільною системою 7.
При подачі повітря в пневмоциліндр, хомут зміщається вліво, звільняючи електрод.
Голівка електроізольована від рукава; на середніх і великих печах елементи голівки охолоджують водою. Струм до голівки подається за допомогою шин або труб, закріплених на ізоляторах зверху рукава.
Рукав, виготовлений у вигляді товстостінної труби або зварений з коробчастої балки, з'єднує головку з кареткою (див. рис. 15, а, б) або з рухливим телескопічним стояком (див. рис. 15, в).
1.10 Механізм повороту порталу
Механізм повороту порталу служить для повороту підвішеного до нього склепіння й відкриття робочого простору печі для завантаження. Портал із установленими на ньому механізмами підйому склепіння, електродотримачами й механізмами переміщення електродотримачів встановлений на поворотну плиту 1 (див. рис. 17).
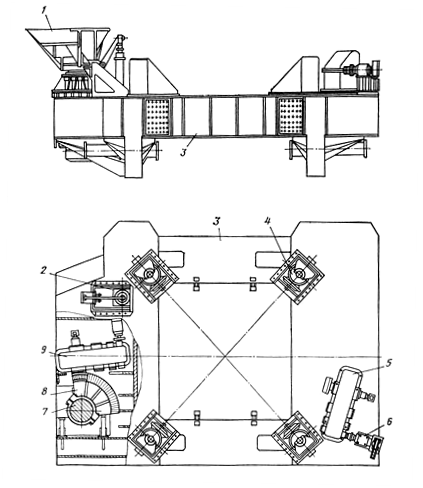
Рис. 17 — Люлька з механізмами повороту порталу й повороту корпуса
Поворот плити здійснюється за допомогою вертикального вала 7, закріпленого на люльці в опорах, що мають упорні й опорні підшипники. На валу закріплений зубчастий сектор 8, що перебуває в зачепленні із шестірнею, насадженої на вихідний вал редуктора 9.
Для запобігання мимовільного повороту порталу зі склепінням під час нахилу печі напівпортал фіксується спеціальним стопором 2.
Механізм повороту напівпорталу обладнаний електричним блокуванням з механізмами підйому склепіння й переміщення електродів, що забезпечує поворот порталу тільки при піднятому склепінні й коли всі електроди перебувають у крайньому верхньому положенні.
1.11 Механізм повороту корпуса
Механізм повороту корпуса печі навколо вертикальної осі служить для прискорення розплавлювання шихтових матеріалів і запобігання пошкодження подини внаслідок пропалювання його електричними дугами. Зазвичай під час розплавлювання здійснюють три повороти корпуса.
Перед вмиканням піч повертають від нормального положення на 40°.
Після проплавлення частини шихти піч відключають, піднімають склепіння і електроди, і повертають корпус у протилежному напрямку на 80°. Потім електроди опускають, і піч знову вмикають. Після проплавлення в шихті ще трьох колодязів корпус печі повертають на 40° таким чином, що робоче вікно виявляється в нормальному положенні. Це дозволяє пропалювати не три, а дев'ять колодязів, у результаті чого швидкість плавлення на обертових печах вища, ніж на печах зі стаціонарним корпусом. Застосовують механізм обертання корпуса на печах середньої й великої місткості.
Механізм повороту (див. рис. 17) корпуса встановлюється на люльці 3 і складається з електродвигуна 6 і циліндричного редуктора 5. На вихідному валу редуктора напресована шестірня, що зчіплюється із закріпленим на днище корпуса печі зубчастим сегментом 15 (див. рис. 3), за допомогою якого здійснюється поворот корпуса. Корпус спирається на чотири ролики, встановлені в тумбах 4 (див. рис. 17). На тумбах, крім опорних роликів, встановлені також упорні ролики, які призначені для втримання корпуса від поперечного зсуву при обертанні й нахилі печі.
Механізми повороту корпуса, подачі електродів і підйому склепіння блоковані так, що поворот корпуса можливий тільки при верхньому положенні електродів і піднятому склепінні.
1.12 Механізм нахилу електропечі
Механізм служить для нахилу печі убік зливного носка на кут 40 - 45° для зливу металу в ковші й на кут 10 - 15° убік робочого вікна для скачування шлаків. Нахил печі відбувається в результаті перекочування сегментів люльки по фундаментних балках. У процесі нахилу люлька й піч отримують, крім коливального руху, і поступальний в результаті кочення сегментів по балках. При цьому зливний носок опускається й переміщається вперед.
Для стійкості печі й можливості повернення її з нахиленого у вихідне положення при відключеному приводі в аварійних випадках, центр ваги печі перебуває нижче центра кривизни сегментів люльки.
Механізм нахилу печі (див. рис. 18) складається із двох окремих приводів, що працюють синхронно, і встановлюється на фундаменті під піччю з боку робочого вікна. У кожному приводі обертання від електродвигуна 1 через зубчасту муфту 2 передається редуктору, з'єднаному зубчастою муфтою 10 з валом рейкової шестірні 9, що зчіплюється рейкою 8, з'єднаної шарніром 5 із сектором 6 люльки 4 печі.
При нахилі печі рейки дістають складний рух: поступальний - від привідних шестірень і коливальний - навколо осі цих шестірень - у результаті переміщення люльки. Можливість обкатування рейками шестірень досягається встановленням хитних обойм 11 з обмежувальними роликами, що забезпечують правильність зачеплення рейкової пари.
Обидва приводи обладнані гальмами 7, що автоматично зупиняють привід після відключення електродвигуна. В аварійних випадках піч нахиляють на зниженій швидкості при включеному одному приводі й звільненому гальмі іншого приводу. Механізм нахилу забезпечується на вихідних валах редукторів командоапаратами, які вимикають електродвигун, коли піч досягає крайнього положення убік зливного носка або робочого вікна, а також фіксують піч в робочому положенні.
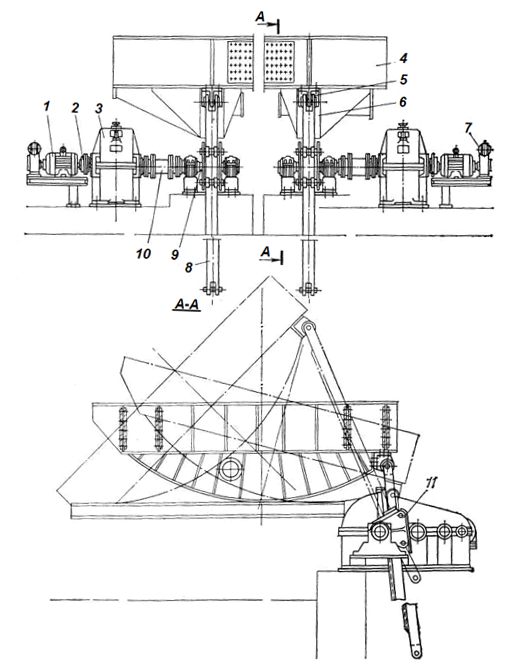
Рис. 18 — Механізм нахилу печі
1.13 Механізм переміщення кисневої фурми
В останні роки для прискорення розплавлювання шихти й прямого окислювання ванни на великовантажних печах у рідкий метал уводять кисень. Продувка ванни киснем здійснюється через водоохолоджуєму фурму. Фурма вводиться в робочий простір печі через отвір у склепінні з боку, протилежного стоякам електродотримачів (див. рис. 19).
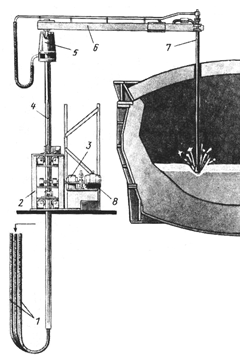
Рис. 1.19 - Механізм переміщення кисневої фурми
Отвір у склепінні розташовано по окружності розпаду електродів на рівній відстані між двома електродами й обладнано втопленим кільцевим холодильником.
Фурму 7 закріплюють на рукаві 6, консольно пов’язаному з колоною за допомогою шарніра 5. Колона за допомогою рейкового механізму переміщається у вертикальному напрямку в змонтованих на рамі 2 роликових направляючих. Зубчата рейка 4, закріплена на колоні, перебуває в зачепленні із шестірнею, що приводиться в обертання електродвигуном 8 через редуктор 3.
Для установки фурми в заданому положенні привід обладнаний гальмом. Рама із напрямними роликами й привід установлені на робочій майданчику. Труби 1, що підводять воду й кисень до фурми й відводять воду, розташовані усередині полої колони.
При продуванні фурму опускають у піч і встановлюють на відстані 100 ÷ 200 мм над рівнем шлаків. Після закінчення продувки фурма піднімається й рукав вручну повертають щодо колони убік робочої майданчика, а отвір у склепінні закривають пробкою.
1.14 Механізм висування корпуса печі з викотною платформою
Люлька 1 (див. рис. 20) двома сегментами 2 спирається на дві опорні балки викотної платформи 3, що лежать на рухомих котках 4 механізми відкоту корпуса печі.
Відкат здійснюється гідроциліндром 5, укріпленим на фундаментній рамі. Шток циліндра шарнірно пов'язаний з рамою 6 опорних котків, які пересуваються по нерухомих балках, 7. Частина катків має в середній частині радіальні отвори, у які входять шипи на верхній поверхні нерухомих балок 7, і на нижній поверхні балок викотної платформи 3.
Така конструкція виключає прослизання. При пересуванні рами опорних котків платформа разом з піччю отримує подвоєне переміщення (у порівнянні з рамою). Викочують корпус після підняття склепіння печі. У верхній частині люльки є чотири ролики 8, що входять у напрямні пази порталу 9. При викочуванні корпуса з порталу два задніх ролика залишаються в пазах порталу й утримують корпус печі від перекидання.
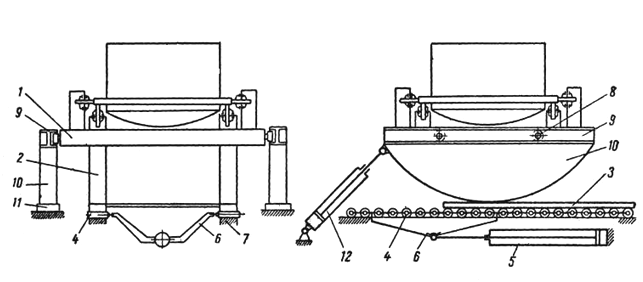
Рис.20 - Кінематична схема механізму висування корпуса печі з викотною платформою
Портал своїми двома сегментами 10, геометрично однаковими із сегментами люльки печі, спирається на дві фундаментні балки 11. Нахил печі можливий тільки при повністю всунутому в портал корпусі, коли осі сегментів будуть лежати в одній вертикальній площині.
Механізм нахилу обладнаний двома гідравлічними циліндрами 12, з'єднаними шарнірно із сегментами порталу й фундаментних балок.
Портал нахиляється, перекочуючись сегментами по опорних балках, і захоплює за собою люльку, ролики якої перебувають у направляючих пазах порталу.
1.15 Відвід і очистка пічних газів
Під час плавки з електропечі виділяється велика кількість запилених газів.
Температура газів складає 900—1400° С, вміст пилу в період продувки ванни киснем доходить до 100 г/м3 газу; кількість газів, що виділяються, наприклад, з 100 т печі в період продувки киснем досягає 9—10 тис. м3/ч.
Для створення нормальних умов роботи в сталеплавильному цеху необхідні вловлювання й очистка газів, що відходять.
У старих цехах з печами малої ємності застосовуються парасолі, що відсмоктують гази, встановлені над склепінням. Однак вони громіздкі й забезпечують неповне вловлювання газів.
В останні роки використовується відвід газів через отвір у склепінні з наступною очисткою від пилу.
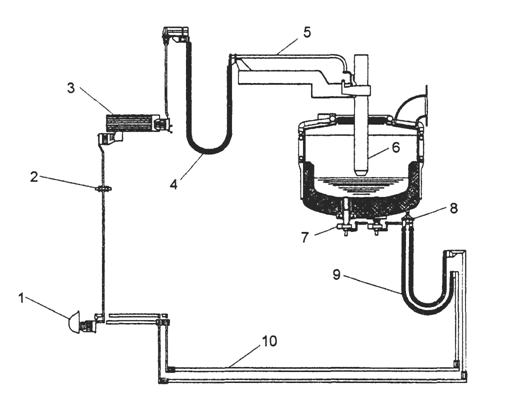
Найбільше поширення отримала мокра газоочистка з використанням труб Вентурі. На рисунку 21 показана схема однієї з газоочисток, що застосовується на 100-т електропечах вітчизняних заводів.
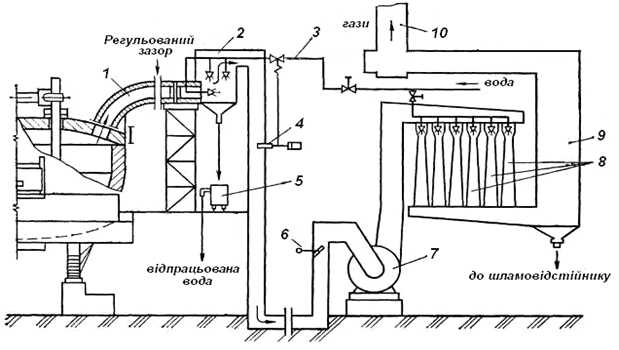
Рис.21 - Схема відводу й очистка газів 100 т дугової печі
Пічні гази через отвір у склепінні по футерованому патрубку 1 надходять у скрубер - охолоджувач 2; перед скрубером є регульований зазор, через який підсмоктується повітря, що забезпечує доспалювання горючих компонентів газу.
У скрубері 2 газ охолоджується водою, що подається через форсунки від водогінної мережі 3. Відпрацьована вода збирається в баку 5.
Витрату води регулюють, забезпечуючи необхідне охолодження газів до температури менш 200° С; температуру газів вимірюють термопарою 4, яка встановлена у вертикальному газопроводі.
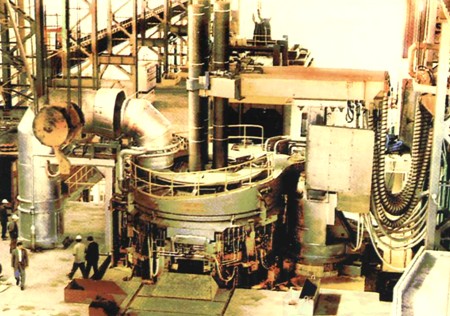
Рис.22 - Вид на ДСП у сталеплавильному цеху
Далі гази через регулюючу заслінку 6 димососом 7 подаються в батарею труб Вентурі 8 з водяними форсунками, де пил поглинається краплями води. Після проходження циклонного краплеуловлювача 9 гази викидаються в атмосферу через вихлопну шахту 10.
У нових цехах рекомендується встановлювати печі в герметичних камерах, оснащених дверима для в'їзду візків з шлаковими й сталеливарними ковшами й крана для завалки шихти. Камера оснащена системою відсмоктування газів, що запобігає їхньому попаданню в цех; крім того камера істотно знижує в цеху рівень шуму, викликуваного електричними дугами.
Загальний вигляд електродугової печі із системою труб, що відсмоктують, наведений на рисунку 22.
1.16 Елементи електрообладнання дугових печей
Електричні печі - потужні споживачі енергії. Робоча напруга печі складає 100 - 800 У, а сила струму може вимірятися десятками тисяч ампер. До підстанції електросталеплавильного цеху електроенергія подається напругою до 110 кв. Висока напруга живить первинні обмотки пічних трансформаторів.
При наявності в цеху однієї або двох електропечей все електричне обладнання розміщають поблизу печей, а живлення подається високовольтним кабелем.
У цеху з декількома печами безпосередньо біля них розміщають тільки трансформатори й пульти управління, а всю високовольтну апаратуру виносять в окрему будівлю - так званий високовольтний розподільний пристрій. Від розподільного пристрою до трансформатора струм подається підземним високовольтним кабелем.
Основними елементами електрообладнання електропічної установки є роз'єднувач, головний автоматичний вимикач, дросель, перемикач щаблів напруги, пічний трансформатор, коротка мережа, захисні пристрої, вимірювальні прилади, автоматика.
Роз'єднувач служить для відключення електропічної установки, на лінії якої мають бути проведені ремонтні роботи, і для створення видимого розриву ланцюга. Включають і відключають повітряний роз'єднувач при знятому навантаженні.
Головний автоматичний вимикач призначений для відключення під навантаженням електричного ланцюга, по якій протікає струм високої напруги. На діючих електропечах застосовують масляні вимикачі, у яких електрична дуга, що виникає при відключенні вимикача під навантаженням, гаситься маслом. Масляні вимикачі автоматично відключають електропіч, коли сила струму перевищує встановлену, наприклад у моменти коротких замикань, при обвалі шихти в процесі плавлення, коли електрод безпосередньо стикається з металом.
Дросель служить для збільшення стабільності процесу горіння електричних дуг, що досягає введенням у ланцюг додаткового індуктивного опору, і обмеження поштовхів струму при коротких замиканнях. Дросель включається послідовно на стороні високої напруги перед пічним трансформатором.
Перемикач щаблів напруги служить для регулювання потужності, що віддає трансформатором у періоди плавлення, легування й доведення сталі. Максимальну потужність необхідно підводити в період розплавлювання твердої шихти й меншу - у період легування.
Пічний трансформатор служить для перетворення електроенергії високої напруги в енергію низької напруги. Пічний трансформатор встановлюють в окремому приміщенні якнайближче до печі, щоб скоротити витрату міді на шини й зменшити активний і індуктивний опір короткої мережі.
Короткою мережею називають струмопідвід від виводів вторинної напруги пічного трансформатора до електродів. Коротку мережу поділяють на три частини: шини від вторинних виводів пічного трансформатора до виводів за стіну трансформаторного приміщення, гнучкий кабель до рукава електродотримача, шини або водоохолоджуємі труби над рукавом. Гнучка ділянка необхідна, тому що піч повинна нахилятися, а електроди переміщатися нагору або вниз.
Ділянка над рукавом виконують із мідних шин товщиною 10 - 12 мм або товстостінних водоохолоджуємих мідних труб. На всьому протязі короткої мережі струмопідвід надійно ізолюється від металевих конструкцій печі.
Дугові печі обладнуються системами автоматичного регулювання положення електродів.
Автоматичний регулятор встановлюють для кожного електрода, що забезпечує погоджену роботу всіх трьох електродів. Регулятор складається із двигуна постійного струму, що здійснює через редуктор підйом і опускання електрода, і безпосередньо регулятора, що реагує на зміну електричного режиму в печі й відповідно чому включає електродвигун на підйом або опускання електрода.
Дугові електропечі обладнають також автоматичним захистом від аварій і порушень нормального електричного режиму.
Автоматичний захист здійснюється вмиканням у ланцюг захисних реле (реле максимального струму, реле мінімальної напруги, реле максимальної напруги).
Дуже часто при роботі електропечі відбуваються замикання у зв'язку із зіткненням електродів із шихтою.
Подібні замикання ліквідуються автоматичними регуляторами, що піднімають електроди. Захисна апаратура вимикає піч тільки при тривалому замиканні, наприклад коли шматок шихти потрапив між електродами.
1.17 Пристрій для електромагнітного перемішування
Пристрій для електромагнітного перемішування, яким обладнують дугові печі ємністю понад 25 т, зазвичай включають під час відбудовного періоду й при зливі шлаків. Перемішування прискорює вирівнювання складу й температури металу, розкислення, десульфурації й видалення неметалічних включень, полегшує скачування шлаків.
Під днищем печі, виконаним з немагнітної сталі, встановлюють (див. рис. 23), витягнутий сердечник (статор), вигнутий за формою днища, із двома обмотками.
Обмотки статора живляться двофазним струмом низької частоти (0,5—2 Гц) з кутом зсуву фаз 90°, що створює в металі рухоме магнітне поле. Взаємодія магнітного потоку, що переміщується, з наведеними ним у металі вихровими струмами викликає переміщення нижніх шарів металу в визначеному напрямку, верхні шари металу починають при цьому переміщатися в протилежному напрямку.
Зміну напряму руху металу досягають переключенням полюсів однієї з обмоток. Витрата електроенергії на електромагнітне перемішування складає 5—20 кВт•год/т.
1 – статор; 2 - обмотка
Рис.23 - Схема електромагнітного перемішування металу в дуговій печі у режимі скачування шлаків (а) і перемішування ванни (б)
1.18 Дугові печі з гідравлічними приводами механізмів
Гідравлічні приводи механізмів у порівнянні з електромеханічними більш компактні, завдяки чому металоємність печей з гідроприводами нижча на 15 - 20 %, а площа, займана печами, приблизно на 1-5 % менша. Однак застосування гідроприводів для механізмів електропечей обмежене через труднощі виготовлення гідроциліндрів великої довжини. Тому гідроприводи застосовуються головним чином на дугових печах ємністю 12, 25 і 50 т.
На рисунку 24 показана електропіч ДСП-50, яка виконана з гідроприводами всіх основних і допоміжних механізмів.
Нахил люльки 1 здійснюється двома хитними гідроциліндрами 14, шарнірно з'єднаними з люлькою й фундаментом. Поворот корпуса 4, встановленого на тумбах 2 з опорними й упорними роликами, здійснюється гідроциліндром 3 з вертикальною віссю хитання, розташованим на люльці й шарнірно з'єднаним з корпусом печі.
Склепіння 5 і шахта 10 електродотримачів 5 з електродами 7 закріплені на напівпорталу 6.
Підйом і поворот напівпорталу із прикріпленим до нього склепінням 5 і шахти 10 з електродотримачами виконуються за допомогою колони 12, що у вертикальному напрямку переміщається гідроциліндром 13, а повертається гідроциліндром 11. нахил печі можливий тільки при повністю опущеній колоні 12, для чого в гідросхемі управління передбачене блокування роботи механізмів.
Переміщення електродів здійснюється гідроциліндрами, розташованими в шахті 10 і шарнірно з'єднаними зі стояками електродотримачів 8. Механізм затиску електродів управляється гідроциліндром 9.
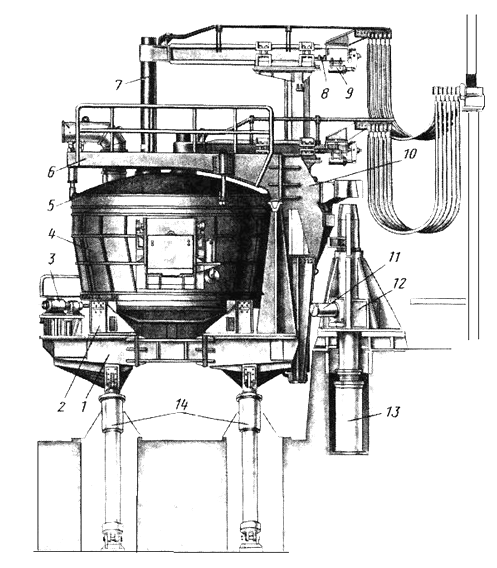
Рис.24 - Дугова піч ДСП - 50 з гідравлічними приводами механізмів
1.19 Конструкція електропечі ДСП - 100
Електропіч (див. рис. 25) обслуговують такі основні механізми: переміщення електродів, затиску електродів, підйому склепіння, повороту порталу, нахилу корпуса й повороту печі. Є також допоміжні механізми для відкривання заслінок робочих вікон і ін.
Корпус 4 печі встановлена на роликах у люльці 2, що спирається своїми сегментами 20 на фундаментні балки 21. При зливі металу й скачуванні шлаків піч нахиляють двома рейковими механізмами з електроприводами 1 і 16. Завантаження печі проводять зверху завантажувальною баддею (кошиком) 7, встановленою над піччю.
Для завалки шихти склепіння 6 піднімають механізмом 14 і відводять убік порталом 12 за допомогою механізму повороту склепіння (порталу) 19. Опора 15 порталу закріплена в люльці 2. Для повороту корпуса на деякий кут в обидва боки від початкового положення служить механізм повороту 3. Електрод 8 закріплюють на кінцях електродотримача 10 механізмом затиску 9; каретки електродотримачів переміщаються по колонах 11. Електроди є основним елементом печі, по яких проходить великий струм електричної дуги, що утвориться між ними й металевою шихтою в печі. Матеріал електродів - графіт, діаметр електрода - 550 мм.
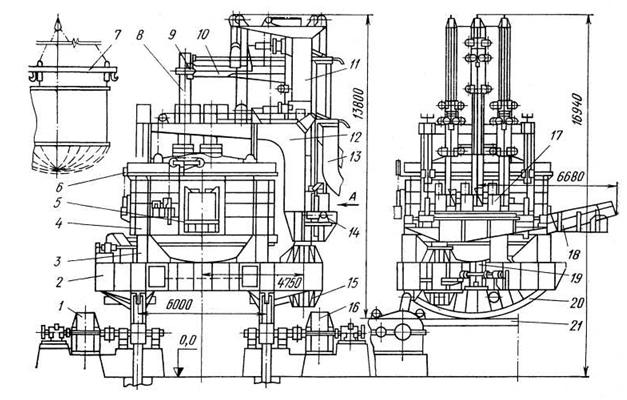
Рис.25 - Дугова електропіч ємністю 100 т
Струм підводиться до печі від трансформатора гнучкими шинами 13. Струм до електродів підводить за допомогою кабелів або мідних труб через спеціальні щоки, що стикаються з бічною стінкою електрода (див. рис. 26)
1 - головка;
2 - корпус пневмоциліндра;
3 - шток;
4 - опора;
5 - щока;
6 - рухлива плита.
Рис.26 - Фрагмент електродотримача
Для кожного електрода (див. рис.25) передбачений свій незалежний механізм переміщення 17, розташований на майданчику порталу. Рідкий метал зливають через носок 18 у сталеливарний ківш.
Заправлення подини, скачування шлаків, завантаження феросплавів, шлакоутворюючих і легуючих елементів виконують через робоче вікно 5, яке оснащене заслінкою з механізмом підйому. У середній частині люльки розміщений пристрій для електромагнітного перемішування металу у ванні.
Опорно - поворотна частина електропечі (див. рис. 27) складається з люльки 1 із двома опорними сегментами 8 і фундаментних балок 9.
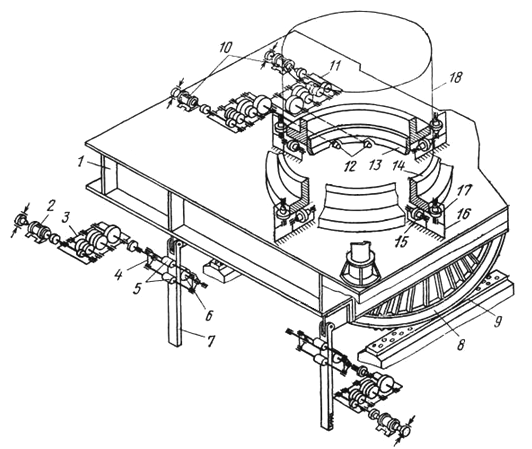
Рис.27 - Кінематична схема механізмів нахилу й повороту корпуса електропечі
При нахилі люлька й піч отримують, крім обертового руху, також поступальний в результаті кочення сегментів без ковзання по балках. Для попередження прослизання люльки на опорних поверхнях сегментів у шаховому порядку закріплені шипи, а у фундаментних балках висвердлені відповідні отвори.
Рейки 7 шарнірно приєднані до люльки, також роблять складний рух: поступальне від привідних шестірень 6 і коливальний навколо осі цих шестірень у результаті переміщення колиски. Можливість обкатування рейками шестірень досягається встановленням хитних обойм 4 з обмежувальними роликами 5, що забезпечують правильність зачеплення рейкової пари.
У механізмі нахилу печі передбачені два незалежних електроприводи для кожної із зубчастих рейок. Таке конструктивне рішення потрібно визнати вдалим, тому що при виході з ладу одного із приводів піч можна нахилити іншим на зниженій швидкості.
Крім того, не потрібен вал, що з'єднує рейкові пари, що полегшує вивід з – під печі шлакового візка. У механізмі нахилу два електродвигуни 2 (N = 30 кВт, п = 570 об/хв.) і редуктори 3 з передаточним числом 227.
Поступальна швидкість переміщення рейок 3 м/хв. Кут нахилу печі убік носка при зливі металу 45°, кут повороту убік робочого вікна при скачуванні шлаків 15°. Зупинка механізму в крайніх положеннях здійснюється командоапаратами, розміщеними на вихідних валах редукторів.
Після проплавлення перших колодязів у шихті електроди піднімають у крайнє верхнє положення, повертають корпус на певний кут, електроди опускають і проплавляють такі колодязі.
Опорно-поворотна частина печі влаштована в такий спосіб. Корпус печі 18 своїм кільцем 14 опирається на ролики 15. Осьовий зсув корпуса попереджається упорними роликами 17. Опорні й упорні ролики попарно розташовані в чотирьох тумбах 16, закріплених на колисці 1.
Поворот корпуса здійснюється конічним зубчатим сектором 13, прикріпленим до кожуха печі. Здвоєний привід складається із двох електродвигунів 10 (N = 7,5 кВт, п = 700 об/хв) і двох триступінчастих редукторів 11 (і = 296,3). На вихідні вали редукторів посаджені конічні шестірні 12, що перебувають у зачепленні із сектором.
Схематичне зображення опори корпуса на люльку наведено на рисунку 28.
До нижньої частини кожуха 1 прикріплена кільцева рейка 5, що опирається на опорні ролики 3 і упорні ролики 4, закріплені в тумбі 2. Упорні ролики 4 запобігають горизонтальному зсуву корпуса.
При обертанні печі щодо нормального положення навколо вертикальної осі на 40° в одну й іншу сторони, кільцева рейка 5 котиться по опорних роликах 3. Обертання забезпечується приводом 10 (див. рис.27)
Механізми повороту корпуса, подачі електродів і підйому склепіння зблоковані так, що поворот корпуса можливий тільки при верхнім положенні електродів і піднятому склепінні. Конструктивне виконання механізму повороту корпуса печі з конічними передачами показано на рисунку 29.
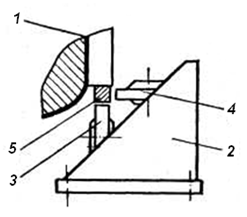
Рис. 28 — Схема опори корпуса печі на люльку
1.20 Кінематична схема механізму повороту склепіння
Кінематична схема механізму повороту склепіння (див. рис. 30) дана разом з механізмами підйому склепіння, переміщення й затиску електрода.
1.21 Механізм повороту склепіння
Вертикальний вал 27 (див. рис. 30) порталу, з'єднаного з опорною плитою 30, опирається на два радіальних роликопідшипники 29 і упорний шарикопідшипник 26, установлені в корпусі опори.
Поворот склепіння разом з порталом здійснюється за допомогою конічного зубчатого сектора 28, що отримує обертання від електродвигуна 22 через триступінчастий циліндричний редуктор 23. Опора напівпорталу й привід механізму розташовані в колисці.
Зупинка приводу в кінцевих положеннях порталу провадиться командоапаратом, встановленим на відомому валу редуктора.
У випадку відмови в роботі командоапарату зубчатий сектор зупиняється одним із двох стаціонарних упорів; електродвигун у цьому випадку відключається максимальним струмовим захистом.
1 - ролики упорні; 2 - ролики опорні; 3 - люлька; 4 - тумба;
5 - редуктори; 6 - електродвигуни механізму повороту корпуса;
7 - підп'ятник (нижня опора вала порталу); 8 - сегменти люльки;
9 - електродвигун механізму повороту склепіння;
10 - редуктор того ж механізму; 11 - конічний зубчатий сектор;
12 - опорна плита.
Рис.29 - Загальний вигляд люльки електропечі з механізмами повороту корпуса й склепіння
Технічна характеристика механізму повороту склепіння:
| Кут повороту | 80° |
| Частота обертання корпуса, об/хв | 0,57 |
| Час повороту, с | 30 |
| Електродвигун: | |
| - потужність, кВт | 7,5 |
| - частота обертання, об/хв | 700 |
| Передаточне число редуктора | 296,3 |
| Спільне передаточне число | 1304 |
| Передаточне число редуктора | 296,3 |
| Маса поворотної частини (з механізмом і склепінням), т | 217 |
Для запобігання мимовільного повороту порталу й розвантаження зубчастих передач механізму повороту склепіння від моментів, що виникають від ваги всієї поворотної системи при нахилі печі, портал фіксується спеціальним стопором у той час, коли склепіння перебуває над корпусом печі. Робота механізму повороту склепіння зблокована з роботою механізмів підйому склепіння й переміщення електродів таким чином, що поворот склепіння можливий у тому випадку, якщо склепіння підняте і всі електроди перебувають у крайнім верхнім положенні.
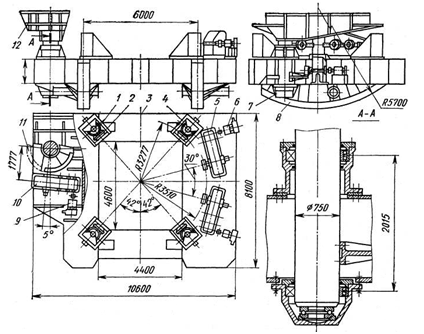
Не менш цікаві механізми обертання ванни й обпирання корпуса електропечі ємністю 200 т, які можна розглянути як порівняння.
Корпус печі масою 98 т звареної конструкції складається із двох частин, що мають фланцеве болтове з'єднання в горизонтальній площині. Нижня частина корпуса - ванна 4 (див. рис. 31) і верхня циліндроконічна частина 5 поставляються трьома вузлами кожна й при монтажі з'єднуються електрошлаковим зварюванням.
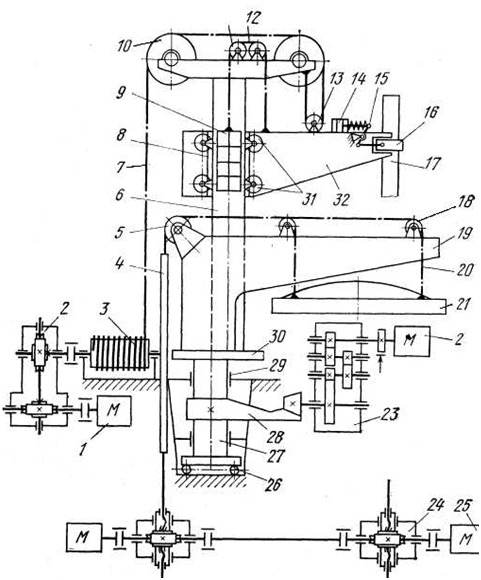
1 - електродвигун механізму переміщення електрода;
2 - двоступінчастий черв'ячний редуктор; 3 - барабан;
4 - тяга; 5, 18 - ланцюгові ролики; 6 - колона;
7 - канат; 8 - каретка; 9 - противажіль;
10 - канатні блоки; 11 - ланцюгові ролики;
12 - пластинчасті ланцюги; 13 - рухливий блок;
14 - пневматичний циліндр; 15 - важільний механізм;
16 - хомут; 17 - електрод; 19 - портал;
20 - пластинчасті ланцюги; 21 - склепіння;
22 - електродвигун механізму повороту склепіння;
23 - циліндричний редуктор;
24 - черв’ячно-гвинтовий редуктор;
25 - електродвигун механізму підйому склепіння;
26, 29 - радіальні й упорні підшипники;
27 - вал порталу; 28 - зубчатий сектор;
30 - опорна плита; 31 - ролики каретки;
32 - кронштейн електродотримача.
Рис.30 - Кінематична схема механізму повороту склепіння
До верхньої частини корпуса приварюється жолоб піскового затвора 6, що також поставляється трьома вузлами. Корпус виготовлений з листової сталі товщиною 40 мм, а сферичне днище 1 - з немагнітної сталі. Днище поставляється двома половинами й після зварювання приєднується до нижньої частини корпуса на заклепках. Для обертання корпуса до його нижньої частини прикріплений зубчатий сегмент 3 і кільцева рейка 2, що спирається на опорні 10 і упорні 9 ролики, розміщені на шести тумбах 12 і 14 масою по 4,8 т і чотирьох кронштейнах 13 масою по 1,4 т. Для ведення процесу плавки в корпусі передбачені два вікна: робоче 8 і допоміжне 7. Механізми підйому заслінок вікон обладнанні електроприводами, черв'ячними редукторами й ланцюговими підвісками.
Поворотна тумба (див. рис. 32) масою 103 т є опорою для шахти й порталу із системами електродотримачів, їхні підвіски й переміщення, механізму підйому склепіння й установки для подачі кисню. Маса обладнання, що спирається на тумбу, досягає 555 т. Майданчик тумби має напівкруглу форму з радіусом 6070 мм (див. рис.32, а) і складається із двох секцій 2 і 3 масою відповідно 45 і 30,4 т, з'єднаних між собою болтами.
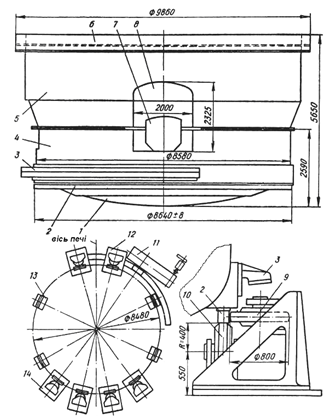
Рис.31 - Корпус електропечі ємністю 200 т, схема механізму обертання ванни й обпирання корпуса на ролики тумби
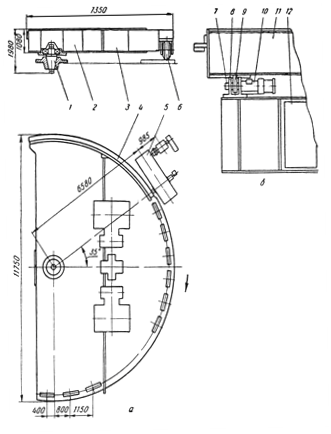
Рис.32 - Поворотна тумба електропечі ємністю 200 т (а) і стопор тумби (б)
Нерухома вісь тумби 1 масою 7 т нижньою конічною частиною закріплена в колисці, а верхньою циліндричною частиною пов'язана з тумбою за допомогою радіально-упорного роликового багаторядного підшипника. Крім того, секція 2 опирається на три ролики, а секція 3 – на шість роликів 6, розташованих по дузі окружності. При повороті тумби приводом 5 через конічну шестірню й зубчатий сектор 4 ролики котяться по рейці. Маса кожного ролика 1,25 т, маса привода 4,6 т. Три ролики секції 2, розташовані з боку зливного носка, при повороті тумби набігають на рейку, покладену на фундаменті. Довжина зубчатого сектора забезпечує поворот тумби на 60°.
При опущеному на корпус склепінні тумба замкнена стопором - штоком 7 (див. рис.32, 6) пневматичного циліндра 10, що входить в отвори кронштейнів 8 і 9, прикріплених до люльки 12 і до тумби 11.
1.22 Механізм переміщення електрода
По квадратній колоні 6 (див. рис. 30) переміщається каретка 8, із всіх чотирьох сторін якої закріплені ходові ролики 31. До каретки прикріплений кронштейн 32, що несе на собі електродотримач і механізм затиску електрода. Маса каретки, кронштейна й електрода 17 частково врівноважена противагою 3 , що перебуває усередині колони. Противага пов'язаний з кареткою 8 пластинчастим ланцюгом, що обгинає напрямні ролики 11 і 12. Каретка разом з електродом піднімається канатною лебідкою. Канат, що йде від барабана лебідки 3, обгинає напрямні блоки 10 і рухомий блок 13 на кронштейні каретки й кріпиться до майданчика шківів, розташованої зверху колони. Барабан лебідки приводиться в рух електродвигуном постійного струму 1 ( N = 6,5 кВт, п = 1550 об/хв.) через двоступінчастий черв'ячний редуктор 2.
У деяких конструкціях механізмів переміщення електрода замість електродвигуна приводу каната застосовують гідроциліндр або рейковий привід.
1.23 Механізм затиску електрода
Електрод 17 (див. рис. 30) притискається до торцевого башмака на електродотримачі рухомим хомутом 16. Зусилля затиску створюється пружиною, що перебуває в стакані, і передається хомуту важелем 15 і тягою. Сила тертя, що виникає між хомутом і електродом, надійно втримує його. При перепуску електрода (операція по опусканню електрода вниз стосовно каретки) і при заміні, електрод звільняється пневматичним циліндром 14, що впливає на пружину.
При цьому пневмоциліндр стискає пружину й зміщає шток уліво, звільняючи електрод.
На рисунках 33—36 наведені загальні види електродугових сталеплавильних печей різних ємностей діючих у цей час на вітчизняних металургійних заводах.
1.24 Дугові сталеплавильні печі постійного струму
Загальні відомості
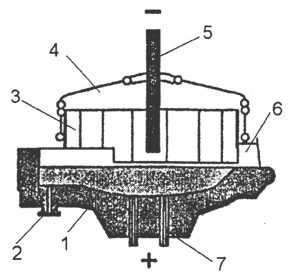
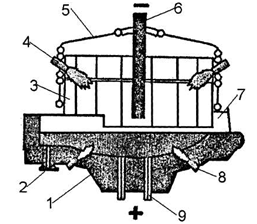
В останні роки в деяких ливарних цехах для виплавки сталі використовують дугові сталеплавильні печі постійного струму (ДСППС) (див. рис. 37). Піч має циліндричну форму корпуса 8. Футерівка виконується з вогнетривких матеріалів. Графітовий електрод 1 у металевому водоохолоджуємому електродотримачі вставлений у склепіння печі 2. Розміри електрода залежать від ємності печі. Наприклад, для 12-тонною ДСППС діаметр електрода 200 мм, а первинна довжина 600—750 мм.
Графітовий електрод, що проходить через склепіння, пов'язаний з мінусом джерела живлення й виконує роль катода. Анодом служить ванна рідкого металу, живлення до якої підводить від спеціального подового електрода 6.
Охолоджувана конструкція подового електрода може бути різною: суцільною, пластинчастою, багатоштирковою (див. рис. 38).
Для живлення печі використовують тиристорні джерела постійного струму. Використання одного, розташованого в центрі печі графітового електрода, створює рівномірне зношування вогнетривів футерівки, зменшується їх витрата.
Технологія плавки сталі практично не відрізняється від процесів плавки в ДСП.
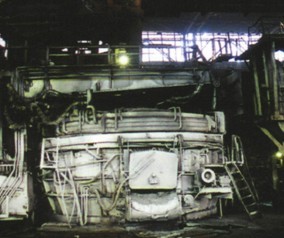
Рис.33 - Електродугова піч ДСП - 12 (загальний вигляд)
Рис.34 - Електродугова піч ДСП - 25

Рис.35 - Електродугова піч ДСП - 50 і завантажувальна машина (загальний вигляд)

Рис.36 - Електродугова піч ДСП - 100 (загальний вигляд)
В останні роки в деяких ливарних цехах для виплавки сталі використовують дугові сталеплавильні печі постійного струму (ДСППС) (див. рис. 37). Піч має циліндричну форму корпуса 8. Футерівка виконується з вогнетривких матеріалів. Графітовий електрод 1 у металевому водоохолоджуємому електродотримачі вставлений у склепіння печі 2. Розміри електрода залежать від ємності печі. Наприклад, для 12-тонною ДСППС діаметр електрода 200 мм, а первинна довжина 600 - 750мм. Графітовий електрод, що проходить через склепіння, пов'язаний з мінусом джерела живлення й виконує роль катода. Анодом служить ванна рідкого металу, живлення до якої підводить від спеціального подового електрода 6.
Охолоджувана конструкція подового електрода може бути різною: суцільною, пластинчастою, багатоштирковою (див. рис. 38).
Для живлення печі використовують тиристорні джерела постійного струму. Використання одного, розташованого в центрі печі графітового електрода, створює рівномірне зношування вогнетривів футерівки, зменшується їх витрата.
Технологія плавки сталі практично не відрізняється від процесів плавки в ДСП.
1 - електрод; 2 - склепіння; 3 - робоче вікно; 4 - ванна;
5 - механізм нахилу; 6 - подовий електрод-анод;
7 - зливний жолоб; 8 - корпус
Рис.37 - Схема дугової печі постійного струму
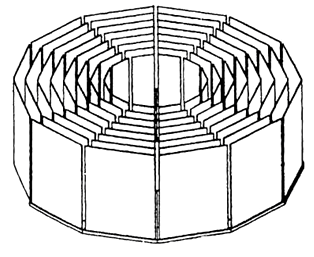
Рис.38 - Багатопластинчастий подовий електрод
Заміну подового електрода (анода) роблять за допомогою гідравлічних важільних підйомників, установлених на сталевізних візках (див. рис. 39)
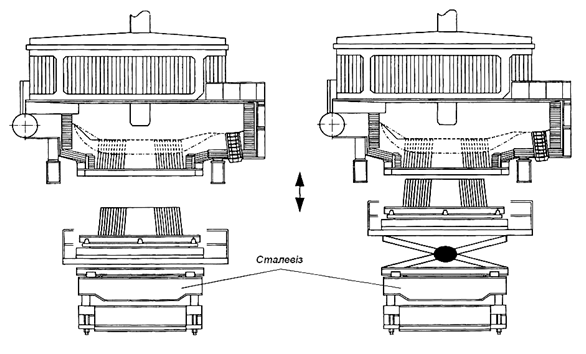
Рис.39 - Схема заміни анода на ДСП постійного струму
Принципова електрична схема ДСППС наведена на рисунку 40:
1 - трансформатор; 2 - випрямляч; 3 - дросель; 4,9 - водоохолоджуємий кабель;
5 - рукав електродотримача; 6 - катод; 7 - анод; 8 - мідний струмопідвід;
10 - алюмінієвий струмопідвід
Рис.40 - Принципова електрична схема ДСППС
ДСППС у порівнянні зі звичайними трифазними ДСП перемінного струму мають такі переваги:
- зниження питомої витрати електродів в 2 - 3 рази. Витрата електродів при звичайних умовах плавки складає 1,8 - 2 кг/т, а при вдмухуванні аргону в дугу
- 0,5 - 0,7 кг/т;
- вигар металу при вдмухуванні аргону в період плавлення шихти складає близько 1,0 %;
- більш висока стійкість футерівки;
- зниження рівня шуму при роботі печі, поліпшення умов праці працюючих;
- не потрібна заправлення або ремонт подового електрода (анода) протягом усього терміну застосування;
- застосування дешевої магнезитової набивної маси;
- можливість заміни анода протягом звичайної робочої зміни.
Незважаючи на широко рекламовані переваги печей постійного струму, деякі фірми воліють встановлювати нові трифазні печі.
Причина в наступному:
- нижче капітальні витрати на піч перемінного струму;
- практично однакова сумарна витрата електроенергії;
- більша гнучкість у регулюванні температури ванни в печей перемінного струму.
У цей час введено в дію кілька типів печей: одно-, дво-, три- і чотири електродних, що відрізняються конструкцією подового електрода, ванни печі, способом розміщення випрямлячів струму.
Основні характеристики дугових печей наведені в таблиці 1
Таблиця 1 - Характеристики дугових печей
| Ємність печі, т | 4 | 6 | 7 | 12 | 30 | 35 | 40 | 50 |
|---|---|---|---|---|---|---|---|---|
| Потужність трансформатора, МВА | 1,2 | 3,5 | 4,5 | 9,0 | 22,0 | 18 | 18 | 2x18 |
| Ємність печі, т | 55 | 70 | 75 | 85 | 85 | 98 | 100 | |
| Потужність трансформатора, МВА | 18 | 16 | 45 | 60 | 83 | 2x35 | 2x70 | |
| Ємність печі, т | 100 | 130 | 145 | 165 | 165 | 230 | ||
| Потужність трансформатора, МВА | 100 | 2x52,5 | 120 | 2x80 | 2x90 | 2x67 | ||
Печі працюють із «болотом» рідкого металу на подині, на довгих дугах, при наявності спінених шлаків. Тривалість циклу плавки коливається від 62 до 130 хв., витрата електродів - 1,0 - 3 кг/т, електроенергії - 380-500 кВт•год/т. Ресурс роботи подового електрода складає 600 - 2000 годин.
Загальний вигляд ДСППС наведений на рисунку 41.
1.25 Одноелектродні ДСППС
Найбільше поширення одержали одноелектродні ДСППС (див. рис. 42). У такій печі графітизований електрод є катодом, а прилягаючий до подового електрода метал - анодом.
Це дозволяє в порівнянні із трифазною ДСП значно зменшити витрату дорогих графітизованих електродів (1,0 - 1,5 кг/т сталі) і поліпшити теплообмін довгої дуги з металом. Застосування одного приводу переміщення електрода викликає значне (майже двократне) зниження капітальних витрат у порівнянні із трифазною ДСП. При розплавлюванні шихти утвориться велика лійка, у яку заглиблена довга дуга постійного струму.
Обвали шихти й бризки металу не можуть істотно вплинути на стабільність дуги й витрату електрода. У періоди окислювання й рафінування металу осьове розташування дуги забезпечує менше й рівномірне спрацювання футерівки. Застосування подового електрода викликає інтенсивне перемішування ванни металу. Стабільність дуги сприяє рівномірному спрацюванню електрода з утворенням лунки в центрі його торця й забезпечує часткове екранування склепіння від випромінювання. Горіння дуги в шарі пінистих шлаків поліпшує умови захисту футерівки.
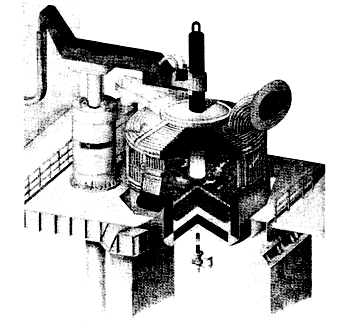
Рис.41 - Загальний вигляд ДСППС фірми Даніелі
1 - футерована ванна печі; 2 - екерний випуск;
3 – водоохолоджуєма частина кожуха; 4 - склепіння;
5 - графітизований електрод-катод; 6 – робоче вікно;
7 - подовий електрод-анод
Рис.42 - Принципова схема одноелектродної ДСППС
Температура подини контролюється термопарами. Плавка триває в середньому 2 години, температура металу на випуску - 1700° С. Для підтримки надійного електричного контакту між шихтою й подиною в печі після випуску залишають 5 - 10 т розплаву.
Дугова одноелектродна сталеплавильна піч постійного струму із трансформатором граничної потужності, введена в експлуатацію на заводі в Німеччині, розрахована на річну продуктивність 660 тис. т сталі при роботі дуплекс - процесом з установкою ківш-піч, потужністю трансформатора 18 мВА. Місткість дугової печі (діаметр кожуха 6400 мм) - 145т при масі плавки, що випускається, 120 т. Піч обладнана графітизованим електродом-катодом діаметром 710 мм і пластинчастим подовим електродом-анодом. Потужність трансформатора - 120 мВА.
Максимальна сила струму й вторинну напругу становлять відповідно 115 кА й 820 В. Стіни й склепіння печі обладнані водоохолоджуємими панелями. Піч оснащена газокисневими пальниками (стіновими й одним дверним) потужністю 5 МВт і фурмою для вдмухування кисню (до 4200 нм3/год) і вугілля (10—120 кг/хв).
Подовий електрод складається з 12 вертикально зварених концентрично розташованих пакетів, виконаних зі сталевого листа товщиною 1,7 мм. Анод розрахований на максимальну силу струму 115 кА, що відповідає щільності струму 1,0 А/мм2. Зазори між пластинками заповнені неелектропровідною масою, що містить 77% Mg, 0,3 % А12О3, 3,8 % Fe2O3, 18,0 % СаО, 0,6 % SiО2, із крупністю зерен – 0-5 мм. Охолодження анода не проводиться. При зміні анода після від'єднання плити анода відпрацьований анодний блок видавлюється домкратом і заміняється новим. Максимальний термін служби анода складає 2000 плавок при спрацюванні 0,25 мм на плавку. Теоретично анод може працювати до залишкової товщини подини 400 мм, що відповідає терміну його служби 2800 плавок.
1.26 Двоелектродні дугові печі постійного струму
При обмеженому струмовому навантаженні на електрод, єдиним шляхом підвищення електричної потужності ДСППС, є збільшення кількості електродів. Разом з тим паралельне горіння дуг в умовах односпрямованого плину струму викликає їхнє взаємне притягання, результатом чого є небажане зосередження області виділення тепла.
Зіставлення роботи печей перемінного струму, одноелектродних ДСППС і багатоелектродних показує, що:
- на двоелектродних ДСППС витрата електродів на 40% менше, ніж на одноелектродних ДСППС;
- двоелектродна ДСППС є найбільш прийнятним електросталеплавильним агрегатом для надпотужної електропечі.
Основні технічні характеристики надпотужної двоелектродної ДСППС:
| 1. Діаметр корпуса на рівні подини, мм | 7400 |
| 2. Місткість, т | 195 |
| 3. Маса випускаємої плавки, що, т | 35 |
| 4. Маса залишку рідкої сталі, т | 60 |
| 5. Потужність трансформатора, мBА | 208 (4 x 52) |
| 6. Сила струму після випрямлячів, кА | 188 (4 x 47) |
| 7. Максимальна активна потужність, мВт | 10 - 135 |
| 8. Система подових електродів | 4 водоохолоджуємих електрода |
| 10. Максимальна потужність фурм, нм3/хв: | |
| - для вдмухування кисню й вугілля | 210 (3 x 70) |
| - кисневих | 60 (4 x 15) |
| 9. Діаметр графітизованих електродів, мм | 700 |
| 11. Проектна продуктивність, т/год (шихта - 100 % холодних металізованих окатишів) | 147 |
Піч обладнана водоохолоджуємими стіновими панелями; склепіння також має водяне охолодження. На склепінні змонтований лоток для безперервного завантаження металізованих окатишів у зону відхилених до центру печі дуг. Поперечний переріз патрубка, що відводить гази, повинне забезпечити мінімальну швидкість технологічного газу й зменшення втрат з віднесенням дріб'язку окатишів, що завантажують. На печі встановлені три фурми для вдмухування вугілля й кисню - дві розташовані ближче до робочого вікна, третя - з боку позацентрового подового випускного отвору. Для спінювання шлаків на рівні шлакового поясу встановлені два інжектори вугілля. Доспалення технологічного газу здійснюється за допомогою чотирьох кисневих фурм. Відбір проб і вимірювання температури металу й вмісту вуглецю в ньому здійснюють автоматично за допомогою маніпулятора.
Електричне живлення печі здійснюється через чотири трансформатори з тиристорними випрямлячами з 24-фазною пульсацією (див. рис. 43).
Тому що живлення походить від двох незалежних джерел, надпотужна двоелектродна піч представляє дві одноелектродні печі постійного струму середньої потужності в одному корпусі. Така схема забезпечує різке зниження флікеру.
Подовий електрод-анод виконаний водоохолоджуємим. Верхня сталева частина анода приварена до мідної частини трубчастого перерізу, внутрішня поверхня якої має канали, що утворять спіраль.
Це забезпечує велику швидкість води в мідній частині анода й високу теплопередачу. Ремонт і зміну подових електродів поєднують зі зміною футерівки в зоні шлакового пояса й змінної футерівки подини.
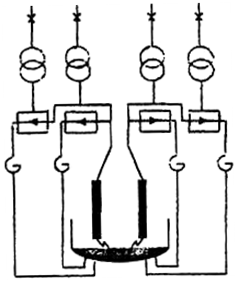
Рис.43 - Схема електроживлення двоелектродної ДСППС
Технологія плавки сталі у двоелектродній печі постійного струму така. Після випуску плавки й закладення випускного отвору запалюють дуги й починають безупинно завантажувати на масу, що залишилася від попередньої плавки, металу й шлаків за допомогою лотка металізовані окатиші через отвір у склепінні. З першого моменту плавки включають всі фурми й інжектори. Відразу ж утвориться спінені шлаки. За проектом тривалість плавки складає 55 хв., витрата електроенергії - 575 кВт•год/т.
1.27 Двоелектродна ДСППС із овальною ванною
Двоелектродна дугова піч постійного струму з овальною ванною розроблена фірмами Японії й Швейцарії. Перша така піч ємністю 250 т (потужністю 100 мBА, продуктивністю 0,8 млн.т/рік) введена в експлуатацію на заводі фірми Tokyo Steel в 1996 р. Установка складається із двох основних елементів: овальної печі й системи завантаження брухту (див. рис. 44).
До складу печі входять криволінійний шахтний підігрівник і завантажувальний пристрій із двома штовхачами, розташованими на різних рівнях. Брухт з бункера надходить у шахту й нагрівається технологічними газами до температури ~ 800° С (температура вихідних газів близько 200° С).
Піч обладнана двома верхніми графітовими електродами й двома подовими електродами, виконаними зі струмопровідних вогнетривів. Дуги відхилені до центру печі, куди завантажується брухт; цим досягається зменшення теплового навантаження стін, у результаті можна не встановлювати стінові панелі й знизити тепловтрати печі. Піч працює з дуже великою масою розплаву, що залишився від попередньої плавки (110 т при масі випускає плавки 140 т). Це забезпечує сталість умов роботи печі (маються на увазі температура металу, потужність, що підводиться, газовиділення, температура технологічних газів). Завантаження брухту в шахту повністю автоматизоване й засноване на контролі рівня брухту в шахті. Автоматизовано процеси вдмухування кисню, вуглецю, шлакоутворюючих, управління переміщенням графітових електродів.
Перевагами такої печі є:
- витрата електроенергії 260 кВт • год. при витраті вдмухаємого вугілля 25 кг і кисню 33м3 на 1т сталі;
- зниження рівня шуму (на 15 - 20 дБ у порівнянні зі звичайною дуговою піччю постійного струму);
- зниження флікеру на 50 - 60 % у порівнянні з одноелектродною дуговою піччю постійного струму;
- зменшення пиловиділення;
- висока частка струмового часу плавки.
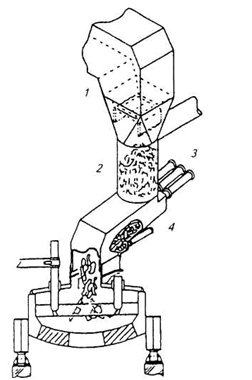
1 - бункер; 2 - шахта;
3 - верхній штовхач; 4 - нижній штовхач
Рис.44 - Двоелектродна ДСП постійного струму
1.28 Триелектродна ДСППС
Триелектродна ДСППС, пущена в експлуатацію у Франції, місткістю по рідкій сталі 85 т (маса плавки 75 т), висотою кожуха 2,8 м і діаметром - 5,8 м.
Піч обладнана трьома графітизованими електродами діаметром 500 мм, трьома подовими електродами, установлена потужність трансформатора 83 МВА, напруга дуги 570В, сила струму 40 кА, максимальна активна потужність 60 Мвт.
Продуктивність печі 1000 т/добу з доведенням її до 1500 т/добу. Витрата електроенергії складає 450—480 кВт•год/т, електродів 1,8—2,9 кг/т сталі.
Вертикальне розташування електродів у багатоелектродній печі приводить до надмірної концентрації тепла в центральній зоні печі й до перегріву бічної поверхні електродів. Істотні недоліки цих печей, обумовлені підвищеним і нерівномірним зношуванням футерівки печі, збільшеним опромінюванням бічної поверхні електродів, відсутністю інтенсивного перемішування металу спричинили необхідність розробки принципово нових ДСППС.
1.29 Чотириелектродна ДСППС
Першим кроком у цьому напрямку стало створення дугової печі типу Comelt (див. рис. 45). Електроди в ній розташовані на направляючих і пропущені через периферійну частину склепіння під кутом 45°. Склепіння з'єднане із шахтою, де відбувається підігрів брухту газами, що відходять. Дослідна 50-т піч має чотири графітизованих електроди діаметром 250 мм і розщеплений подовий електрод. Дуги довжиною 0,5—1,2 м горять по осі електродів. Кожна пара електродів живиться від свого трансформатора потужністю 48 МВА. Максимальне значення струму складає 29 кА, напруга — 850 В.
1 - футерівка печі; 2 - подовий електрод;
3 – металевий водоохолоджуємий корпус;
4 - шахта; 5 - патрубок для відводу газів;
6 – графітизований електрод; 7 - напрямна;
8 - водоохолоджуєме склепіння
Рис.45 - Схема чотириелектродної ДСППС типу Comelt
1.30 ДСП «Consteel» постійного струму з безперервним завантаженням металошихти
ДСП Consteel постійного струму з безперервним завантаженням металошихти, підігрітої в тунельній печі газами, що відходять (див. рис. 46), уперше була введена в експлуатацію в 1990 р. на заводі фірми Florida Steel, США.
Ємність печі 74 т, продуктивність 54 т/год при потужності трансформатора 24 мBА. За час роботи процес був значно вдосконалений: виключені паливно-кисневі пальники для підігріву брухту в тунельній печі, змінена система охолодження конвеєра, кисневі фурми, що витрачають, замінені на водоохолоджуємі, введене склепіння над завантажувальною частиною нагрівальної печі. У результаті в 1995 р. середня питома витрата електроенергії складає 389 кВт•год/т, кисню — 22 м3/т (без використання природного газу), електродів — 1,7 кг/т.
При підігріві брухту до 540° С отримана економія витрати електроенергії 109 кВт•год/т сталевої заготівки.
Аналогічні печі введені в експлуатацію на заводах Kyoei Stell, Японія (піч постійного струму із трансформатором потужністю 51 Мвт, ємністю 192 т), Nucor Steel, США (піч постійного струму із трансформатором потужністю 39 Мвт) і Jersey Steel, США (піч перемінного струму із трансформатором потужністю 35 Мвт).
Продуктивність цих печей склала відповідно 120; 92 і 82 т/ч при питомих витратах на 1 т сталі: електроенергії 320; 351 і 390 кВт • ч, кисню 34; 33,4 и 23 м3 и електродів 1,2; 1,3 и 1,75 кг.
1 — магнітний кран; 2 — завантажувальний конвеєр;
3 — підігрівник; 4 — піч; 5 — сталевіз
Рис.46 — ДСП Consteel
На установці фірми Nippon Steel Plant and Machinery Division (Японія) удосконалено нагрів брухту на конвеєрі.
Гарячі гази, що відходять, проходять крізь шар брухту, а не над ним, як у перших печах Consteel, що підвищує ефективність нагріву брухту.
Перевагами печі Consteel є зниження виділення шуму, викидів пилу на 40 % і значне зниження витрат виробництва. До недоліків цієї печі варто віднести необхідність ретельної підготовки металошихти до завантаження по розмірах шматків і більшу довжину естакади для завантажувального конвеєра.
1.31 Багатоенергетична ДСППС
У цей час розроблені конструкції надпотужних дугових печей, обладнаних водоохолоджуємими панелями стін і склепінням, паливно-кисневими пальниками й фурмами для вдмухування кисню й вугілля. Поєднання трьох основних джерел тепла: електричної дуги, ентальпії и шихти й палива - характерно для багатоенергетичної печі MEF (Multi-Energy-Furnace) (див. рис. 47). Печі такої конструкції характеризуються зменшенням вартості виробництва сталі, зниженням необхідної потужності джерела живлення й зменшенням ступеня шкідливого впливу на живильну мережу.
1 — футерована ванна печі; 2 — екерний випуск;
3 — водоохолоджуємий подовжений кожух печі;
4 — кисневі пальники; 5 — водоохолоджуєме склепіння;
6 — графітовий електрод-катод; 7 — робоче вікно;
8 — донні фурми; 9 — подовий електрод-анод
Рис.47 — Схема багатоенергетичної печі ДСППС
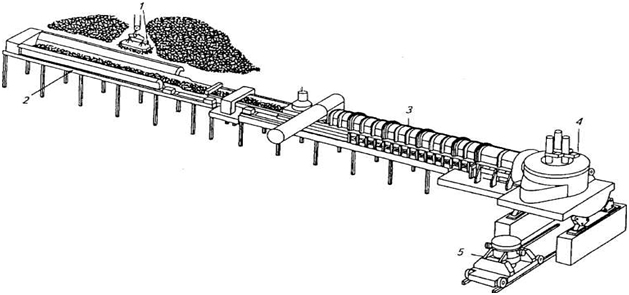
1.32 Паливно - дуговий сталеплавильний агрегат
Паливно-дуговий сталеплавильний агрегат (і двостадійний паливно-дуговий сталеплавильний процес у ньому) розроблений Челябінським науково-дослідним інститутом металургії (Росія) на підставі досвіду комбінованого використання в дугових печах електроенергії, газоподібного й твердого палива, а також теплоти технологічних газів, що відходять, для попереднього високотемпературного нагріву брухту.
У паливно-дуговий сталеплавильний агрегат входять ДСП і багатокамерний шахтний.
Піч обладнана екерними паливно-кисневими пальниками потужністю по 25-30 мВт кожна й фурмами для вдмухування вугілля й кисню. У стінах печі встановлені також кисневі фурми для доспалювання технологічних газів.
Плавка в паливно-дуговому агрегаті проводиться у дві стадії. На першій стадії брухт, уже підігрітий до ~ 700° С у нижній камері шахти, нагрівається в об'ємі печі до температури плавлення тільки за рахунок палива (природного газу й вугільного пилу), що спалюється в кисні. На другій стадії розплавлювання шихти й нагріву рідкої ванни проводяться при одночасному використанні електроенергії й порошкоподібного вугілля. За 4 хвилини до випуску плавки з метою гомогенізації складу ванни й вирівнювання її температури вдмухування вугілля припиняють і плавку доводять тільки на електричних дугах. Для 100 т печі розрахункова продуктивність 900 тис. т/рік.
За рахунок високотемпературного нагріву брухту технологічними газами й використання більших кількостей палива витрата електроенергії може бути знижена до 180 кВт•год/т, витрата електродів - до менш 1,2 кг/т. При цьому в порівнянні зі звичайною ДСП витрати первинної енергії на виплавку сталі можуть бути зменшені в 1,5 - 1,6 рази, що сприяє не тільки підвищенню економічної ефективності процесу, але й поліпшенню екології
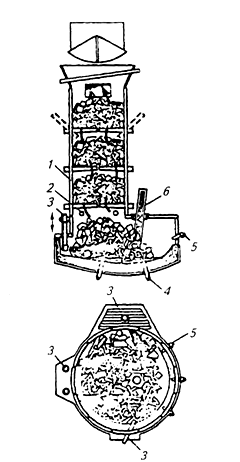
1 - шахта; 2 - газоповітряні пальники;
3 - високопотужні обертові паливно-кисневі пальники;
4 - подові фурми для вдмухування вугілля й кисню; 5 - стінові кисневі фурми;
6 - позацентровий графітизований електрод
Рис.1.48 - Паливно-дуговий сталеплавильний агрегат
1.33 Шахтна дугова піч із утримуючими пальцями
Шахтна дугова піч із утримуючими пальцями розроблена фірмою Fuchs Systemtechnik, Німеччина (див. рис. 49) . Шахта цієї печі в нижній частині обладнана водоохолоджуємими пальцями, що втримують брухт уже в період рафінування попередньої плавки. Після випуску сталі пальці «відкриваються» і гарячий брухт падає в рідку масу металу й шлаків, що залишилися від попередньої плавки, потім відразу в шахту завантажується другий кошик.
При плавці сталі в цій печі в шихту можуть входити металізовані окатиші, твердий або рідкий чавун або 100 % брухту. Показники роботи шахтних печей з утримуючими пальцями дуже високі, тому вони швидко знайшли застосування в усьому світі; в 1996 р. в експлуатацію введені дві такі печі, в 1997р. - три, в 1998 р. - шість печей і т.д.
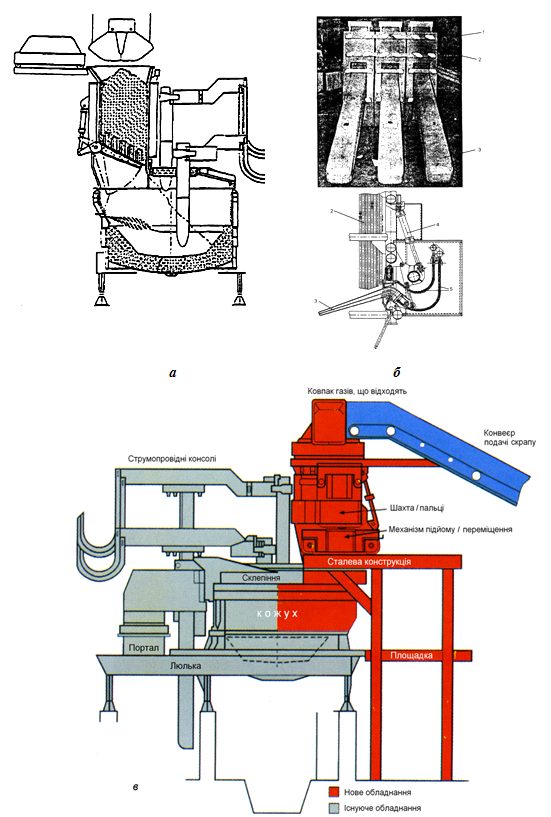
а – схема; б – загальний вигляд і схема пристрою утримуючих пальців;
в – реконструкція звичайної ДСП у шахтну піч
1 - камера підігрівника; 2 - водоохолоджуєма панель; 3 - водоохолоджуємі пальці;
4 - гідравлічний виконавчий механізм; 5 - система підводу й відводу води
Рис.49 - ДСП із утримуючими пальцями й безперервною подачею металошихти
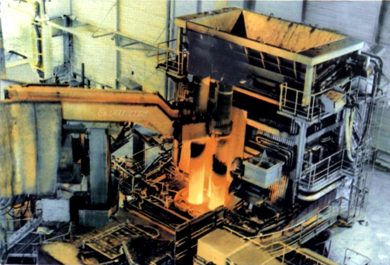
Рис.50 - Загальний вид шахтної ДСП із безперервним завантаженням
У результаті подальшого розвитку шахтної дугової печі з утримуючими пальцями з'явилася двокамерна шахтна дугова піч із утримуючими пальцями типу MSP (Multistage Scrap Preheater - багатокамерний підігрів брухту) конструкції фірми Mannesmann Demag Metallurgy, Німеччина.
Брухт у шахті цієї печі підігрівається у двох камерах, розділених утримуючими пальцями, що гарантує більш повне використання теплоти доспалювання технологічних газів. При роботі на шихті, що складається тільки з брухту, витрата електроенергії в такій печі складає менш 290 кВт год/т. Піч розрахована на використання в шихті рідкого чавуну, що дозволить додатково зменшити витрату електроенергії.
Загальний вигляд шахтної ДСП наведений на рисунку 50.
1.34 Двокорпусні дсп
Двокорпусна піч в порівнянні із двома печами тієї ж ємності забезпечує більшу економію капітальних витрат (мінімум 35 % без врахування витрат на спорудження підстанцій), а також скорочення тривалості плавки на 40% і зниження витрати електроенергії на 40 - 60 кВт•год/т. Вони працюють у багатьох країнах: Японії, США, Індії й ін. Залежно від величини садки, потужності трансформатора, типу шихти (лом, гарячі залізовмісні брикети, твердий чавун і т.п.) продуктивність таких печей коливається в межах 1,0—1,6 млн. т/рік.
Двокорпусна ДСП (див. рис. 51) являє собою плавильний агрегат, що складається із двох корпусів (А и Б).
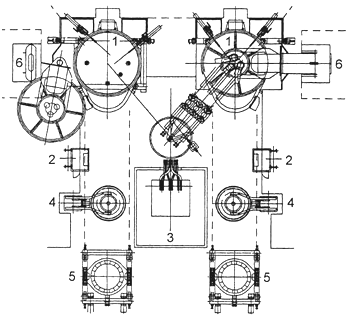
1 - корпус ванни ДСП (А, Б); 2 - пульт управління випуском сталі;
3 - трансформатор; 4 - підігрівник сталеливарного ковша;
5 - сталевіз; 6 - система газовідводу з попереднім підігрівом
Рис.51 - Схема розташування двокорпусної ДСП
В одному (А) провадять нагрів брухту за допомогою пальників, в іншому (Б) розплавляють нагрітий брухт електричними дугами. Одночасно на спеціальному стенді провадять попередній нагрів брухту в завантажувальному кошику за рахунок тепла газів, що відходять від обох печей.
Після випуску плавки із другої печі (Б), у неї завантажують із кошика попередньо нагрітий брухт і продовжують його додатковий нагрів за допомогою пальників. У печі А починають розплавлювання брухту електричними дугами.
На рисунку 52 наведені послідовність технологічних операцій у двокорпусній установці електроплавки сталі, а також електричний режим і регламент роботи продувних і інжекційних пристроїв у різні технологічні періоди роботи печей А и Б.

Рис.52 - Послідовність технологічних операцій у двохкорпусної ДСП ємністю 90 т, що працює на 100% металобрухту
Порівняльні показники роботи одно- і двокорпусної ДСП наведені в таблиці 2
Таблиця 2 - Порівняльні показники роботи одно- і двокорпусної ДСП
| Показник | Однокорпусна піч | Двокорпусна піч |
|---|---|---|
| Установлена потужність трансформатора, МВА | 60 | 60 |
| Продуктивність, т/рік | 660000 | 950000 |
| Витрата електроенергії, кВт-год/т | 420 | 400 |
| Економія витрат електроенергії: | ||
| - питома (кВт-год/т) | - | 20 |
| - річна (кВт-год) | - | 19000000 |
1.35 Двошахтні печі
Різновидом двокорпусних ДСП є двошахтні печі (див. рис. 53). Дві дзеркально встановлені шахтні печі ємністю по 90 тонн обслуговуються одним трансформатором потужністю 96 МВ • А з однією системою електродів. Піч обладнана дванадцятьма пальниками (по шість на кожен корпус) потужністю по 3 МВт, чотирма маніпуляторами, системами управління дугами, перемішування аргоном, подачі вапна й вуглецеутримуючих матеріалів. Чотири пальники розташовані в шахті, одна - у робочому вікні й одна – поблизу випускного отвору. У подині встановлено п'ять пористих вставок для продувки ванни азотом. Склепіння обладнані з’єднувальними патрубками із триходовим краном дросельного типу, що дозволяє спрямовувати частину газів, що відходять, від однієї печі в іншу. Послідовність роботи двошахтної печі представлена на рисунку 54, а - д.
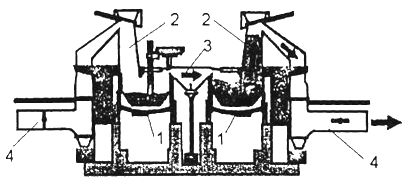
1 - ванна печі; 2 - шахта - підігрівник;
3 - відвід газу з печі; 4 - відвід газу на газоочистку
Рис.53 - Схема двошахтної ДСП
При випуску плавки з печі Б електродотримач переміщається до печі А, де починається розплавлювання шихти. На початковій стадії розплавлювання шихти в печі А, у печі Б починається завантаження. У цей період у піч Б завантажують 75 % завалки. Пальники в печі Б працюють на повну потужність. Коли в печі А йде рафінування металу газ, що відходить, направляють у піч Б для підігріву брухту на подині й у шахті.
У цей час у шахту печі Б завантажують залишок брухту. Коли піч А готова до випуску плавки, піч Б повинна бути повністю завантажена брухтом, щоб уникнути перерв в енергопідводі. Час допоміжних операцій при такій роботі зменшується до 3 хв і час під навантаженням досягає 92 % плавки. В 1995 р. середні питомі витрати на двошахтній ДСП цієї фірми при масі плавки 95 т склали: електроенергії 365 кВт•год, електродів 1,45 кг, кисню 30,0 м3, природного газу 8,0 м3, вугілля що завантажується, 11,5 кг, вугільного порошку 5,0 кг. Продуктивність печі склала 105 т/год.
Як приклад розглянемо роботу двошахтної печі заводу SAM Montertau (див. рис. 54).
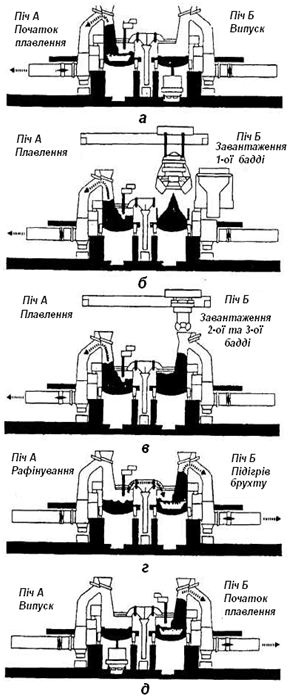
Рис.54 - Схема роботи двошахтної ДСП
1.36 Низькоенергетична електрична дугова піч фірми BSE(LEAF-BSE)
Це запатентована фірмою BSE (Badiche Stahl-Engineer Gmb) розробка ДСП (див. рис. 55).
Основа печі - кожух, футерівка, екерний випуск, механізм нахилу (в порівнянні з печами постійного або перемінного струму) звичайної конструкції. Піч відрізняється верхньою частиною кожуха. На нижню футеровану частину кожуха встановлено вгорі додатковий кожух для збільшення об'єму, заповнюваного металобрухтом. Це дозволяє забезпечити завантаження всього металобрухту за один прийом або здійснювати його підвалку в процесі плавки без відключення струму через верх печі. Електроди розташовані таким чином, що плавлення шихти відбувається поблизу подини. Металобрухт постійно підігрівається у верхній частині печі. Нагрів може бути інтенсифікований за рахунок організації доспалювання газів, що відходять, у верхніх горизонтах печі. Температура нагрітого металобрухту при цьому досягає 1000° С. Перевага указаної конструкції складається в концентрації тепла при плавленні брухту й концентрованому його підігріві, у високій ефективності теплопередачі й простоті конструкції печі. Розроблювачі прогнозують такі виробничі показники для ДСП місткістю 150 т: продуктивність - 200 т/год, тривалість плавки - 45 хвилин; питома витрата електроенергії - 270 кВт • год/т, споживання кисню - 35 нм3/т; споживання газу - 7 нм3/т; витрата електродів на печах перемінного струму - 1,2 кг/т, постійного - 0,8 кг/т.
1.37 Машини й механізми для завантаження й гарячого ремонту дугових печей
1.37.1 Загальні відомості
Завантаження металевої шихти у всіх сучасних електросталеплавильних цехах здійснюють мостовим електричним краном через верх печі за допомогою саморозвантажної бадді.
Сипучі шлакоутворюючі матеріали (руду, вапно, плавиковий шпат і ін.) і легуючі добавки завантажують у більшості випадків мульдами, застосовуючи кранові або підлогові завантажувальні машини.
У цей час для завантаження сипучих матеріалів почали широко використовувати машини кидального й інерційного типів.
Механізований гарячий ремонт електропечей виконують заправними й торкретуючими машинами або за допомогою пневматичного пристрою, що навішується на хобот завантажувальної машини.
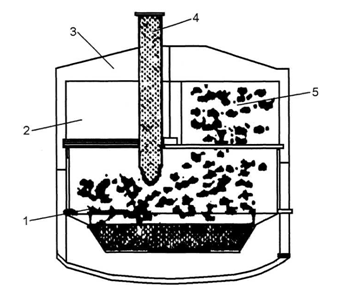
1 - нижня частина кожуха ванни печі;
2 - верхня частина кожуха ванни печі;
3 - склепіння печі;
4 - електроди;
5 - об'єм ванни печі для завантаження металобрухту
Рис. 55 — Низькоенергетична дугова електропіч
1.37.2 Завантажувальні бадді
Сучасні електропечі великого об'єму завантажують за допомогою бадді із ланцюговим або грейферним днищем, що розкривається. На рисунку 56 показана баддя із циліндричним корпусом 2 і днищем 3 з ланцюгових секторів.
Баддя підвішується на кран за допомогою траверси й ланцюгових стропів за гаки 1.
Всі сектори закінчуються в центрі бадді кільцями 4, через які пропущений сталевий трос. Кінці троса закріплюються на секторі із замком 5 чекою 6, що втримується в замку пружиною. Днище бадді при цьому закривається.
При висмикуванні чеки із замка ланцюгом 7 із гаком 8, на який впливає допоміжний механізм підйому крана, кінці троса роз'єднуються й при підйомі бадді нагору сектори розходяться - днище бадді розкривається. У міру підйому бадді з печі матеріали поступово вивантажуються на подину й вогнетривку кладку печі при завантаженні не руйнують. Зборка й замикання секторів ланцюгового днища бадді провадяться на спеціальному стенді, а її завантаження - на піддоні у вигляді сідла для посадки.
Баддю із днищем, що розкривається, у вигляді щелеп із-за великих розмірів доводиться розкривати високо над ванної печі, що викликає значні удари шихти при її висипанні об подину печі.
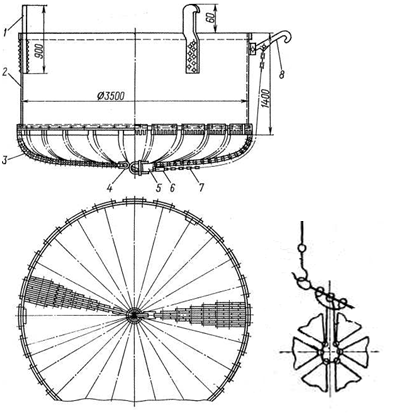
Рис. 56 — Завантажувальна баддя
1.37.3 Завантажувальні машини
Завантажувальні машини електросталеплавильних цехів призначені для завантаження в електропіч через робоче вікно сипучих матеріалів і легуючих добавок за допомогою мульд, з'єднаних спеціальним замком з хоботом машини.
В електросталеплавильних цехах застосовують завантажувальні машини кранового типу з електромеханічними приводами механізмів і підлогового типу з гідравлічними приводами механізмів.
1.37.4 Мульди
Мульда (див. рис. 57) являє собою металеву коробку з відкритим верхом. На торці мульди виконаний замок для захвата її хоботом завалочної машини, мульди виготовляють зі сталі литими.
Мульди ємністю 0,5÷3,3 м3 мають довжину 1,9÷2,8 м, ширину 0,65÷1,4 м, висоту 0,5÷1,15 м. Ці мульди вміщають від 2 до 12 тонн матеріалів.
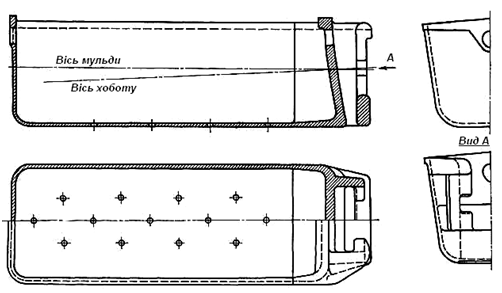
Рис. 57 — Мульда
Замок мульди 4 (див. рис. 58) являє собою кишеню, у якої в зовнішній торцевій стінці зроблений хрестоподібний наскрізний проріз. По вертикальному прорізу в кишеню опускається головка 1 хобота 3 з поперечною замковою планкою 2. Ця планка висувається за допомогою тяги 5, заходить у горизонтальний проріз мульди й замикає її на кінці хобота.
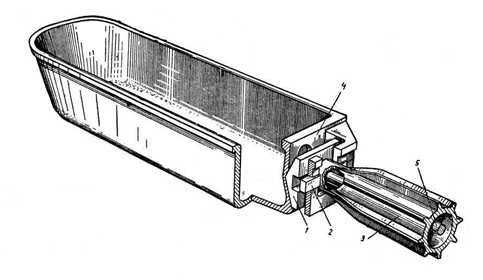
Рис. 58 — Замок мульди (загальний вигляд)
1.37.5 Кранові завантажувальні машини
Кранові завантажувальні машини мають вантажопідйомність 1,5/10; 1,5/20; 3/10; 5/20 і 8/20 т. Перша цифра позначає вантажопідйомність машини на хоботі, друга - вантажопідйомність допоміжного візка. На рисунку 1.59 показана кранова завантажувальна машина вантажопідйомністю 5/20 т.
Машина складається з таких основних вузлів: моста 5, головного (завантажувального) візка 3 із шахтою 4 колоною 5, кабіною 6 і хоботом 7, допоміжного візка 1, а також механізмів: пересування мосту 2, пересування головного візка, вертикального переміщення колони, обертання колони, обертання хобота, хитання хобота й замикання мульди. Головний і допоміжний візки пересуваються по спільній рейковій колії, розташованій на верхньому поясі головних ферм мосту.
При завантаженні електропечі кранова завантажувальна машина переміщається уздовж прольоту цеху для установки хобота точно над замком навантаженої мульди, розміщеній на стелажі балкона робочого майданчика. Мульду замикають на хоботі, піднімають і подають до робочого вікна печі обертанням колони з кабіною 4 і хоботом щодо вертикальної осі на 180°. Рухом головного візка мульду вводять у пічний простір.
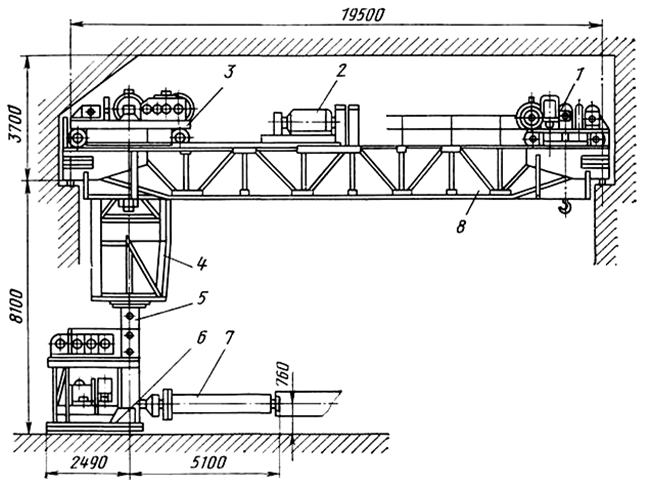
Рис. 59 — Кранова завалочна машина вантажопідйомністю 5/20 т
При обертанні хобота на 360° навколо поздовжньої осі шихта висипається з мульди в піч. Зворотним рухом візка мульду виводять із печі й поворотом хобота на 180° встановлюють на стелаж, а хобот виводять із кишені мульди.
За допомогою допоміжного візка виконують роботи з ремонту печей і допоміжні технологічні операції в пічному прольоті.
Всі механізми машини обладнані електроприводами, за винятком механізму замикання мульди, що має ручний привід.
Міст машини звареної конструкції складається із двох головних і двох допоміжних ферм і кінцевих балок, у які вмонтовані ходові колеса. З однієї сторони уздовж моста перебувають струмоведучі тролеї, по яких подається струм до електродвигунів механізму пересування візка, з іншого боку - механізм пересування мосту крана.
Механізм пересування 2 мосту складається з електродвигуна, одноступінчастого циліндричного редуктора й двох відкритих зубчастих передач, встановлених на привідних ходових колесах.
1.37.6 Головний візок кранової завалочної машини
До рами 16 головного візка (див. рис. 60) прикріплена ґратчаста шахта 23, що служить напрямною для колони 21. У верхній частині колона підвішена до візка, а до нижньої частини колони кріпиться кабіна 30 з хоботом 24.
На рамі головного візка змонтовані механізми підйому колони з кабіною, повороту кабіни й пересування візка. У кабіні, що складається з верхньої й нижньої площадок, жорстко пов'язаних між собою, розміщаються механізми хитання хобота, обертання хобота й стопорний механізм.
1.37.7 Механізм підйому колони
Для підйому й опускання колони з кабіною використовується кривошипно-повзуний механізм. Складені шатуни 11 (див. рис. 60) приводяться в рух від електродвигуна 14 через триступінчастий циліндричний редуктор 15 і дві пари зубчастих передач 13, на колесах 12 яким ексцентрично закріплені пальці кривошипів. Верхня частина колони (головка) підвішена на траверсі 6 за допомогою опорного шарикопідшипника. Довгасті пази в складених шатунах охороняють механізм від поломки при випадковому опусканні кабіни на які-небудь перешкоди. Для підведення струму до кабіни на траверсі 6 встановлений кільцевий струмознімач.
У порівнянні з іншими типами механізмів підйому кабіни - ланцюговим і канатним - шатунний механізм має переваги великої надійності й простоти конструкції.
1.37.8 Механізм обертання колони
Колона разом з кабіною обертається навколо вертикальної осі на 360°.
Електродвигун 10 через зубчасту муфту й черв'ячний редуктор 8, усередині якого вмонтована муфта граничного моменту 9, передає обертання вертикальному валу 7 і зубчастій передачі 20. Крізь маточину привідного зубчастого колеса 17 вільно проходить порожня колона квадратного перетину 21. Така конструкція дозволяє робити обертання колони при одночасному її поступальному русі від механізму підйому.
Горизонтальні зусилля на колону сприймаються двома радіальними підшипниками 19 і 22, розташованими у верхній і нижній частинах шахти. Конструктивно верхня опора виконана в такий спосіб. Обойма 18 скріплена із привідним зубчастим вінцем 17. Усередині обойми вставлені бронзові накладки, по яких переміщаються напрямні колони.
1.37.9 Механізм хитання хобота
Призначений для захвата й переміщення мульди у вертикальній площині.
Привід механізму хитання хобота розташований на верхньому майданчику двоповерхової кабіни. Вісь хитної рами 26 закріплена в опорах нижнього майданчика. Коливальний рух хоботу повідомляється від здвоєного коромислового чотирьохланкового механізму 29. Привід механізму складається з електродвигуна 32, гальма, триступінчастого редуктора 31 і двох кривошипів 33, закріплених на веденому валу редуктора. Частота хитання хобота 12,6 хитань у хвилину.
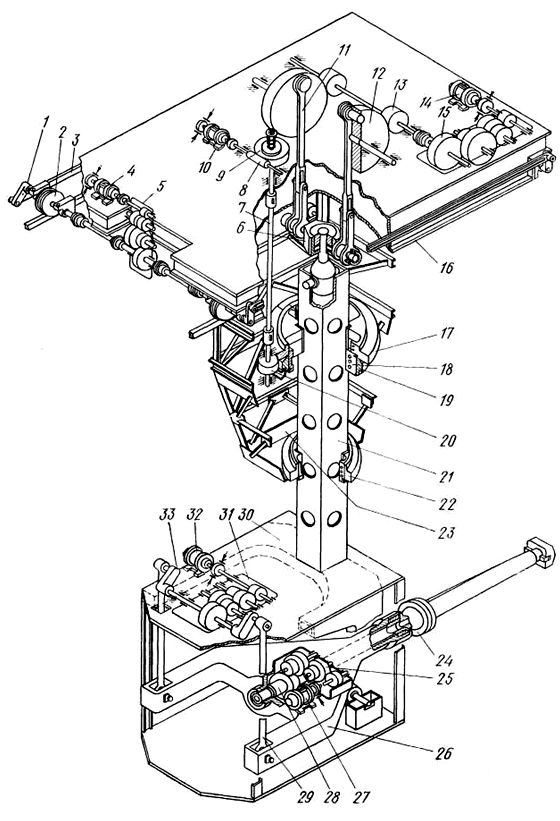
Рис. 60 — Кінематична схема механізмів головного візка
1.37.10 Механізм обертання хобота
Призначений для розвантаження мульди.
Привід механізму обертання розташований на вилкоподібній рамі 26 і складається з електродвигуна 27, триступінчастого редуктора 25 (деякі конструкції обладнані черв'ячними редукторами) і гальма.
Частота обертання хобота 15 про/хв. З'єднання хобота 24 з мундштуком 28 здійснюється за допомогою фланців.
У результаті застосування черв'ячного редуктора привід механізму обертання хобота більш компактний, менший по масі й розміщається на невеликому кронштейні, привареному до хитної рами (див. рис. 61).
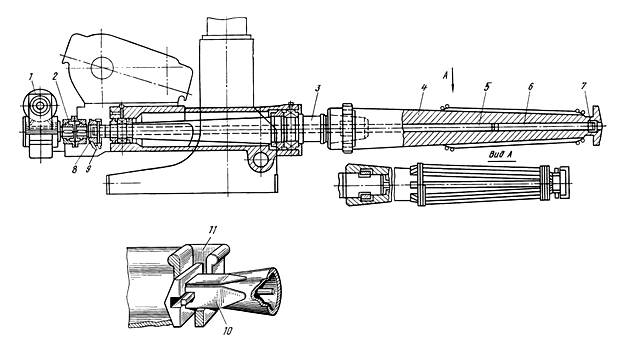
Рис. 61 — Механізми обертання хобота й замикання мульди
Шпиндель 3 хобота встановлений у хитній рамі на двох дворядних конічних роликових підшипниках і з'єднаний з одного кінця зубчатою муфтою 2 з вихідним валом черв'ячного редуктора 1. Хобот 4 насаджений на інший конічний кінець шпинделя й закріплений клинами.
Для захисту хобота від термічної утоми внаслідок періодичного впливу на нього високих температур у процесі завалки шихти в піч його виготовляють кованим зі сталі 45 з ребрами й захищають спіраллю із прутка діаметром 16 мм зі сталі 15, щільно намотують навколо ребер на деякій відстані від зовнішньої поверхні.
1.37.11 Механізм замикання мульди
Закріплюють мульду на кінці хобота за допомогою стопора 7 (див. рис. 61). Попередньо квадратна головка 10 хобота для захвата мульди вводиться в спеціальну її кишеню 11. За допомогою тяги 6 стопор уводиться в паз кишені мульди. Тяга стопора з'єднана штоком 5 з муфтою 8, що переставляється для замикання або розмикання мульди важелем 9, що діє від механічного або ручного привода.
Мастилом у каналі шпинделя для повертально-поступального руху штока тяги служить графітний порошок.
1.37.12 Гідравлічна підлого-завантажувальна машина
Через те, що кранові завантажувальні машини встановлені на тих же підкранових коліях, що й мостові крани, вони можуть заважати один одному виконувати ті або інші технологічні операції. Крім того, розглянуті вище машини кранового типу конструктивно складний і ремонт їх трудоємкий. Тому в нових електросталеплавильних цехах використовують підлогові безрейкові машини з гідроприводами механізмів (див. рис. 62), що переміщаються по настилу робочого майданчика. Ці машини компактні, автономні й мають більшу маневреність.
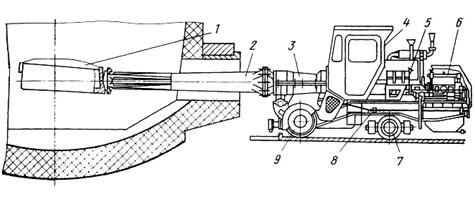
Рис. 62 — Гідравлічна підлого-завантажувальна машина
Машина складається з таких основних вузлів: рами 8 (див. рис. 62), двигуна 5 внутрішнього згоряння, насосної установки 6, рами, що гойдається 3 з мундштуком, із хоботом 2 і мульдою 1, неприводної пари коліс 9, привідної пари коліс 7 і кабіни 4, а також механізмів обертання хобота, хитання хобота, замикання мульди, пересування й повороту машини. Приводи всіх механізмів гідравлічні. Устрій механізмів показаний на кінематичній схемі (див. рис. 63).
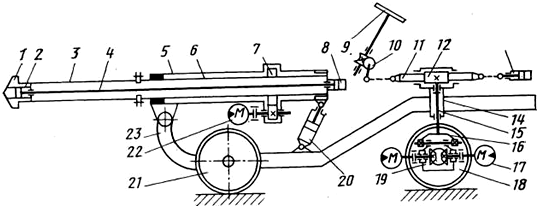
Рис. 63 — Кінематична схема механізмів підлого-завантажувальної машини
Механізм обертання хобота 3 (див. рис. 63) складається із циліндричної зубчастої передачі, колесо 7 якої жорстко пов'язане з мундштуком 6, встановленим у хитній рамі 5 на підшипниках кочення. З'єднання хобота й мундштука фланцеве на болтах. Обертання зубчатій парі повідомляється гідродвигуном 22.
Хитання хобота здійснюється разом з рамою 5, з'єднаної шарнірно з основною рамою 23, від двох гідроциліндрів 20. Рама 23 спирається на неприводні колеса 21 і привідні колеса 18.
Механізм замикання мульди складається з рухомого сухаря 2, що притискає мульду до голівки 1 хобота, і штока 4, що з'єднує сухар з гідроциліндром 8.
Механізм пересування машини складається з конічної передачі й конічного диференціала, змонтованих у корпусі заднього моста 19 і приводять у рух двома гідродвигунами 17. На пустотілі осі заднього мосту на підшипниках кочення посаджені ходові колеса 18. Диференціал дозволяє забезпечити кочення ходових коліс без проковзування при різній швидкості обертання коліс при повороті машини.
Поворот машини здійснюється від кермового механізму, що складається із глобоїдної черв'ячної передачі 10, зубчастої рейки 11, зв'язаної з передачею важелями й, що знаходиться в зачепленні із шестірнею 12, посадженої на вал 15, встановлений у стакані 14 поворотної вилки 16. Вилка з'єднана з корпусом заднього мосту 19.
При повороті керма 9 рух передається зубчатій рейці, що за допомогою гідропідсилювача 13, який зменшує зусилля на кермо, повертає через вал і вилку задній міст із ведучими колесами.
1.37.13 Інші машини для подачі сипучих матеріалів у піч
При подачі сипучих шлакоутворюючих матеріалів, мульдами не забезпечується рівномірність розподілу матеріалів по поверхні ванни. Тому для цих цілей застосовують машини кидального (роторно-стрічкового) і інерційного типу, із розсівом сипучих матеріалів, що подають в піч, по значній площі ванни.
На рисунку 64 показана стрічкова завантажувальна машина, що дозволяє завантажувати матеріали без відключення печі, і регулювати напрям подаваного матеріалу у вертикальній і горизонтальній площинах. Машина переміщається по рейковій колії на робочому майданчику в напрямку робочого вікна. Основними вузлами й механізмами машини є рама 3 зварені конструкції, знімний двосекційний бункер 4, стрічковий кидальний механізм 14, механізм регулювання напряму у вертикальній і горизонтальній площині 13, механізм пересування машини 10 й тензометричний пристрій, що зважує, із циферблатним покажчиком 6 маси матеріалу в бункері.
Кожний із двох відсіків бункера обладнаний щелепним затвором 2 з гідравлічним приводом, що служить для регулювання кількості матеріалу, який подається в кидальний механізм. Для ліквідації зависання матеріалу в бункері на його стінках встановлений електровібратор 5.
Кидальний стрічковий механізм складається із ґратчастої метальної голівки 16, привідного ролика 15, барабана й обгинаючої нескінченної стрічки 17. Привід кидального механізму складається з електродвигуна з регульованою частотою обертання й клиноремінної передачі.
Відстань, на яку потрібно кинути матеріали, змінюють перемиканням трьох швидкісного електродвигуна на різну кількість оборотів і, отже, зміною швидкості руху стрічки
Розкид матеріалу в поздовжньому напрямку (по осі робочого вікна) досягається коливальним рухом нижньої області стрічки у вертикальній площині механізмом 13, що складається з хитного гідроциліндра й важільної системи.
Механізм здійснює коливальний рух розтруба , переднього ролика й нижньої області стрічки. Кут нахилу стрічки до горизонталі може змінюватися від 10 до 30°.
Кидальний механізм із приводом змонтований на поворотній платформі 11 важільним механізмом з хитним гідроциліндром (на рисунку не показаний), що може повертатися в горизонтальній площині на 10° у кожний бік від осі машини. Цим досягається регулювання напряму матеріалу в поперечному направленні.
Коливальний рух платформи в горизонтальній площині здійснюється безупинно автоматично за допомогою кінцевих вимикачів. Кидальний механізм у будь-якім положенні може бути зупинений натисканням кнопки на пульті управління.
Машина переміщається на чотири підресорених ходових колесах 8. Механізм пересування 10 складається із триступінчастого редуктора, електродвигуна й гальма. Струм підводиться до машини гнучким кабелем 9, що змотується з кабельного барабана. Гідроприводи отримують живлення від маслонапірної установки 7. Постійний тиск масла в гідросистемі підтримується пружинним гідроакумулятором 12. Дальність кидання матеріалу до 11 м.
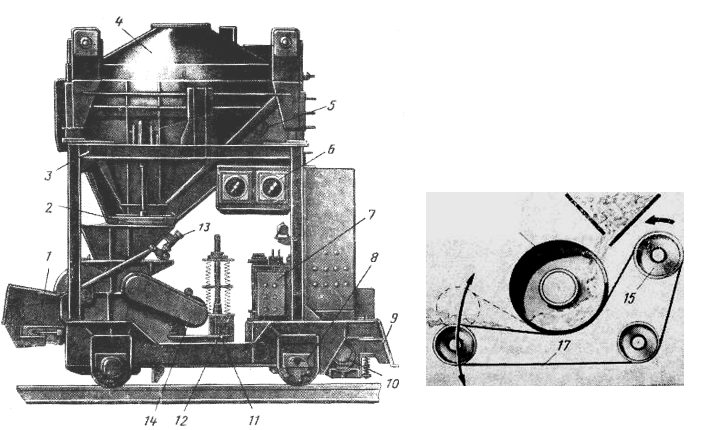
Рис. 64 — Стрічкова завантажувальна машина
Кидальний роторно-стрічковий механізм (див. рис. 65) складається із привідного ротора 4 (барабани) з лопатками 2, нескінченної стрічки 7 і направляючих роликів 6, механізму натягу стрічки 1.
Матеріал подається в ротор по його осі 3, захоплюється лопатками, переміщається по них до стрічки під дією відцентрових сил і потім при русі разом зі стрічкою викидається назовні. У поздовжньому напрямку (по осі робочого вікна) у вертикальній площині струмінь матеріалу регулюють поворотом корпуса 5 кидального механізму навколо його горизонтальної осі за допомогою гвинтової стяжки 8. Дальність кидання змінюють переміщенням машини.
Для завантаження печей, що виплавляють синтетичні шлаки, застосовують машину з інерційним конвеєром. Конвеєр, встановлений на пересувну раму, являє собою підвішену на важелях трубу, через яку сипучий матеріал, що подається з бункера в один кінець труби, переміщається по ній за рахунок вібрації. Вібрація передається трубі в осьовому напрямку від електромеханічного вібратора, що складається з електродвигуна, клиноремінної передачі, на веденому валу якої посаджений ексцентрик, пов'язаний із трубою шатуном. Машина переміщається перед піччю по рейках.
1.37.14 Машини для гарячого ремонту футерівки дугових печей
Гарячий ремонт футерівки печей проводять із метою відновлення футерівки, ушкодженої в результаті механічного, хімічного й температурного впливів.
Гарячий ремонт виконують двома основними способами - заправленням і торкретуванням. Для заправлення використовують обпалений доломіт і магнезитовий порошок, що добре приварюються до нагрітої футерівки. Заправлення стін і подини здійснюють механізованим способом із застосуванням спеціальних заправних машин. На ряді заводів заправлення провадять за допомогою пневматичних пристроїв, що подають матеріал струменем стисненого повітря.
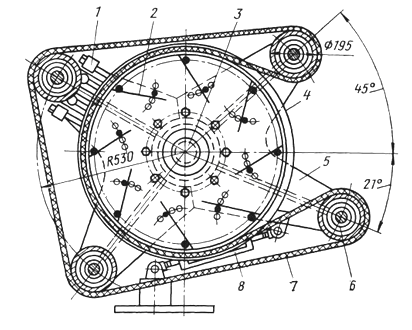
Рис. 65 — Роторно-стрічковий кидальний механізм
1.37.15 Мульдозаправочний пневматичний пристрій
У цьому пристрої як ємкість для заправного матеріалу використовують мульду (див. рис. 66).
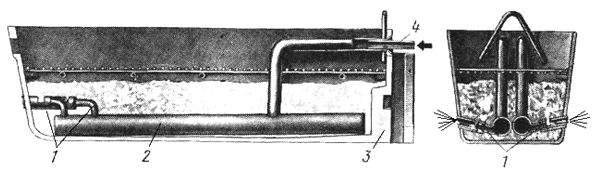
Рис. 66 — Мульдозаправочний пристрій
На дно мульди 3 укладають два колектори 2, з якими з'єднані напрямні патрубки 1 із прорізами. З торцевої частини мульди до кожного колектора підведена труба, у яку вставляють шомпол 4 з подачею стисненого повітря. Мульда заповнюється магнезитовим порошком, навішується на хобот завантажувальної машини й уводиться в піч. Повітря надходить із цехової магістралі. Магнезитовий порошок просипається в прорізі направляючих патрубків, підхоплюється потоками стисненого повітря й подається на ушкоджені ділянки футерівки.
По ходу заправлення мульду переміщають по осі печі від робочого вікна до сталевипускного отвору й назад. Після заправлення однієї частини печі шомпол вставляють в інший отвір і, ведеться заправлення іншої частини печі.
Наявність 16 - 20 патрубків забезпечує заправлення по всьому її периметру. Для зменшення охолодження футерівки замість повітря іноді використовують газокисневу суміш.
1.37.16 Стаціонарний пневмозаправочний пристрій
Стаціонарний пневмозаправочний пристрій (див. рис. 67), встановлюваний на робочому майданчику перед піччю, складається з бункера 2, затвора 8, ежекційного сопла 4 з патрубком 3, вентиля вводу повітря 7, робочих вентилів 5, вологовідокремлювача 6.
Принцип дії заправного пристрою заснований на ежекції магнезитового порошку стисненим повітрям. Через лійку 1 у бункер завантажують заправний матеріал, після чого він щільно закривається затвором 8.
При послідовному відкритті вентиля 7 підведення повітря й робочих вентилів 5 магнезитовий порошок з нижньої частини бункера викидається стисненим повітрям через сопло 4, проходить по шлангу, вилітає із заправного патрубка 3 і потрапляє на ушкоджену ділянку. Для заправлення передніх укосів печі на заправний патрубок надягають спеціальний скривлений наконечник. Регулювання подачі заправних матеріалів здійснюється за допомогою вентилів 5.
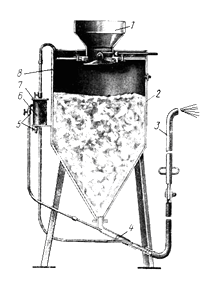
Рис. 67 — Пневмозаправочний пристрій
1.37.17 Заправна машина відцентрового типу
Більш прогресивним пристроєм для заправлення електропечей є високопродуктивна машина відцентрового типу (див. рис. 68).
Основними її вузлами є: циліндроконічний бункер 5, кидальний механізм, що складається з електродвигуна 1, метального диска 8 з торцевими лопатками й вертикальним валом 4, поміщеного в захисну трубу 9. Бункер у верхній частині має траверсу 10, до якої прикріплена скоба 2 для переносу бункера гаком крана.
При заправленні бункер, підвішений на крані, уводять при відведеному склепінні в піч і включають кидальний механізм.
Матеріал 6 з бункера попадає на диск 8, що обертається електродвигуном 1, за рахунок чого відкидає матеріал на стінки печі. Товщину шару матеріалу регулюють швидкістю вертикального переміщення бункера, а кількість матеріалу, що подається на диск, - переміщенням по висоті телескопічного патрубка 7. Струм підводить гнучким кабелем 3.
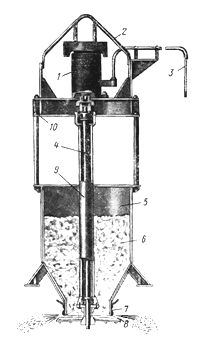
Рис. 68 — Відцентрова заправна машина
1.38 Плавка в електродугових сталеплавильних печах
1.38.1 Етапи плавлення металів у дуговій печі
На рисунку 69 схематично показані послідовні етапи плавлення металу в дуговій печі.
Рис. 69 — Послідовні етапи плавлення металу в дуговій печі
Процес умовно розбитий на чотири етапи, причому для спрощення показаний тільки один із трьох електродів 2.
I етап — дуги 3 горять на поверхні шихти 1, (яка поступово розплавляється біля кожного із трьох електродів. У цей період значна частина тепла випромінюється на склепіння і задля запобігання його оплавлення до електродів підводять струм помірної потужності;
II етап — електроди в міру розплавлювання шихти автоматично опускаються й дуги занурюються у шихту, при цьому потужність струму, що підводиться до електродів, збільшується;
III етап — електроди пропалюють у шихті колодязі й дуги горять між шаром рідкого металу, що перебуває на подині печі й електродами. Кількість рідкого металу збільшується, а довжини дуг зменшуються, електроди при цьому автоматично піднімаються й шихта між електродами розплавляється;
IV етап — майже вся шихта розплавлена й електричні дуги горять відкрито над поверхнею шлаків 4 і рідкий метали 5, сприймання тепла якими значно менше, ніж твердої шихти. Випромінювання тепла на стінки й склепіння печі збільшується й щоб уникнути підплавлення кладки потужність струму, що підводиться до електродів знижується.
1.38.2 Хід плавки в основній дуговій печі на вуглецевій шихті з окислюванням
Існує кілька різновидів плавки в дугових сталеплавильних печах: з повним окислюванням домішок; переплав легованих відходів без окислювання; плавка на рідкому напівпродукті (дуплекс - процес) і ін.
Шихта при плавці з повним окислюванням складається, головним чином, зі сталевого брухту й чавуну, а також шлакоутворюючих (вапно, вапняк, плавиковий шпат, шамотний бій).
Плавка включає такі основні періоди (див. рис. 70): заправлення печі, завантаження шихти, плавлення, окислювальний період, відновлювальний період, випуск.
Заправлення печі виконується для підтримки футерівки плавильного простору в робочому стані. Для цього після випуску чергової плавки на ушкоджені місця подини й укосів (місця переходу подини печі в стіни) за допомогою заправної машини закидають сухий магнезитовий порошок, а у випадку великих пошкоджень - порошок з добавкою пеку або смоли.
Завантаження (завалку) шихти починають відразу після закінчення заправлення. Завалку шихти здійснюють зверху за допомогою завантажувального кошика (бадді).
Плавлення. Після закінчення завалки склепіння з електродами встановлюють на піч, електроди опускають і включають струм. Під дією високої температури електричної дуги шихта плавиться спочатку під електродами, рідкий метал стікає вниз і накопичується в центральній частині подини. Поступово відбувається повне розплавлювання шихти. Для прискорення плавлення шматків шихти, що переплавляється, з укосів печі зіштовхують їх у зону електричних дуг. Характерною рисою першого періоду плавлення є проплавлення «колодязів» у шихті, у які опускають електроди (або одного «колодязя» у надпотужних печах). У період плавлення відбувається утворення шлаків як за рахунок присадок вапна, так і за рахунок окислювання елементів, що входять до складу шихти. За час плавлення повністю окисляється кремній, 50-60 % марганцю, частково окисляються вуглець і залізо, окисляється фосфор.
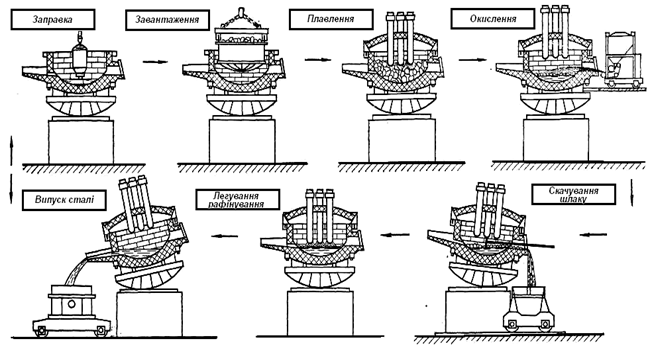
Рис. 70 — Технологічна схема виробництва сталі в дуговій сталеплавильній печі
Часто для прискорення плавлення використовують поворот корпуса печі на ± 40°, підігрів шихти поза піччю (у завантажувальній бадді), або в печі за допомогою паливних пальників. Також після розплавлювання більшої частини шихти застосовують продувку киснем за допомогою фурм і трубок. Окислювання заліза, марганцю, кремнію протікає з виділенням значної кількості тепла, що прискорює розплавлювання залишків металевого брухту.
Окисний період плавки призначений для зменшення вмісту в металі фосфору до 0,01 - 0,015 %, зменшення вмісту в металі водню й азоту, нагріву металу до необхідної температури (на 120-130° С вище температури плавлення). Для окислювання домішок використовують тверді окислювачі (залізна руда, агломерат), а також газоподібний кисень і аргон (див. рис. 71).
Як відомо, аргон не розчиняється в рідкій сталі, тому при продувці металу аргоном в об'ємі рідкої сталі утвориться велика кількість бульбашок, які інтенсивно перемішують метал і виносять на його поверхню неметалічні включення *. Присадка руди або продувка киснем і аргоном викликають інтенсивне окислювання вуглецю, і бульбашки СО, що виділяються при цьому, створюють активне кипіння ванни.
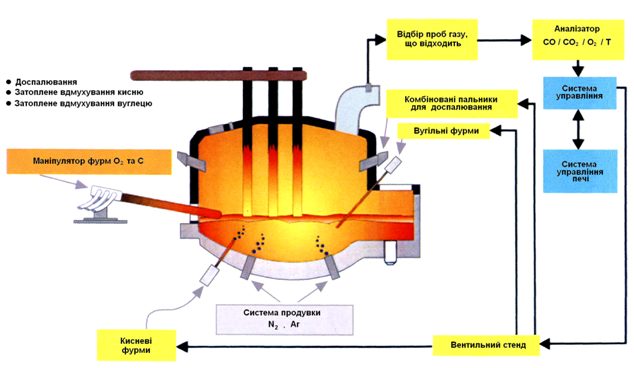
Рис. 71 — Схема сучасної ДСП
Це сприяє швидкому нагріванню металу, видаленню газів (дегазації) - водню й азоту, а також неметалічних включень*.
Окислювальний період закінчується, коли вміст вуглецю стає трохи нижче заданої межі, вміст фосфору нижче 0,01 %. Наприкінці окислювального періоду повністю видаляють із печі шлаки.
Відео 2 — Технологія виплавки сталі в ДСП
Відновлювальний період плавки має на меті розкислення металу, видалення сірки, доведення хімічного складу сталі до заданого, регулювання температури. Всі ці задачі вирішуються паралельно протягом усього відновлювального періоду. Після повного видалення окисних шлаків у піч присаджують шлакоутворюючі суміші разом з розкислювачами, тобто наводиться новий шлак (карбідний або білий).
У якості розкислювачів зазвичай використовують феромарганець, феросиліцій, алюміній. У піч присаджують також легуючі добавки для вводу в метал необхідних легуючих елементів.
Після цього метал випускають із печі у встановлений під жолобом сталеливарний ківш, для чого піч нахиляють убік сталевипускного отвору. При необхідності в ковші можна проводити додаткове розкислення й легування сталі. Так здійснюється двошлаковий процес виплавки.
Плавка на шихті з легованих відходів заснована на переплаві без окислювання. Шихта для такої плавки складається з таким розрахунком, щоб по розплавлюванні в металі вміст вуглецю був на 0,05 - 0,1 % нижче заданої марки сталі у зв'язку з тим, що при легуванні й розкисленні вміст вуглецю збільшується. Шихта складається тільки з відходів легованих сталей, що утворяться безпосередньо як на даному металургійному заводі, так і поступають з машинобудівних підприємств. При складанні шихти прагнуть використати максимальну кількість відходів даної марки сталі або близьких до неї інших марок.
Таке раціональне використання відходів дає більшу економію легуючих елементів, електроенергії й підвищує продуктивність електропечей.
На плавках методом переплаву відсутній окисний період. При правильному розрахунку шихти після розплавлювання відразу починається відбудовний період, метал розкислюють, додають деякі легуючі добавки й випускають.
Плавка методом переплаву легованих відходів значно коротше в порівнянні зі звичайною плавкою.
Відео 3 — Відновлювальний період плавки в ДСП
1.38.3 Виплавка сталі в кислих електродугових печах
Електродугові печі з кислою футерівкою зазвичай використовуються при виплавці сталі для фасонного лиття. Ємність їх складає від 0,5 до 6,0 - 10 т. Кисла футерівка більш термостійка й дозволяє експлуатувати піч із урахуванням умов перериваної роботи багатьох ливарних цехів машинобудівних заводів. Основнім недоліком печей з кислою футерівкою є те, що під час плавки з металу не видаляються сірка й фосфор. Звідси, дуже високі вимоги до якості застосовуваної шихти по вмісту цих домішок.
Плавлення в кислій печі триває приблизно (50 - 70 хв). В окисний період видаляється менша кількість вуглецю (0,1 - 0,2 %) і з - за підвищеного змісту Fe у шлаку метал кипить без присадок залізної руди.
Вміст (SiО2) у шлаку до кінця окислювального періоду підвищується до 55 - 65 %.
Коли метал нагрітий, починається відновлення кремнію за реакцією:
(SiО2) + 2[C] = [Si] + 2COгaз
До кінця окисного періоду вміст Si у металі збільшується до 0,2—0,4%.
Розкислення сталі перед випуском може проводитися як у печі, так і в ковші.
Відео 4 — Виплавка сталі в фасоно-ливарних цехах
1.39 Індукційні печі
1.39.1 Загальні відомості
Індукційні печі знайшли широке застосування при виплавці сталі в цехах дрібного лиття. У цей час випускаються печі: високочастотні (100 - 200 кГц), середньої частоти (500 - 1000 Гц), промислової частоти (50 Гц).
В індукційній печі метал розплавляють у тиглі, розташованому усередині індуктора, що являє собою спіраль із декількома витками зі струмопровідного матеріалу. Через індуктор пропускають перемінний струм; створюваний при цьому усередині індуктора перемінний магнітний потік наводить у металі вихрові струми, які забезпечують його нагріву й плавлення.
Щоб надмірно не збільшувати потужність живильного піч генератора в схему печі включають конденсатори, що компенсують індуктивний опір індуктора. Чим вище частота, тим менше потрібна ємність конденсаторної батареї.
Важливою особливістю індукційних печей є інтенсивна циркуляція рідкого металу, викликувана взаємодією електромагнітних полів, порушуваних з одного боку струмами, що проходять по індуктору й, з іншого, вихровими струмами в металі.
Явище нагріву металевих тіл у перемінних магнітних полях стало відомо ще в епоху перших робіт Фарадея над електромагнітною індукцією. Струми індукції, що виникають під впливом перемінного магнітного поля й які нагрівають їх, отримали назву струмів Фуко (по імені вченого) або вихрових струмів. Застосування вихрових струмів або індукційного нагріву для плавки чорних і кольорових металів відноситься до початку двадцятого століття.
Характер циркуляційних потоків показаний на рисунку 72.
Рис.72 - Електродинамічна циркуляція металу в тиглі індукційної печі
Позитивний бік цього явища полягає в тому, що завдяки перемішуванню прискорюються плавлення й вирівнювання складу й температури металу, негативний - у тім, що поверхня металу виходить опуклою й може оголюватися, тому що шлак стікає до стінок тигля.
Ще однією особливістю індукційних печей є те, що щільність струмів, які індуктуються, досягає максимуму на поверхні металу біля стінок тигля й знижується в напрямку до осі тигля («поверхневий ефект»). У цьому поверхневому шарі виділяється найбільша кількість тепла, за рахунок якого плавиться шихта. Товщина шару металу з великою щільністю струмів, що індуктуються, обернено пропорційна кореню квадратному із частоти.
Індукційні печі мають такі переваги в порівнянні з дуговими:
- відсутні високотемпературні дуги, що зменшує поглинання водню й азоту й вигар металу при плавленні;
- незначний вигар легуючих елементів при переплаву легованих відходів;
- малі габарити печей, що дозволяють помістити їх у закриті камери й провадити плавку й розливання у вакуумі або в атмосфері інертного газу;
- електродинамічне перемішування, що сприяє одержанню однорідного по складу й температурі металу.
Основними недоліками індукційних печей є мала стійкість основної футерівки й низька температура шлаків, які нагріваються від металу; із-за холодних шлаків утруднене видалення фосфору й сірки при плавці.
Як відмічалося вище індукційні печі поділяють на:
- такі, що живляться струмом підвищеної частоти;
- такі, що живляться струмом промислової частоти (50 Гц).
У печах першого типу частота живильного струму зазвичай знижується в міру збільшенні ємності й діаметра тигля; малі (кілька кілограм і менше) печі живляться струмом із частотою від 50 до 1000 кГц, середньою й великі (ємністю до десятків тонн) струмами із частотою 0,5 - 10 кГц.
Індукційні печі промислової частоти отримують живлення через понижувальний трансформатор, що дає вторинну напругу в межах 100 ÷ 1000 В. Зазначені печі мають мінімальну витрату електроенергії, простіші в обслуговуванні й вимагають менших виробничих площ. Печі мережевої частоти використовують для виплавки чавуну й сталі, не потребуючої тривалої витримки рідкого металу в тиглях. Середня питома витрата електроенергії в цих печах складає при виплавці чавуну - 550 кВт•год/т і сталі - 730 кВт•год/т. Ємність індукційних печей досягає 60 т.
1.39.2 Устрій індукційної печі підвищеної частоти
Індукційна плавильна установка складається з печі з механізмом нахилу й живильного електрообладнання (генератора підвищеної частоти, батареї конденсаторів, щита управління й на великих печах - автоматичного регулятора електричного режиму).
Індукційна піч (див. рис. 73) являє собою своєрідний трансформатор, у якого первинною обмоткою служить індуктор 1 (див. рис.73, а), а вторинною – металева шихта в тиглі 2. Шихту щільно укладають у тигель, виготовлений з вогнетривких матеріалів.
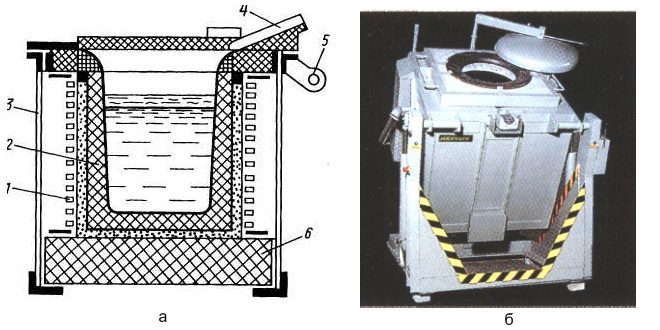
а – схема; б – загальний вигляд
Рис.73 - Індукційна тигельна піч
Тигель печі виготовляє набиванням або викладається цеглою. Для набивання використовують мелені вогнетривкі матеріали: основні (магнезит) або кислі (кварцит). Тигель находиться в індукторі, що представляє спіраль із визначеним числом витків з мідної трубки; усередині трубки циркулює охолоджуюча вода. Живиться індуктор від високочастотного генератора перемінного струму. Струм, високої частоти індуктує потужні вихрові струми в металі, що перебувають у тиглі, при цьому метал швидко нагрівається й плавиться.
У тиглі відбувається електродинамічне перемішування металу під впливом індукційних вихрових струмів, що сприяє вирівнюванню хімічного складу металу й спливанню неметалічних включень.
Струм індуктора й частота регулюються автоматично залежно від стану металу в печі й ступені заповнення її шихтою. Печі середньої частоти дозволяють збільшувати потужність, що підводиться, у порівнянні з печами промислової частоти і це приводить до зниження часу розплавлювання шихти.
Набивний тигель 2 з вогнетривкого порошку закріплений у каркасі 3 і встановлений на плиті 6 з вогнетривкого бетону. Випуск сталі провадиться через зливний носок 4 при повороті печі разом з каркасом щодо осі 5.
Каркас (кожух) печей невеликої ємності (< 0,5 т) роблять у формі прямокутного паралелепіпеда, використовуючи азбоцемент, дерево, виконуючи несучі ребра з кутків і смуг немагнітної сталі, дюралюмінію. У місцях з'єднання металевих елементів укладають ізоляційні прокладки для виключення виникнення кільцевих струмів. Індуктор у такому каркасі кріплять до верхньої і нижньої опорної азбоцементної плити. У печах середньої й великої ємності каркас виконують зі сталі у вигляді суцільного кожуха циліндричної форми (див. рис. 74) і іноді у вигляді «білячої клітки», що представляє собою групу вертикальних стояків, приварених до верхніх і нижньому опорних кілець.

1 - індуктор; 2 - тигель; 3 - подова плита; 4 - зйомне склепіння;
5 - зливний носок; 6 - сталевий кожух; 7 - вісь повороту;
8 - магнітопровід із трансформаторної сталі
Рис.74 - Індукційна піч ємністю 8 т
Для зменшення нагріву таких каркасів струмами, що індуктуються, й втрат з потоками розсіювання використовують такі конструктивні рішення:
- каркас виконують із немагнітної сталі;
- між каркасом зі звичайної сталі й індуктором розміщають магнітопровід з декількох пакетів трансформаторної сталі, розташованих уздовж індуктора;
- між індуктором і каркасом розміщають замкнутий електромагнітний екран з металу з низьким питомим опором (міді, алюмінію).
У каркасі жорстко кріплять індуктор, подову плиту, верхню кераміку, пакети магнітопроводу. До передньої частини каркаса на рівні зливного носка прикріплюють дві цапфи, що необхідно для повороту печі при зливі металу.
Індуктор має форму порожнього циліндра й утворений покладеними у вигляді спирали витками з мідної трубки. Профілі застосовуваних мідних трубок показані на рисунку 75, а ; рівностінні трубки використовують зазвичай для печей підвищеної частоти, а різностінні - для печей промислової частоти.
Для виключення електричного пробою витки, як правило, ізолюють (на малих печах з невеликою напругою достатня повітряна ізоляція, що досягає зазором між витками в 10—20 мм). Широко застосовують такі види ізоляції:
- обмотувальну, коли витки покривають ізоляційним лаком і потім обмотують стрічкою з діелектричного матеріалу (склострічки, мікастрічки);
- прокладочну, коли між покритими лаком витками закріплюють діелектричні прокладки - наприклад, зі склотекстоліту;
- напилену, коли на поверхню трубки газопламеневим або плазмовим способом наносять шар окису алюмінію (або двоокису цирконію з наступним покриттям лаком.
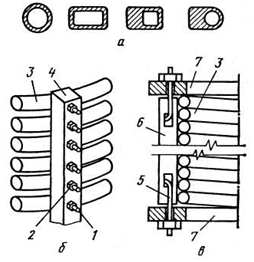
1 - латунна шпилька; 2 - гайка; 3 - витки індуктора;
4 - стояк з ізоляційного матеріалу; 5 - стяжний болт;
6 - вертикальна рейка; 7 - натискний фланець
Рис.75 - Профілі трубок для виготовлення індуктора (а) і способи кріплення витків індуктора (б, в):
Іноді застосовують монолітну ізоляцію - покриті лаком витки заливають полімерним матеріалом (поліефірним компаундом), після затискування якого утвориться монолітна конструкція.
Міцність і жорсткість індуктора, що є опорою футерівки тигля, забезпечують, застосовуючи індуктори двох таких різновидів: із кріпленням витків шпильками й стяжні індуктори.
У перших до витків індуктора приварюють латунні шпильки; за допомогою шпильок і латунних гайок витки кріплять до кількох вертикальних стояків (див. рис.75,б) з ізоляційного матеріалу - текстоліту, азбоцементу, дерева; стояки у свою чергу кріплять до опорних плит каркаса, розташованих над індуктором і під ним.
У стяжних індукторах над верхнім і під нижнім витками розміщають натискні фланці, які стягують в осьовому направленні за допомогою спеціальних болтів і вертикальних рейок з ізоляційного матеріалу (див. рис.75, в); вертикальні рейки попереджують зсув витків у поперечному направленні.
Для додання жорсткості індуктору і його кріплення в каркасі додатково використовують пакети магнітопроводу, які притискають до індуктора через ізолюючі прокладки за допомогою спеціальних натискних болтів.
Якщо індуктор виконаний монолітним, то в ньому не потрібно додаткового кріплення витків, однак такі індуктори застосовують рідко із-за складності ремонту трубки у випадку її пошкодження.
Висоту індуктора вибирають у межах 1,1 ÷ 1,2 висоти розплаву в тиглі.
Підведення струму до індуктора найчастіше здійснюють за допомогою гнучких кабелів.
По внутрішній порожнині мідної трубки пропускають охолодну воду. Для забезпечення рівномірного охолодження на середніх і великих печах індуктор поділяють на 2 - 4 секції із самостійним підведенням води. Надходження води контролюється реле, що відключає живлення печі при перерві в подачі води.
Футерівка індукційної печі складається з таких основних елементів: футерівки тигля, подової плити (подини), верхньої кераміки (коміра) зі зливальним носком. Подова плита служить основою для футерівки тигля й для індуктора; на середніх і великих печах її виконують із шамотних блоків або цегли, іноді на великих печах - з вогнетривкого бетону.
На малих печах подову плиту роблять також з декількох азбоцементних плит, покладених одна на іншу.
Футерівку тигля, як правило, роблять набивну, при плавці вона спікається в моноліт; на великих печах тигель іноді викладають із цеглин. Комір, тобто футерівку вище верхнього витка індуктора, що не можливо спікати за рахунок тепла рідкого металу, роблять із фасонних цеглин (шамоту, хромомагнезиту) або з вогнетривких мас із підвищеною кількістю складників. Зливний носок являє собою фасонний виріб із шамоту.
Футерівка тигля повинна мати такі властивості: високі вогнетривкість й шлакотривкість; високу термостійкість, тому що при завантаженні шихти вона сильно охолоджується; високу механічну міцність, щоб витримувати удари шихти при завантаженні; мінімальну товщину, оскільки метал повинен перебувати якнайближче до індуктора, тобто в зоні найбільшої щільності струмів, що індуктуються.
Футерівка може бути основною або кислою. Набивну кислу футерівку виготовляють із дробленого кварциту (фракції розміром менш 3,5 мм) або кварцового піску з добавкою в якості зв'язуючого борної кислоти (1,5 ÷ 4 %) без зволоження. Для основних тиглів застосовують вогнетривкі суміші різних складів, найбільше часто магнезитовий порошок; як зв'язуюче використовують вогнетривку глину, рідке скло, плавиковий шпат, борну кислоту й ін. Застосовують як зволожені, так і сухі суміші.
Перед набиванням тигля внутрішню поверхню індуктора покривають тонким ізолюючим шаром, наприклад, наносячи спеціальну ізоляційну обмазку з наступним обклеюванням склострічкою; іноді додатково укладають теплоізоляційний шар з азбесту. На дні індуктора засипають шар футерівочної маси, утрамбовують її й потім встановлюють на неї залізний шаблон, зовнішні розміри якого відповідають внутрішнім розмірам тигля.
У простір між шаблоном і індуктором засипають футерівочну суміш і ущільнюють її трамбуваннями. Потім виконують комір з фасонної цегли або спеціальних мас із підвищеною кількістю зв’язуючих.
Після закінчення набивання футерівку сушать і спікають. Для цього, не виймаючи шаблону, включають плавильну установку; тепло, виділюване в шаблоні нагріває футерівку. Залежно від ємності тигля спікання триває від 1 до 4 годин для кислого тигля й від 2 до 10 годин для основного.
Остаточне спікання з розплавлюванням шаблону відбувається під час першої плавки. Спікання можна проводити, вставивши в тигель відповідних розмірів шматок графітового електрода. Тиглі ємністю до 300 кг іноді набивають зволоженою масою в спеціальній розбірній прес-формі. Після сушки на повітрі такий тигель встановлюють в індуктор на подову плиту, а простір між індуктором і тиглем засипають дрібним вогнетривким порошком.
Стійкість кислих тиглів складає 20 ÷ 250 плавок. Основна футерівка має меншу термостійкість і стійкість основних тиглів значно нижче (від 10 до 100 плавок; менша величина - для печей великої ємності).
Зразкові співвідношення між розмірами тиглів і індукторів сталеплавильних печей наведені в таблиці 3.
Механізм нахилу призначений для нахилу печі при зливі металу. Метал з тигля зливають через зливний носок, повертаючи встановлений на двох цапфах каркас печі на кут до 95°. Нахил печі здійснюють лебідками, тельферами, а на великих печах встановлюють гідравлічний механізм нахилу (дивися 13.6).
Таблиця 3 - Розміри індуктора й тигля індукційних печей
| Ємність, кг | Розміри індуктора, мм | Розміри тигля, мм | ||||
|---|---|---|---|---|---|---|
| висота | внутрішній діаметр | глибина | товщина дна | товщина стін | ||
| угорі | унизу | |||||
| 100 | 490 | 410 | 440 | 165 | 50 | 80 |
| 500 | 790 | 700 | 610 | 215 | 70 | 100 |
| 1400 | 830 | 760 | 720 | 200 | 90 | 130 |
| 8000 | 1300 | 1380 | 1200 | 200 | 110 | 150 |
Електричне обладнання служить для подачі живлення на індуктор індукційної печі. Спрощена електрична схема індукційної печі підвищеної частоти, що живиться від машинного або лампового генератора, показана на рисунку 76.
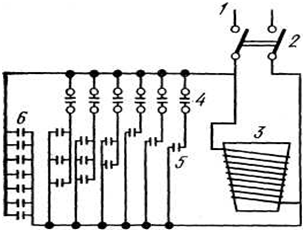
Рис.76 - Спрощена електрична схема індукційної печі
Перемінний струм високої частоти від генератора 1 через вимикач 2 подається на індуктор 3, паралельно якому підключені конденсатори 5 і 6.
Конденсатори призначені для компенсації індуктивного опору індуктора й установки в цілому (компенсації реактивної потужності установки). У ланцюг включені дві групи конденсаторів: конденсатори першої групи 6 підключені постійно; а конденсатори другої групи 5 включають якщо буде потреба.
У процесі плавки в міру нагріву шихти змінюються її питомий опір і магнітна проникність, що змінює індуктивний опір установки. Включаючи або відключаючи додаткові конденсатори домагаються рівності індуктивного і ємнісного опорів.
Як джерела живлення (перетворювачів частоти) використовують лампові й машинні генератори, тиристорні перетворювачі. Для живлення малих печей (< 30 ÷ 50 кг) застосовують лампові генератори, що виробляють струм із частотою від 30 кГц до декільких мегагерц; їхня потужність змінюється від 0,3 до 1000 кВт.
Більша частина промислових печей з тиглями ємністю 60 ÷ 100 кг і більше живляться від машинних генераторів. Їх випускають потужністю від 12 до 2500 кВт із частотою вироблюваного струму 0,5; 1; 2,4; 4; 8 і 10 кГц.
Співвідношення між ємністю печі й потужністю генератора приблизно таке:
| Ємність, т | 0,06 | 0,4 | 1,0 | 6 | 10 | 16 | 25 |
|---|---|---|---|---|---|---|---|
| Потужність, кВт | 50 | 250 | 500 | 2500 | 3000 | 5000 | 6000 |
В останні роки як джерела живлення усе ширше застосовуються тиристорні перетворювачі частоти. Промисловість випускає тиристорні перетворювачі потужністю до 3200 кВт із частотою вироблюваного струму від 0,5 до 10 кГц.
Ці перетворювачі мають у порівнянні з машинними генераторами такі переваги: більш високий електричний к.к.д.; висока готовність до роботи; можливість автоматичної підтримки оптимального електричного режиму без переключення в силовому ланцюзі (не потрібно переключення конденсаторів, що спрощує конструкцію конденсаторної батареї); відсутність обертових частин і безшумність у роботі.
До складу електрообладнання індукційної печі входять через трансформатори, що підключають також до силового ланцюга, струми й напруги електровимірювальні прилади й прилади захисту (від перевантажень по струму й напрузі й у випадку відключення охолодної води).
Великі індукційні печі обладнані автоматичним регулятором, що підтримує оптимальний електричний режим шляхом взаємозалежного регулювання коефіцієнта потужності, напруги й сили струму. Основні параметри роботи електрообладнання (потужність генератора, ємність конденсаторів, необхідна частота струму й інші) визначають розрахунком, виходячи із заданих ємності печі, тривалості плавлення, температури рідкого металу.
1.39.3 Індукційні печі промислової частоти
Футерівка й індуктор печей промислової частоти такі ж, як у печей підвищеної частоти. У схемі електроживлення відсутній генератор струму підвищеної частоти; піч включається в мережу через східчастий понижувальний трансформатор із вторинною напругою від 100 до 1000 В. Через відсутність перетворювача частоти для цих печей характерна менша (на 5 - 10 %) питома витрата електроенергії й більш високий коефіцієнт потужності.
Однак при низькій частоті живильного струму (50 Гц) у цих печей інтенсивність електродинамічного перемішування металу значно вища, ніж у печах підвищеної частоти. Щоб уникнути надмірної циркуляції металу, печі промислової частоти розраховують на меншу питому потужність, ніж печі підвищеної частоти; такої потужності недостатньо для швидкого розплавлювання сталевої шихти. Тому печі промислової частоти зазвичай використовують для плавки металів з більш низькою температурою плавлення (чавуну, кольорових металів).
Потужність печі ємністю 1 т складає 360 кВ•А, ємністю 25 т — 4800 кВ•А.
1.39.4 Плавка в індукційній печі з основною футерівкою
Тривалість плавки в індукційній печі дуже невелика, що не дозволяє багаторазово перевірити склад металу шляхом його аналізу. Тому отримання сталі із заданим складом базується на попередньому розрахунку шихти, для чого необхідні точне знання її складу й зважування.
Зокрема, вміст вуглецю, сірки й фосфору не повинне перевищувати припустимих у виплавлюваній сталі меж.
Шихту складають із дрібних і великих шматків, що забезпечує щільність її укладання й скорочення тривалості плавлення. Найбільш великі шматки укладають біля стінок тигля, де щільність струмів максимальна.
Тугоплавкі феросплави завантажують у нижню половину тигля.
Після включення струму стежать за тим, щоб шматки шихти не зварювалися в «мости», що перешкоджають осіданню шматків, що плавляться, вниз. Періодично шихту «осаджують» за допомогою ломика.
У міру осідання шихти довантажують ту її частину, що не вмістилася при завалці. Після появи рідкого металу в тигель уводять шлакоутворюючу суміш із вапна, плавикового шпату й магнезиту в співвідношенні 4:1:1.
Призначення шлаків, що наводяться - зменшити насичення металу газами з атмосфери й окислювання легуючих елементів. При плавленні підтримують максимальну потужність генератора. Тривалість плавлення змінюється від 30 - 40 хвилин на малих печах (ємністю ~50 кг) до 2 годин на великих.
Після розплавлювання відбирають пробу металу на аналіз і зливають плавильні шлаки, щоб запобігти відновленню з нього фосфору, після чого наводять нові шлаки, додаючи шлакоутворюючу суміш того ж складу, що й у період плавлення.
Потужність, що подається на індуктор, знижують на 30 - 40 %. Після отримання результатів аналізу проводять легування, корегування складу металу і його розкислення шляхом вводу в тигель відповідних феросплавів, після чого метал зливають із тигля в ківш.
Іноді при виплавці високоякісних сталей здійснюють дифузійне розкислення металу. Для цього в шлаки вводять суміш розкислювачів, що складаються з вапна, меленого феросиліцію, порошкоподібного алюмінію, роблячи витримку протягом приблизно 30 хв; циркуляція металу в тиглі індукційної печі прискорює розкислення.
Феросплави при плавці в індукційній печі присаджують у такому порядку:
- ферохром, феровольфрам і феромолібден уводять у завалку;
- феромарганець, феросиліцій і ферованадій - за 7 - 10 хвилин до випуску;
- алюміній перед випуском.
При такому порядку введення вигар елементів такий: вольфраму біля 2 %, хрому, марганцю й ванадію - 5 ÷ 10 %, кремнію -10 ÷ 15 %, титану 25 ÷ 35 %.
1.39.5 Плавка в індукційній печі з кислою футерівкою
Вміст сірки, фосфору й вуглецю не повинне перевищувати припустимих у виплавлюваній сталі меж. При виплавці сталей, легованих хромом, вольфрамом і молібденом, у завалку вводять ферохром, феровольфрам і феромолібден. Завантаження шихти й розплавлювання ведуть так само, як і в тиглі з основною футерівкою. Шлаки під час плавлення шихти наводять добавками бою скла, шамоту й вапна.
Після розплавлювання й аналізу відібраної проби металу здійснюють легування (коректування складу) і розкислення. Феромарганець, феросиліцій і, якщо необхідно, ферованадій, вводять у метал на 7 - 10 хвилин до випуску, алюміній безпосередньо перед випуском. Вигар марганцю складає 10 %, кремній практично не вивітрюється, вигар вольфраму й молібдену близько 2 %, хрому 5 %.
Витрата електроенергії при виплавці сталі в індукційних печах складає 500÷700 кВт•год/т.
1.39.6 Плавка у вакуумних індукційних печах
Плавка у вакуумних індукційних печах дозволяє отримувати сталь і сплави з малим вмістом газів, неметалічних включень і домішок кольорових металів, легувати сплав будь-якими елементами, у тому числі такими, що володіють високою спорідненістю до кисню без їхніх втрат на окислювання.
1.39.7 Будова печі
Перші печі були періодичної дії. Після випуску плавки вакуумну систему відключали й піч відкривали для витягу злитків і завантаження шихтових матеріалів. Пізніше були створені більш досконалі печі напівбезперервної дії (див. рис. 77).
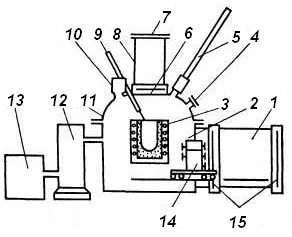
1 - камера виливниць; 2 - плавильна камера; 3 - індуктор з тиглем;
4 - оглядач; 5 - термопара; 6, 15 - вакуумні затвори; 7 - кришка;
8 - завантажувальна камера; 9 - ломик для осаджування шихти;
10 - дозатор; 11 - кришка плавильної камери;
12 - вакуумний бустерний насос; 13 – форвакуумний насос;
14 - виливниця.
Рис.77 - Схема вакуумної індукційної печі
Ці печі дозволяють завантажувати шихту, встановлювати виливниці й витягати злитки без порушення вакууму в плавильній камері. Ємність існуючих печей досягає 50 т.
Плавильна камера 2 (див. рис. 77) має зверху знімну кришку 11. У камері встановлений індуктор з тиглем 3, закріплений на цапфах; нахил тигля для зливу металу роблять за допомогою привода, розташованого із зовнішньої сторони камери.
У кришці плавильної камери над тиглем розміщена шлюзова завантажувальна камера 8, відокремлювана від плавильної вакуумним затвором 6 і закрита кришкою 7, що дозволяє завантажувати шихту без порушення вакууму.
У завантажувальну камеру ставлять баддю із дном, що розкривається, заповненою шихтою. Закривши кришку 7, у камері 8 створюють вакуум, після чого відкривають затвор 6 і шихта з бадді висипається в тигель. Камера виливниць 1 відділена від плавильної камери й від приміщення цеху засувками 15. Через неї, як через шлюзовий пристрій, у плавильну камеру подають виливниці 14, встановлені на візку й після зливу в них металу з тигля повертають назад.
Піч працює без розгерметизації такий час, який визначається стійкістю тигля.
У той час, коли в плавильній камері ведуть плавку, у завантажувальній камері встановлюють кошик із шихтою, а в камері виливниць ведуть роботи, пов'язані з видаленням і підготовкою виливниць до нового заливання.
На кришці 11 змонтований шлюзовий дозатор 10 для вводу добавок по ходу плавки й оглядач 4. Через кришку 11 за допомогою герметичних ущільнювачів уводять термопару 5 і ломик 9 для осаджування шихти.
Метал в виливниці виливають за допомогою нахилу тигля.
В індукційних печах застосовують механізми нахилу тигля канатного й гідравлічного типів (див. рис. 78).
У період плавки корпус тигля опирається цапфами О и О1 на стенд. Сталь зливають поворотом корпуса під впливом тягового каната щодо цапф СО; при скачуванні шлаків корпус повертається в протилежну сторону на цапфах O1 під впливом маси корпуса, індуктора й тигля з металом при змотуванні каната з барабана (див. рис.78, а). Гідравлічні механізми нахилу тигля, як правило, обладнують хитними гідроциліндрами й виконують за схемою, показаної на рисунку 78, б.
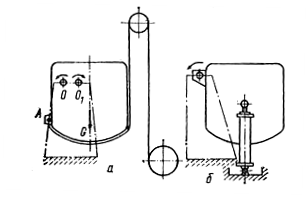
а - канатний; б – гідравлічний.
Рис.78 - Кінематичні схеми механізмів нахилу тигля
Після виконання робіт при атмосферному тиску камери герметизують, відкачують з них повітря до величини вакууму плавильної камери й тільки потім відкривають вакуумні затвори.
Піч живиться струмом підвищеної частоти. Вакуумна система складається із групи форвакуумних 13 і бустерних 12 насосів, що забезпечують вакуум порядку 1,33 ÷ 0,13 Па.
1.39.8 Процес плавки у вакуумній індукційній печі
Для плавки у вакуумних печах застосовують шихтові матеріали очищені від масла й окалини; склад їх повинен бути точно відомий.
У шихту вводять нікель, феромолібден, феровольфрам і кобальт, якщо цього вимагає склад виплавлюваної сталі.
Після завантаження шихти включають струм, а на печах періодичної дії попередньо з печі відкачують повітря. Плавлення ведуть, безупинно відкачуючи насосами із плавильного простору гази, що виділяються.
За час плавлення віддаляється більша частина внесених шихтою газів - водень, частина азоту, а також волога; рідкий метал при плавленні кипить, що є результатом виділення пузирів окису вуглецю, що утворюється при взаємодії вуглецю з розчиненим у металі киснем.
Після розплавлювання роблять витримку протягом 20 - 40 хв, під час якої відбувається рафінування від ряду домішок, розкислення й легування металу. У печі в цей період підтримують тиск ~1,3 Па. Розкислення металу відбувається вуглецем за реакцією
[С] + [СО] = С,
рівновага якої в умовах вакууму зрушено вправо, оскільки продукт реакції безупинно видаляють (відкачують).
Перевагою такого розкислення є те, що метал не забруднюється його продуктами. Зазвичай витримка триває до повного заспокоєння ванни (тобто до припинення виділення С). Розкислення йде або за рахунок вуглецю, що міститься в металі, або за рахунок вуглецю, що вводить на початку рафінування у вигляді графіту, чавуну.
Крім рафінування від кисню в період витримки видаляються азот і водень і випаровуються домішки кольорових металів (Zn, Sn, Pb, As, Bi). У період витримки проводять легування й остаточне розкислення шматковими розкислювачами, які вводять через дозатори. На початку витримки вводять ферохром, ферованадій, наприкінці витримки феросиліцій, феротитан, алюміній, феромарганець. Перед випуском, якщо це буде потрібно, кальцій, магній і РЗМ. Виплавлений метал розливають в виливниці як правило у вакуумі.
Іноді в процесі плавки провадять десульфурацію металу. Із цією метою на дно тигля до початку завалки шихти завантажують десульфуруючу шлакоутворюючу суміш (наприклад, з 90 % СаО й 10 % CaF2).
Основні переваги вакуумної індукційної плавки обумовлені наявністю вакууму, що забезпечує рафінування від ряду домішок і розкислення вуглецем, а також відсутністю контакту металу з окисною атмосферою. Виплавлювані при цьому сталь і сплави містять знижені кількість азоту, домішок кольорових металів, кисню й неметалічних включень, майже не містять водню; все це підвищує цілий ряд службових властивостей сталей. Відсутність контакту з киснем атмосфери дозволяє виплавляти сталі й сплави, що містять елементи, що легко окислюються, без їхнього вигару.
Недоліком вакуумних індукційних печей є те, що при тривалій витримці в результаті реагування з окислами футерівки метал забруднюється киснем і неметалічними вмиканнями, а також відновлюваними з футерівки елементами (кремнієм, алюмінієм і ін.).
Печі періодичної дії виконують із однією вакуумною камерою, у якій після відкачки повітря провадять плавку й розливання металу в виливницю або форму. Після цього піч роз герметизують з метою видалення виливниці зі злитком, ревізії й ремонту тигля, завантаження шихти, для чого знімають або відводять убік кришку або корпус.
Напівбезперервні печі набули широкого застосування внаслідок ряду переваг у порівнянні з печами періодичної дії - підвищеної продуктивності з - за усунення відкачки повітря перед кожною плавкою, більшої стійкості тигля, що у значно меншій мірі піддається періодичному нагріву й охолодженню, зменшення забруднення металу окислами, що утворюються на тиглі після розгерметизації печі.
1.39.9 Індукційна електропіч ІСВ - 2,5 НІ
Індукційна електропіч ІСВ – 2,5 НІ напівбезперервної дії ємністю 2,5 т, складається з тигля 2 (див. рис. 79) із чотирисекційним індуктором, збірного корпуса плавильної камери із циліндричною частиною 8, з окремою 1 і глухою 12 кришками, завантажувальної камери 7, камери виливниць 13, ланцюгового механізму 3 нахили тигля, дозатора 9 для подачі добавок, канатного механізму переміщення кошика 6, самохідного візка для відкоту окремої кришки 15, візків для виливниць і вакуумної системи 14.
Зверху на плавильній камері встановлений дозатор добавок і ломик для пробивання кірки шлаків і осаджування шихти. Тигель зачищають ломиком 11, розташованим на глухій кришці. Окрема кришка закріплена на самохідному візку, що відкочується убік при заміні тигля й проведенні ремонтних робіт у вакуум-камері. Механізм нахилу тигля складається з електропривода, розташованого зовні плавильної камери, ланцюгового барабана, що направляє, зірочки й ланцюга, прикріпленої до днища корпуса тигля й до барабана. Корпус повертається на цапфах.
Шихту в піч завантажують саморозвантажним кошиком 5, переміщуваний канатним механізмом 6. Останній разом із завантажувальною камерою й пристроєм для виміру температури рідкого металу з термопарою занурення встановлені на кронштейні, що повертається окремим механізмом з електроприводом. Така конструкція дозволяє розташовувати над вакуумним затвором 4 і послідовно вводити в роботу пристрій для завантаження матеріалів і виміру температури, не порушуючи вакууму.
Восьмисекційний дозатор поворотного типу дозволяє подавати в тигель по ходу плавки вісім вагових порцій легуючих елементів і розкислювача. Для направлення матеріалу від дозатора до тигля встановлений лоток. Дозатор, подібно завантажувальній камері й камері виливниць, обладнаний окремою системою відкачки повітря й вакуумним затвором, що дозволяє заповнювати секції дозатора матеріалами при атмосферному тиску.
Виливниці між камерами переміщають на візках за допомогою механізму з електроприводом. Для обслуговування механізмів завантаження, дозатора й пристрою для виміру температури передбачена робочий майданчик 10.
Вакуумна система оснащена форвакуумними й бустерними насосами, що забезпечують відкачку повітря з вакуум - камер і дозатора.
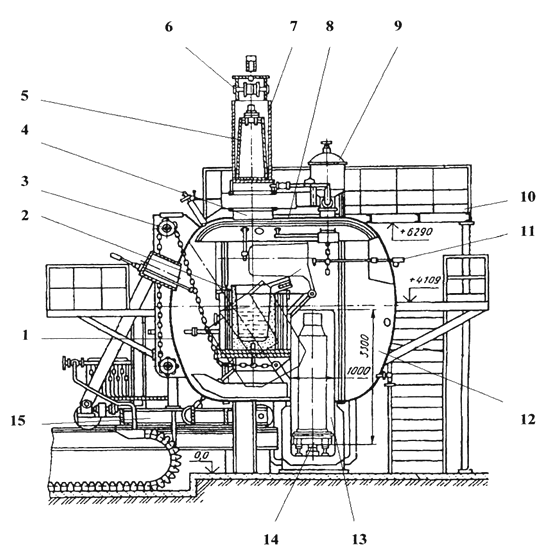
Рис.79 - Вакуумна індукційна електропіч ІСВ - 2.5НІ ємністю 2,5 т
Технічна характеристика вакуумної індукційної електропечі ІСВ - 2,5НІ:
| 1. Ємність тигля, т | 2,5 |
| 2. Залишковий тиск у камері, Па | 0,7 |
| 3. Напруга на індукторі, В | 1000 |
| 4. Частота, Гц | 500 |
| 5. Потужність генератора, кВт | 1500 |
| 6. Тривалість робочого циклу, год | 3,5 |
| 7. Середня продуктивність, кг/год | 750 |
Крім розглянутого вище ланцюгового механізму нахилу тигля, в індукційних печах застосовують механізми канатного й гідравлічного типів (див. рис. 78).
1.40 Електросталеплавильні печі спеціальної електрометалургії
1.40.1 Вакуумно-дугові печі
Вакуумно-дугові печі (ВДП) застосовують для виробництва особливо якісних сталевих виливків.
Вакуумні дугові печі підрозділяються на печі із електродом, що витрачається й що не витрачається
1.40.2 Вакуумно-дугові печі із електродом, що витрачається
У цей час найбільше поширення отримали вакуумні дугові печі з електродом, що витрачається, які працюють на постійному струмі.
Принцип дії дугової вакуумної печі заснований на перетворенні електричної енергії в теплову в дуговому розряді, що існує у вакуумі або розрідженій захисній атмосфері. Для опису принципу дії ВДП представимо її у вигляді своєрідного газорозрядного приладу (див. рис. 80), що складається із циліндричного катода (електрод, що витрачається, 4) і циліндричного анода (водоохо-лоджуємий кристалізатор 7, у якому наплавляють злиток 6).
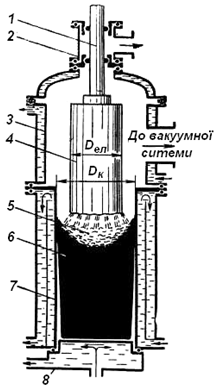
1 - струмоведучий шток; 2 - вакуумне ущільнення;
3 - робоча камера; 4 - електрод, що витрачається;
5 - ванна рідкого металу; 6 - злиток;
7 - водоохолоджуємий кристалізатор;
8 - водоохолоджуємий піддон
Рис.80 - Схема газорозрядного приладу, що імітує дугову вакуумну піч з електродом, що витрачається
Якщо електроди, що перебувають під напругою постійного струму, привести в зіткнення й знову розвести, між ними виникне електрична дуга, тепло якої нагріває й плавить катод. У процесі плавки по торцю електрода - катода переміщаються катодні плями, що мають високу температуру. Однак середня температура рідкого металу, що утворився на торці електрода, визначається в основному не емісійними явищами, а процесом утворення крапель.
Плівка рідкого металу, що утворилася на торці електрода, що витрачається, збирається в краплі під дією сили ваги (гравітаційної сили). Коли ця сила перевищить сили поверхневого натягу, що втримують рідкий метал у вигляді краплі, крапля відірветься від електрода. У такий спосіб метал електрода, що витрачається, переноситься в металеву ванну 5 на злиток у вигляді маси дрібних крапель, які мають розгорнуту поверхню, що в умовах вакууму забезпечує глибоку дегазацію металу, що переплавляється.
Перші краплі, що потрапляють на водоохолоджуємий піддон 8, швидко застигають. Однак уже на невеликій відстані від піддона його охолоджувальна дія різко слабшає й утворюється ванна рідкого металу на злитку, при цьому глибина ванни збільшується в міру наплавлення злитка.
На рисунку 81 представлена схема ВДП із електродом, що витрачається.
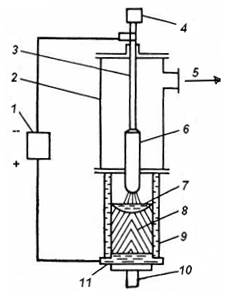
1 - джерело живлення; 2 - робоча камера;
3 - електродотримач; 4 - механізм подачі електрода;
5 - до вакуумних насосів; 6 - електрод;
7 - рідкий метал; 8 - злиток; 9 - кристалізатор;
10 - шток для підйому піддона; 11 - піддон.
Рис.81 - Схема вакуумної дугової печі з витрачає електродом
Піч складається з робочої камери 2, мідного водоохолоджуємого кристалізатора 9, електродотримача 3, механізму подачі електрода 4 і системи вакуумних насосів. Електрод, що витрачається, 6 кріпиться до електродотримача 3, який через вакуумне ущільнення проходить крізь верхній торець робочої камери 2.
Електродотримач служить для підведення струму до електрода й фіксації його в камері печі. Електродотримач за допомогою гнучкої підвіски пов'язаний з механізмом подачі електрода.
Електрод, що витрачається, 6 являє собою підлягаючому переплаву вихідний метал. Він може бути круглого або квадратного перетину. Як правило електроди, що витрачаються, утримують всі необхідні легуючі елементи.
Діаметр електрода вибирається таким чином, щоб зазор між електродом і стінкою кристалізатора був більше довжини дуги, що горить між електродом і ванною рідкого металу. У противному випадку можливе перекидання електричної дуги на стінку кристалізатора.
Кристалізатор 9 представляє собою мідну водоохолоджуєму трубу зі стінкою товщиною від 8 до 30 мм. Кристалізатори бувають двох типів: глухі й наскрізні. При плавці металу в наскрізному кристалізаторі можна витягати злиток униз по ходу плавки. Наскрізні кристалізатори застосовуються при плавці тугоплавких металів і сплавів. При плавці сталі використовують глуходоні кристалізатори.
Вакуумні дугові печі працюють як на постійному, так і на перемінному струмі.
Після установки електрода, що витрачається, у камері печі й відкачки її до необхідного тиску ~ (10-2 Па) запалюють електричну дугу між електродом і металевим запалом, що лежить на дні кристалізатора. Під дією тепла електричної дуги нижній торець електрода 6 оплавляється й краплі металу стікають у кристалізатор 9, утворюючи рідку металеву ванну 7. У міру оплавлення електрод за допомогою механізму переміщення автоматично подається вниз для підтримки заданої відстані між електродом і металом. Паралельно із плавленням електрода в кристалізаторі відбувається формування злитка 8.
Рафінування металу від шкідливих домішок відбувається під час проходження рідких крапель металу через електричну дугу й через поверхню розплаву в кристалізаторі. Після закінчення плавки й повної кристалізації злитка в піч напускають повітря й вивантажують злиток.
Одним з основних переваг вакуумного дугового переплаву є відсутність контакту рідкого металу з керамічними матеріалами. Основний недолік - обмежений час перебування металу в рідкому стані, що істотно знижує можливості вакууму, щодо рафінування.
1.40.3 ВДП із електродом, що не витрачається
У деяких випадках виготовити електрод, що витрачається, неможливо (наприклад, при переплаву титанової губки). У цих випадках губчатий або порошкоподібний матеріал розплавляють, поміщаючи його в зону дуги між постійним (що не витрачається) електродом і ванною. Такий метод називають ВДП із електродом, що не витрачається.
Отриманий у такий спосіб злиток зазвичай ще раз переплавляють методом ВДП із електродом, що витрачається. При ВДП із електродом, що не витрачається, замість кристалізатора іноді встановлюють металевий водоохолоджуємий тигель; під час плавки на стінках тигля утвориться скоринка металу, що переплавляється, (гарнісаж) і розплав контактує із гарнісажем із цього ж металу.
Печі такого типу називають гарнісажними.
Вакуумні дугові гарнісажні печі (ВДГП) використовують також для фасонного лиття виливків особливо відповідального призначення.
Електроди, що не витрачаються, зазвичай роблять із вольфраму.
Схема вакуумної печі з не витрачає електродом, що, наведена на рисунку 82.
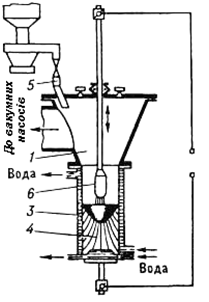
1 - вакуумна камера; 2 - електрод, що витрачається;
3 - кристалізатор; 4 – злиток, що наплавляється;
5 - живильник для подачі шихти;
6 - тугоплавка насадка електрода, що не витрачається
Рис.82 - Схема вакуумної дугової печі з не витрачає електрод
1.40.4 Вакуумні дугові печі ДСВ - 6,3 - Г6 - М4 з електродом, що витрачається
Одним зі способів отримання високоякісних сталевих злитків є спосіб їхнього переплаву у вакуумних дугових електропечах з електродом, що витрачається (ВДП). Дуга підтримується у вакуумі між ванною злитка, формованого в мідному водоохолоджуємому кристалізаторі, і електродом, що витрачається. Процес відбувається в герметизованій робочій камері, у якій насосною установкою підтримується розрідження залишкових газів порядку 0,14 Па. Перед початком процесу для запалювання дуги на піддон кристалізатору укладають порцію металевої стружки зі сталі тієї ж марки, що й електрод , що витрачається. У процесі переплаву метал стікає з електрода краплями, розбивається дугою й у вакуумі піддається інтенсивній дегазації.
Досить високий ступінь розрідження створює захисну атмосферу при переплаву. Відзначені фактори дозволяють отримати злитки високої якості по чистоті.
У вакуумних дугових печах виплавляють злитки масою до 200 т.
У чорній металургії отримали розповсюдження печі серії ДСВ: ДСВ-3, 2-Г1-М5, ДСВ-6, 3-Г6-М4, ДСВ-8-Г16-М1 і ДСВ-11, 2-Г37-М-02.
На рисунку 83 показаний загальний устрій електропечі ДСВ-6, 3-Г6-М4 (дугова сталеплавильна вакуумна електропіч із максимальним діаметром злитка 630 мм, тип кристалізатору - глуходоний, маса злитка - 6 т, модель печі - 4).
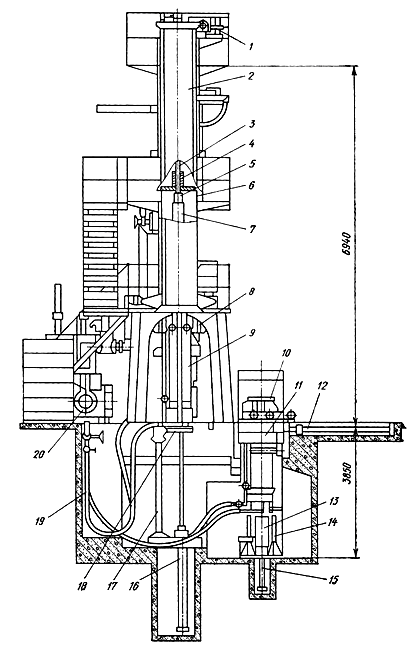
Рис.83 - Вакуумна дугова електропіч ДСВ-6.3-Г6-М4 для виплавки злитків масою 6,3 т
Електропіч складається з таких основних вузлів і механізмів: основи з колоною 2, вакуумної камери 6, механізму переміщення електрода, що витрачає, 1, змінного кристалізатору 9, механізму вертикального переміщення кристалізатору 16, механізму притиску 8 кристалізатору до вакуум-камери, механізму вертикального переміщення злитка (механізму розвантаження) 15, механізму відкоту кристалізатору 12, механізму зміни кристалізатора 11 і вакуумної насосної установки 20.
Всі механізми електропечі гідравлічні з гідроциліндрами двосторонньої дії, за винятком механізму переміщення електрода, що витрачає, постаченим електроприводом.
Кристалізація злитка відбувається в мідному водоохолоджуємому кристалізаторі. Найбільше часто застосовують кристалізатори з водяною сорочкою, що складаються із двох частин. Внутрішню частину виготовляють із мідних листів або труби по профілю злитка із двома фланцями. Зовнішню частину, що представляє собою кожух з немагнітної листової сталі з патрубками для підведення й відводу охолоджувальної води розташовують між фланцями.
Верхнім фланцем кристалізатор притискають до вакуум-камери печі, поміщаючи між ними гумову або фторопластову прокладку. Надійність з'єднання досягнута застосуванням гідравлічного механізму притиску. До нижнього фланця кристалізатору болтами кріплять мідний водоохолоджуємий піддон. Кристалізатор і піддон з'єднують із напірною й зворотною магістралями води метало рукавами 19.
Зовні на кристалізатор надягають соленоїд пристрою електромагнітного перемішування розплавленого металу й стабілізації дуги. Струм підводить гнучкими мідними шинами до штока електродотримача й до піддона. На печі використовують два послідовно працюючих кристалізатори 9 і 10 коли в одному провадять плавку, інший підготовляють до плавки. Для центрування по осі печі кристалізатори оснащені двома парами роликів, що входять при їхньому установленню в робоче положення у вертикальні напрямні. Піднімальний стіл 18 для кристалізатору обладнаний кареткою з роликами, що рухається по круглій напрямній штанзі 17 за допомогою гідроциліндра. Для опускання й підйому злитка й піддона передбачений розвантажувальний стіл 14, переміщуваний по двох направляючих штангах гідроциліндром. У нижнім положенні столу злиток, що виймають з виливниці фіксується від випадкового падіння роликовим затискачем 13.
Вакуум - камера складається із двох частин - робочої й електродної камер. Камера електрода, що витрачається, примикає зверху до робочої камери й оснащена багаторядним чепцевим ущільненням 4 у місці проходу порожнього водоохолоджуємого штока 3 електродотримача.
Електрод, що витрачається, 7 вводять у вакуум-камеру знизу при підйомі кристалізатору механізмом вертикального переміщення. Електрод в електродотримачі закріплюють кулачковим затискачем 5 або приварюють до недогарка контактним зварюванням, пропускаючи струм по системі піддон - електрод, що витрачається, - недогарок - електродотримач.
Механізм переміщення електрода ланцюгового типу, що витрачає, з електроприводом і диференціальним редуктором. Ланцюгова система складається із привідної зірочки, рухливого ланцюгового блоку на обоймі штока електродотримача, двох направляючих блоків і трьохрядного втулочно-роликового ланцюга, прикріпленого одним кінцем до майданчика привода, а іншим до противаги. Вільна підвіска електрода забезпечує його опускання під дією власної ваги й упереджує поломку електродотримача й привода при введенні електрода в піч знизу. Привід виконаний із двома електродвигунами постійного і перемінного струму й диференціального редуктору з конічним диференціалом і черв'ячними передачами.
Між вихідним валом диференціального редуктора й привідною зірочкою встановлена відкрита циліндрична передача. У кінематичний ланцюг передач, що утворює робочу швидкість переміщення електрода, введені додаткові черв'ячний і циліндричний редуктори.
Електродвигун постійного струму створює малу робочу швидкість руху електрода в процесі плавки й управляється системою автоматичного регулювання; електродвигун перемінного струму забезпечує переміщення електрода з великою швидкістю при його установці (маршова швидкість). По конструкції й принципу роботи привід подібний до диференціального привода механізму переміщення електрода печі, що витрачається, електрошлакового переплаву, розглянутим нижче. На ряді вітчизняних печей застосовані механізми переміщення електрода гвинтового типу.
Кристалізатор до опорного кільця вакуум-камери притиснутий чотирма однотипними механізмами. На рисунку 84 показаний механізм затискача в робочому положенні.
Захват 1 (див. рис. 84) з'єднаний з важільним механізмом 4 (ABCD) у шарнірі 5 з обмеженою рухливістю. Переміщення повзуна 3 і шарніри 5 у напрямного 6 корпуса забезпечує вертикальне переміщення й відхилення захвата.
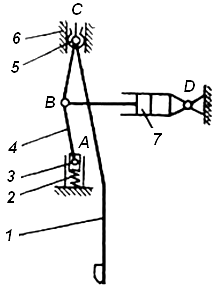
Рис.84 - Кінематична схема механізму притиску кристалзатору
Пружина 2 створює постійну силу притиснення й само запирання механізму після його переходу через верхнє мертве положення. Управління механізмом здійснюють хитним гідроциліндром 7.
На печах серії ДСВ застосована система механізмів, що забезпечує подачу, підйом і відвід кристалізатору, а також видалення злитка з виливниці.
У систему, показану на рисунку 85, входять механізми зміни, відкоту й вертикального переміщення кристалізатору й механізм розвантаження.
Механізм зміни кристалізатору обладнаний кареткою 19 (див. рис. 85) з ходовими роликами 9 зв'язаної зі штоком 11 гідроциліндра 12. Каретка встановлена на поперечні напрямні 10. У гнізда каретки встановлюють робочий 4 і резервний 2 кристалізатори. Кожний кристалізатор обладнаний обоймою 1 з ходовими роликами 3, якими він спирається на напрямні 8 каретки. Для подачі кристалізатору до печі встановлені поздовжні напрямні 18.
Механізм відкочування кристалізатору обладнаний гідроциліндром 7, на штоку 6 якого закріплений захват, що входить у зачеплення із зубом 5 на обоймі кристалізатору.
Механізм вертикального переміщення кристалізатору складається з підйомного столу 17, гідроциліндра 15 і напрямної штанги 16. У механізм розвантаження входять стіл 13, гідроциліндр 14 і дві напрямні штанги (на рисунку показана одна штанга).
Система працює в такий спосіб. Перед початком плавки зібраний кристалізатор встановлений на каретці. Для його вводу в робоче положення каретку спочатку переміщають у поперечному напрямку гідроциліндром 12 доти, поки вона не стане проти механізму відкоту й зуб на обоймі кристалізатору не ввійде в захват гідроциліндра 7. Потім кристалізатор переміщають під піч гідроциліндром механізму відкоту по напрямній 18.
Гідроциліндром 15 механізму вертикального переміщення кристалізатор піднімають по вертикальних направляючих до вакуум - камері й стикують гідравлічним механізмом притиску.
Після плавки кристалізатор зі злитком опускають гідроциліндром 15 на каретку, що механізмом відкоту пересувають у положення розвантаження. Розвантажувальний стіл піднімають гідроциліндром 14 до упору в піддон. Роз’єднують кристалізатор і піддон. Кристалізатор звільняють від злитка, опускаючи останній разом з піддоном і столом. Потім кристалізатор краном передають на допоміжну ділянку для чищення й ревізії.
Злиток піднімають у крайнє положення й забирають краном. У роботу вводять резервний кристалізатор, розташований на каретці.
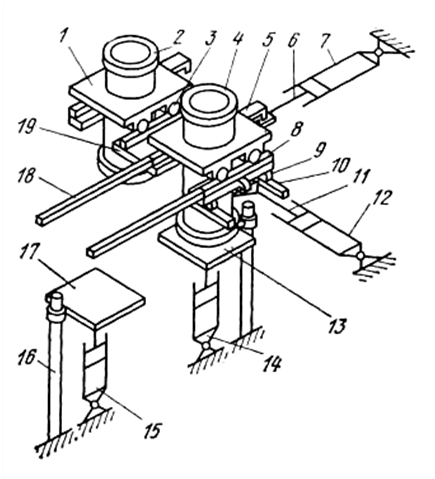
Рис.85 - Система механізмів для подачі, підйому й відводу і видалення кристалізатору
У нижнім положенні розвантажувального столу злиток затискується механізмом, кінематична схема якого дана на рисунку 86.
Механізм складається із двох двоплечових важелів 3, на яких закріплені обойми 2 із затискними роликами, вантажі 6 і опорні ролики 5. У верхнім положенні столу важелі розведені під дією вантажів. При переміщенні злитка вниз гідроциліндром 7 механізму розвантаження стіл 4 впливає на опорні ролики, роблячи поворот важелів і затиснення злитка 1.
Вакуумна насосна установка печі оснащена високопродуктивними насосами попередньої відкачки (форвакуумними) і високовакуумними (бустерними, паромасляними) насосами для створення робочого розрідження. Використання насосів попередньої відкачки дозволяє прискорити підготовку печі до плавки. У вакуумній системі печі передбачена установка фреонових або азотних пиловловлювачів (пасток), що попереджають вихід з ладу вакуумних насосів.
Живлення гідроприводів механізмів печі здійснюється маслонапірною установкою. Як джерело постійного струму живлення дуги використовують двигун - генераторної установки й випрямні агрегати на напівпровідниках.
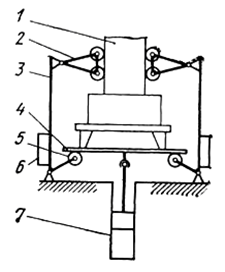
Рис.86 - Кінематична схема механізму затиску злитка
Технічна характеристика вакуумної дугової електропечі ДСВ-6,3-Г6-М:
| Найбільші розміри злитка, мм: | |
| - діаметр | 630 |
| - висота | 2700 |
| Найбільші розміри електрода, мм: | |
| - діаметр | 500 |
| - висота | 4450 |
| Найбільша маса злитка, т | 6,3 |
| Об'єм вакуумної камери, м3, г | 4,5 |
| Робоча напруга, В | 30 - 40 |
| Максимальна сила струму, кА | 35 |
| Потужність електродвигуна механізму переміщення електрода, кВт: | |
| - маршового | 10 |
| - робочого | 45 |
| Час робочого циклу, год. | 0,5 - 19,5 |
| Маса печі, т | 35 |
1.40.5 Електронно-променеві печі
При плавці металу в електронно-променевих печах (ЕПП) використовується кінетична енергія електронів, що швидко летять. При зіткненні з металом кінетична енергія електронів переходить у теплову, що приведе до нагріву й плавлення металу.
На відміну від ВДП при ЕПП можна регулювати розподіл потужності між заготовкою, що переплавляється, і рідкою ванною. Концентруючи електронний промінь на поверхню рідкої ванни, можна легко перегрівати метал і витримувати в такому стані протягом будь-якого часу при значно більш низькому тиску, чим у вакуумних дугових печах. Завдяки цьому електронно-променевий переплав дозволяє гранично рафінувати розплав і отримувати метал високої якості. ЕПП застосовуються також для переплаву тугоплавких металів і сплавів.
В електронно-променевих печах (див. рис. 87) джерелом вільних електронів є катод електронної гармати 1, з якого відбувається емісія електронів при його нагріві у вакуумі, а приймачем - позитивно заряджений анод.
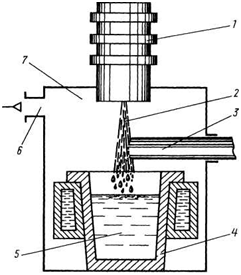
1 - електронна гармата; 2 - електронний промінь;
3 - злиток, що розплавляється; 4 - водоохолоджуєма гарнісажна піч;
5 - рідка сталь; 6 - патрубок; 7 - робоча камера.
Рис.87 - Схема електронно-променевої печі з горизонтальною подачею злитка
Катод зазвичай виготовляють із тугоплавкого металу (Та, W, Мо).
На шляху від катода до поверхні об'єкта, що нагріває, 3 електрони розганяють електростатичним полем до високих швидкостей (108 ÷109 м/с). Швидкість вильоту електронів залежить від величини прискорювальної напруги. Зазвичай воно складає кілька десятків кіловольтів.
Частина енергії електронів втрачається при гальмуванні й розсіюється у вигляді рентгенівського випромінювання, тому в таких печах не допускають напругу вище 50 кВ (внаслідок необхідності додаткового захисту персоналу). Зазвичай печі працюють на постійному струмі при залишковому тиску 0,01 - 0,1 Па. Для забезпечення досить щільного потоку електронів у таких печах використовують складні фокусуючи системи.
По закінченню плавки піч нахиляють і сталь заливають у водоохолоджуєму форму.
Технологія плавки в електронно-променевої печі може відбуватися й за іншою схемою (з вертикальною подачею електрода, що переплавляє,).
У водоохолоджуємій гарнісажній печі встановлені одна або кілька електронних гармат (див. рис. 88), за допомогою яких наплавляють порцію металу.
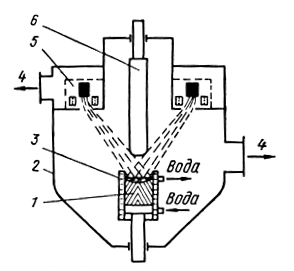
1 - злиток; 2 - плавильна камера; 3 - кристалізатор;
4 - до вакуумних насосів; 5 - електронна гармата;
6 – електрод, що переплавляється
Рис.88 - Схема електронно-променевої печі з вертикальною подачею електрода, що переплавляється
Злиток, що наплавляється 1, у міру оплавлення електрода 6 поступово витягається вниз таким чином, що дзеркало рідкого металу в кристалізаторі 3 залишається на постійному рівні. Вимоги до кристалізатору й переплавляє електроду, що, ті ж, що й при плавці у вакуумній дуговій печі. Плавку ведуть при тиску 10-2 ÷ 10-3 Па. При плавці металу в електронно-променевих печах емітовані електрони за допомогою пристрою, що фокусує, формуються в електронний промінь, який спрямовується на електрод, що переплавляється, і поверхню рідкого металу в кристалізаторі.
Торець електрода 6 оплавляється, і краплі металу стікають у кристалізатор 3, утворюючи рідку металеву ванну 1.
Температура поверхні металевої ванни в кристалізаторі досить висока й визначається потужністю електронного пучка. Завдяки високій температурі металу в кристалізаторі й низькому тиску в плавильній камері печі відбувається інтенсивне розкладання неметалічних включень, випар домішок кольорових металів і дегазація розплаву. За рахунок підвищення ступеня чистоти металу, підвищуються його властивості.
1.40.6 Електронно-променева піч В – 270
Діаметр виплавлюваних злитків не перевищує 120 мм, максимальна довжина 450 мм. Для електронного переплаву (ЕПП) (див. рис. 79) використовують вертикальну заготівку, закріплену на штоку, що подає. У процесі плавки заготівку опускають униз. Наявність декількох радіальних гармат забезпечує рівномірне оплавлення заготівки, а також рівномірне температурне поле в рідкому металі й сприятливі умови для рафінування
Електронна гармата 9 (див. рис. 89) печі є вузлом, що обумовлює роботу всієї печі в цілому. Однією з умов, надійної й стабільної роботи електронної гармати ЕПП є відсутність прямого перегляду між катодом гармати й поверхнею ванни рідкого металу. Дотримання цієї умови скорочує влучення на електроди гармати бризів і пару металу з робочої камери й значно знижує число електричних пробоїв між ними.
Електронна гармата має вакуумний затвор, що дозволяє відокремлювати гармату від робочої камери печі при необхідності відкривання камери. Для безпечної експлуатації й надійної роботи електронні пушки виготовляють повністю екранованими із закритим уведенням високої напруги. Струмовідводи потужної електронної гармати обладнують водяним охолодженням через необхідність відводити значну теплову потужність, випромінювану нагрітим до робочої температури катодом (до 1 - 5 кВт). Елементи конструкції електронних гармат зазвичай виготовляють із нержавіючої сталі I0XI8HI0T, а водоохолоджуємі деталі - з міді.
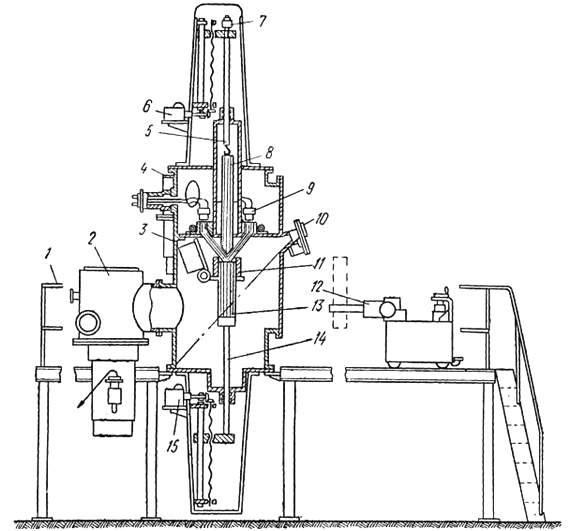
1 - площадка обслуговування; 2, 3 - вакуумні насоси;
4 - робоча камера; 5 - шток механізму подачі заготовки, що витрачається;
6 - привід механізму подачі; 7 - механізм обертання заготовки, що витрачається;
8 - заготовка, що витрачається; 9 - радіальні пушки;
10 - стробоскопічна оглядова система; 11 - кристалізатор;
12 - маніпулятор для видалення готового злитка; 13 - злиток;
14 - шток механізму витягування злитка; 15 - привід механізму витягування
Рис.89 - Схема електронно-променевої печі В - 270 М
Схема електронно-оптичній системи установки В - 270 наведена на рисунку 90.
Під дією прискорювальної напруги електричного поля між катодом 5 (див. рис.90) і щілинним анодом 3 виникає рух електронів з визначеною швидкістю. На виході з формуючих котушок 2 і 6, електронний пучок попадає в додаткове поле, що фокусує, магнітної лінзи (на схемі не показана). Магнітна лінза розташована так, що площина нагріву перебуває на рівні її верхнього торця.
Робоча камера 4 (див. рис. 89) має вигляд горизонтального циліндра, призначеного для вільного розміщення елементів конструкції печі й вакуумних систем. Електронні пушки встановлюють на патрубках, розташованих у верхній частині робочої камери. Для зручності чищення й обслуговування внутрішня поверхня камери повинна бути гладкою з мінімальним числом важкодоступних місць. Як матеріал для внутрішніх порожнин камери вибирають як правило нержавіючу сталь. Робоча камера повинна бути оснащена системою водяного охолодження, здатною відвести до 50 - 60 % потужності ЕПП.
Кристалізатор 11 є самим теплонавантаженим елементом конструкції ЕПП. Особливу увагу варто приділити інтенсивності охолодження верхньої частини кристалізатору, тому що в ході плавки рівень рідкого металу підтримують поблизу верхнього торця кристалізатору (злиток, що наплавляється, витягають униз). В ЕПП основною причиною виходу з ладу кристалізатору є його проплавлення по кільцевому паску прилягання розплавленого металу, якщо охолодження стає недостатнім (при великих перегрівах металу вище температури плавлення, особливо для тугоплавких металів). Для забезпечення надійності системи охолодження кристалізаторів застосовують прокачування води через порожнини охолодження під підвищеним тиском (0,4 - 0,6 мПа), для чого встановлюють спеціальні насоси.
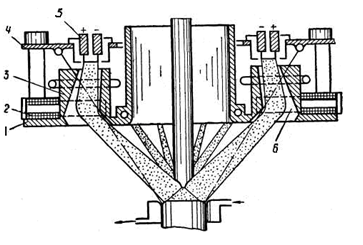
1 і 4 - нижня й верхня основи; 3 - мідні щілинні аноди;
5 - лінійні катоди (діаметром 1 мм);
2 і 6 - відхиляючі котушки й магнітопроводи системи
Рис.90 - Схема електронно-оптичної системи установки В - 270 з десятьма радіальними пушками
Кристалізатори виготовляють у вигляді внутрішньої мідної гільзи з товщиною стінки 10-16 мм, укладеної в кожух із нержавіючої сталі, що забезпечує найбільш раціональний розподіл охолоджувальної води. Кристалізатори часто розташовують усередині робочої камери печі. Якщо кристалізатор розташований у нижній частині робочої камери, можливо його видалення з-під печі разом зі злитком, що дозволяє легко здійснити механічне чищення кристалізатору після кожної плавки або, якщо буде потреба, заміну внутрішньої гільзи.
Сипучі матеріали (обрізь, стружка, гранулят і т.п.) подають у кристалізатор із лотка на торцевій кришці робочої камери.
Оглядові пристрої повинні забезпечувати гарний огляд робочої зони печі. У зв'язку з тим що ЕПП працюють при залишкових тисках не вище 0,05 - 0,1 Па, запилення стекол оглядових пристроїв парами металу дуже велике. Доводиться вживати заходів для додаткового їхнього захисту.
Найпоширенішим способом захисту скла служить поворотний диск зі стеклами, які ставлять на шляху між робочою камерою й поверхнею оглядового вікна. У міру потемніння захисного скла диск повертають, заміняючи брудне скло чистим. Це дозволяє подовжити термін служби оглядового скла в стільки разів, скільки допоміжних стекол укріплено на поворотному диску.
Для збільшення терміну служби оглядових стекол застосовують також обтюраторні (стробоскопічні) пристрої, у яких стекло оглядового вікна закривають заслінкою, що швидко обертається, з вузькою щілиною. При обертанні заслінки щілина послідовно проходить по всій робочій поверхні, дозволяючи використовувати всю площу оглядового вікна для спостереження за процесом. У ряді випадків, коли безпосереднє спостереження через оглядові вікна неможливо, для спостереження використовують перископічні системи або телевізійні пристрої, об'єктиви яких установлюють в оглядового вікна, а окуляр, або екран виносять у зону, зручну й безпечну для спостереження.
Вакуумна система. Вакуумні системи ЕПП є надпотужними й складними серед систем вакуумних електропечей.
Діапазон робочих тисків обумовлюється технологічними й енергетичними параметрами ЕПП, а також ступенем розвитку вакуумної техніки й складає 10-1 - 10-3 Па.
Тому у вакуумних системах ЕПУ застосовують високо вакуумні паромасляні дифузійні й бустерні паромасляні насоси, які приєднують до печі послідовно або паралельно (при необхідності швидкої ліквідації пікових газовиділень переважніше схема послідовного з'єднання: високо вакуумний насос - бустерний насос).
Механізм витяжки злитка 15 (див. рис. 89) розташовують під робочою камерою. Водоохолоджуємий шток 14 рухливого піддона кристалізатору виходить через вакуумне ущільнення під піч, де з'єднується з механізмом.
Злиток витягають у водоохолоджуєму «холодильну» камеру, шлюзують вакуумним затвором і викочують з-під печі. Швидкість витяжки залежить від масової швидкості наплавлення рідкого метала і його кристалізації складає 20 - 100 мм/хв.
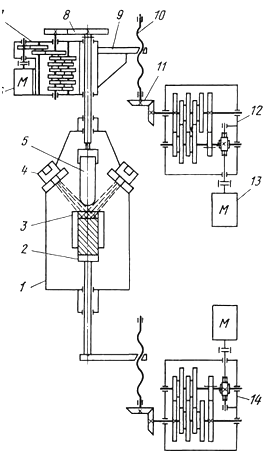
1 - вакуумна камера; 2 - шток механізму витягування злитка;
3 - водоохолоджуємий кристалізатор; 4 - радіальна електронна гармата;
5 - електрод, що витрачається; 6 – електродвигун; 7 - редуктор;
8 - відкрита передача механізму обертання електрода, що витрачається;
9 - каретка; 10 - гвинтова пара; 11 - конічна передача;
12 - черв’ячно-циліндричний редуктор;
13 - електродвигун механізму переміщення електроду, що витрачається;
14 - механізм витягування злитка;
Рис.91 - Принциповий пристрій і кінематична схема механізмів електронно-променевої печі В-270М
Кінематичні схеми механізмів витяжки злитка, переміщення й обертання електрода, що витрачає, наведені на рисунку 91.
Механізм переміщення електрода складається з електродвигуна 13 (N = 0,23 кВт; n = 2500 об/хв.), комбінованого черв’ячно-циліндричного редуктора 12, конічної передачі 11 і гвинтової пари з гайкою, що рухається, поступально вмонтованою в каретку 9.
Робочу й маршову швидкості отримують переключенням шестірні на змінній шпонці.
Механізм витягування злитка із кристалізатору аналогічний розглянутому.
У механізм обертання електрода входять електродвигун 6 (N = 0,115 кВт; n = 3600 об/хв.), восьмиступінчатий циліндричний редуктор 7 і відкрита передача 8, колесо якої посаджене на шток електродотримача.
У механізмах переміщення електрода й витягування злитка, обладнаних електроприводами, крім розглянутих двошвидкісних багатоступінчастих редукторів співвісного типу, застосовують двошвидкісні редуктори з конічними й циліндричними диференціалами, а також приводи з керованими електромагнітними муфтами. Ряд вітчизняних і зарубіжних печей виконаний із гідравлічними механізмами переміщення електрода й витягування злитка.
Технічні характеристики електронно-променевих печей наведені в таблиці 4.
Таблиця 4 - Технічна характеристика ЕПП із радіальними пушками
| Параметри | Тип | |||
|---|---|---|---|---|
| У-143 | У-270 | У-270М | У-254 | |
| Потужність печі, кВт | 120 | 150 | 150 | 500 |
| Прискорювальна напруга, кВ | 13-15 | 13,5 | 13,5 | 14-17 |
| Величина анодного струму, А | 0,8 | 1,1 | 1,1 | 3,3 |
| Число гармат | 4 | 10 | 10 | 10 (або 4) |
| Діаметр кристалізатору (максимальний), мм | 150 | 120 | 200 | 380 |
| Довжина злитка (максимальна), м | 0,5 | 0,45 | 1,0 | 1,3 |
| Витрата охолодної води, м3/год. | 8 | 8 | 12 | 30 |
| Габарити печі: | ||||
| - площа, м2 | 12 | 25 | 30 | 81 |
| - висота, м | 3,6 | 3,7 | 5,9 | 9,5 |
1.41 Плазмово-дугові печі. Фізичні основи плазмового нагріву.
1.41.1 Загальні відомості
У нормальних умовах газ складається з нейтральних молекул або атомів, і не має електропровідність. Під дією зовнішніх факторів може відбутися іонізація (електризація) газу. Іонізацією елементарної частки (атома або молекули) називають процес, у результаті якого на частці виникає електричний заряд або зростає його величина.
Іонізований газ характеризується щільністю складових його компонентів (електрони, іони, нейтральні атоми або молекули), тобто їхнім числом в одиниці об'єму (наприклад, в 1 м3 газу).
Американські фізики Ленгмюр і Тонкс для характеристики стану газу в стовпі тліючого або дугового електричного розряду в 1923 р. запровадили термін «плазма». У цей час під плазмою розуміють частково або повністю іонізований газ, що володіє наступними властивостями:
- під дією електричного поля в плазмі з'являється електричний струм (наприклад, електричні розряди);
- плазма проявляє себе як своєрідне пружне середовище, у якій легко збуджуються й поширюються різні шуми, коливання й хвилі;
- якщо енергія взаємодії між компонентами плазми мала в порівнянні з тепловою енергією, то плазма поводиться в термодинамічному відношенні як ідеальний газ.
Остання властивість плазми проявляється при досить низькій щільності або високих температурах. Тому розрізняють гарячу (високотемпературну) і холодну (низькотемпературну) плазму.
Ступінь іонізації часток у гарячій плазмі близька до одиниці, їхня температура складає 106 - 108 ДО. Гаряча плазма має дуже високу провідність. Сонце й усі зірки являють собою не що інше, як гігантські згустки високотемпературної плазми.
При такій температурі атомні ядра зіштовхуються з такою силою, що з'єднуються одне з іншим. Відбуваються термоядерні реакції, що приводять до перетворення водню в гелій і виділенню величезної кількості енергії.
У лабораторних умовах дотепер не вдалося реалізувати стійку плазму такої температури.
Низькотемпературна (холодна) плазма, що має температуру порядку 103 - 105 ДО, являє собою частково іонізований газ. Електропровідність холодної плазми значно менше ніж гарячої.
Усяка сила, що діє різним способом на електрони й на іони, викликає в плазмі електричний струм.
Стаціонарний струм у плазмі можливий у двох випадках:
- якщо він замикається всередині плазми (так званий круговий струм);
- якщо він пов'язаний із зовнішніми провідниками - електродами, що перебувають у контакті із плазмою (так званий кондукційний струм).
Усякий інший струм приводить до поділу зарядів і, отже, виникненню електричного поля, тобто до поляризації плазми. Без магнітного поля електричні поля поляризації мало помітні. Вони не збуджують струми, а тільки гасять усі можливі струми.
1.41.2 Компоненти плазмоутворюючих сумішей
Плазмоутворююче середовище може бути однокомпонентним і багатокомпонентним. В якості однокомпонентного плазмоутворюючого середовища застосовують аргон, гелій, азот і водень.
Якщо процес плазмового нагріву полягає в розплавлюванні металу, то основним компонентом плазмоутворюючої суміші повинен бути газ, що забезпечує енергетичні параметри електричного розряду й плазмового струменя; другий компонент у цьому випадку стабілізує й забезпечує надійну роботу плазмотрону.
При необхідності використання хімічної взаємодії металу, що переплавляється, із плазмоутворюючим середовищем (для проведення процесів окислювання, азотування й т.п.) основним компонентом суміші треба вибирати газ, хімічно активний стосовно металу; другий компонент в основному повинен сприяти зменшенню ерозії катода (дугового плазмотрону).
Таким чином, у плазмоутворюючих сумішах є робочий компонент, що визначає технологічні можливості даної плазмоутворюючого середовища, і захисний, що забезпечує нормальну роботу плазмотрону. Природно, що назва суміші визначається по робочому компонентові.
У промисловості в основному використовують такі багатокомпонентні плазмоутворюючі суміші, як аргон + водень; аргон + гелій; азот + водень; азот + кисень. У всіх сумішах, що містять водень, теплофізичні й електричні параметри електричного розряду визначаються в першу чергу вмістом у суміші водню.
1.41.3 Принцип дії плазмотронів
Для отримання плазми необхідно створити умови для іонізації плазмоутворюючого газу, що має місце при визначених температурних умовах. Сполучення високих температур і електричного поля, здатного впливати на заряджені частки й тим самим сприяти розвитку елементарних процесів у плазмі, обумовило застосування електричного розряду в плазмових установках. Зазвичай використовують дуговий розряд і кільцевий розряд, збуджуваний високочастотним електромагнітним полем.
Пристрою для перетворення електричної енергії джерела живлення в теплову енергію струменя низькотемпературної плазми називають плазмотронами. Іншими словами, плазмотрони є генераторами низькотемпературної плазми (плазмові генератори). Залежно від принципу перетворення електричної енергії в теплову розрізняють плазмотрони: дугові, індукційні або електронні.
Необхідного для збільшення ступеня іонізації плазмоутворюючого газу, підвищення температури електричного розряду найбільше успішно досягають у дугових плазмотронах, що обумовило їхнє найбільше розповсюдження. У дугових плазмотронах реалізують залежність термічних параметрів електричної дуги від її геометричної форми: наприклад, скорочення перетину дугового розряду збільшує концентрацію енергії в ньому), викликаючи підвищення температури в стовпі дуги.
Труднощі підвищення температури полягає в тім, що зі збільшенням потужності струму, що підводиться, до вільно палаючої дуги, одночасно збільшується перетин стовпа дуги, опір зменшується, а щільність струму прагне залишитися постійною. Найбільше розповсюдження отримали такі методи підвищення щільності струму в дузі:
- аеродинамічний метод - примусове охолодження й стиснення стовпа дуги газовим потоком (так звана газова стабілізація плазмового струменя);
- електродинамічний метод - стабілізація й стиснення дуги зовнішнім магнітним полем (так звана магнітна стабілізація плазмового струменя)
При стисненні дуги потоком газу (зазвичай це потік плазмоутворюючого газу, що подається в розрядну камеру плазмотрону під деяким надлишковим тиском) частина газу, проходячи через стовп дуги, нагрівається, іонізується й виходить із каналу (сопла) розрядної камери у вигляді плазмового струменя, а зовнішній шар газу стискає дугу своїм тиском у каналі (аеродинамічний вплив), а також посилено прохолоджує периферію стовпа дуги, викликаючи його звуження (термічний стискаючий ефект). У той же час цей зовнішній шар газового потоку, стикаючись із зазвичай водоохолоджуємими стінками каналу, утворить електричну й теплову ізоляцію між потоком плазми й стінками каналу. Таким чином, газовий потік забезпечує стабілізацію стовпа дуги й плазмового струменя, що утвориться.
При виході з каналу потік плазми трохи розширюється, тобто канал є як би діафрагмою, що перетягає плазмовий стовп. Це приводить до підвищення швидкості витікання плазмового струменя до значень, що перевищують швидкість звуку.
Існують два типи плазмотронів — з незалежної й із залежною дугою (див. рис. 92).
У тім і іншому плазмотронах електрод (зазвичай вольфрамовий), закріплений в електродотримачі, поміщається в корпус. Різниця потенціалу від джерела постійного струму накладається між електродом (катодом) і корпусом, що одночасно є анодом. Корпус і електродотримач ізольовані друг від друга й обладнані системою охолодження. Плазмоутворюючий газ (аргон, гелій, водень і т.д.) подається між електродом і корпусом, а плазма видувається через сопло. У плазмотроні із залежною дугою напруга подається також, до матеріалу, що нагрівається. Завдяки проміжному опору параметри плазми в основному обумовлюються різницею потенціалу між електродом і нагріває матеріалом, що (анодом). У плазмотронах із залежною дугою більша кількість енергії передається матеріалу, що нагрівається, тому їх здебільшого застосовують для виплавки (переплаву) металів. У зв'язку зі стабілізацією дуги холодним газом у ній підвищується щільність струму й температура зростає до 5000—30000° С.
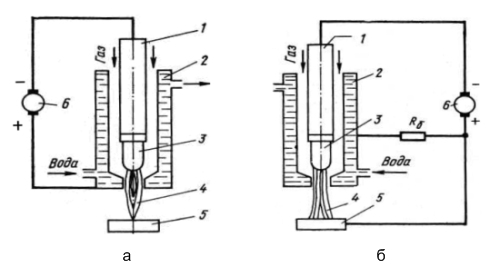
1 - електродотримач; 2 - корпус; 3 - електрод; 4 - плазма;
5 - нагріває матеріал, що; 6 - джерело постійного струму
Рис.92 - Плазмотрони з незалежною (а) і залежною (б) дугою
Загальний вигляд лабораторного плазмотрона приведений на рисунку 93.

Рис.93 - Загальний вигляд лабораторного плазмотрона
Нагрів і плавлення металів за допомогою тепла, виділюваного стиснутою в поперечному направленні електричною дугою, називають плазмово-дуговою плавкою. У використовуваних у металургії плазмотронах стиснення дуги здійснюють потоком іонізованого газу.
Плазмотрон плазмово-дугової печі складається з корпуса з електродотримачем, сопла й інших деталей, оточених водоохолоджуємим кожухом (див. рис. 94).
Усередині корпуса на ізоляційних втулках закріплюють електродотримач у вигляді водоохолоджуємого штока з наконечником для кріплення до верхньої частини шин, підводять струм, і вмонтованим у нижню частину знімним вольфрамовим катодом. Знизу, до корпуса, через ущільнювальне кільце кріплять мідне знімне водоохолоджуєме сопло. Запалювання плазмової дуги здійснюють у такий спосіб. Сопло також додатково призначене для захисту катода від бризів металу й шлаків.
У початковий момент за допомогою осцилятора збуджують чергову дугу між катодом і соплом плазмотрона, до якого на час збудження дуги підводять позитивний потенціал, а потім через сопло подають робочий газ. Витікаючи із плазмотрона, газ відриває дугу від сопла (анода) і замикає ланцюг між електродом плазмотрона (катодом) і поверхнею металу, що нагрівається, та є анодом.
При загорянні дуги між катодом плазмотрона й металом, що нагрівається, сопло відключають від ланцюга й плазмотрон піднімають, розтягуючи стиснуту газовим потоком дугу до необхідної довжини (1 ÷ 2 м).
На відміну від звичайного дугового нагріву плазмово-дуговий дозволяє:
- нагрівати й плавити метал із більш високими швидкостями;
- істотно спростити процес регулювання довжини дуги й усунути складне обладнання для переміщення електродів;
- створити над металом атмосферу необхідного складу й властивостей; виключити навуглецювання металу;
- усунути шумовий ефект дуги; забезпечити горіння дуги в умовах зміни тиску в широких межах.
Плазмову дугу використовують у сталеплавильних печах двох типів – плазмово-дугових із керамічним тиглем і установках плазмового переплаву заготівок у водоохолоджуємому кристалізаторі.
Плазмова піч із керамічним тиглем є різновидом звичайної дугової печі, у якій замість електродів установлюють один або декілька плазмотронів 1 (див. рис. 95), а кожух, склепіння, зливний отвір і робоче вікно виконують герметичними й, для подачі напруги на метал, що нагрівається, у подину вбудовують водоохолоджуємий подовий електрод 2.
На вітчизняних підприємствах успішно працюють плазмові печі з керамічним тиглем, що є результатом реконструкції дугових печей місткістю 5 - 10 т. Намічено будівництво плазмових печей 50 т.
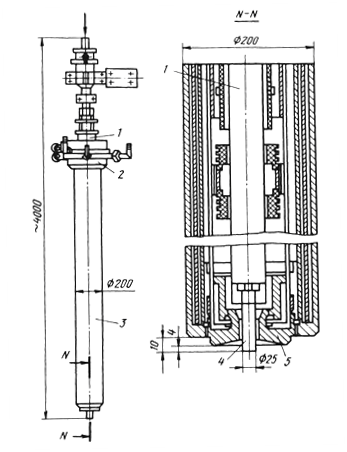
1 - електродотримач; 2 - корпус; 3 - кожух; 4 - електрод; 5 - сопло
Рис.94 - Схема металургійного плазмотрона
Плазмово-дугові печі дозволяють виплавляти особливо низьковуглецеві сталі, тому що в них немає вугільних електродів. У печах створюють нейтральну атмосферу (аргонову), а це сприяє видаленню зі сталі азоту й водню. Висока температура плазми забезпечує високу швидкість плавлення й нагріву металу.
Плазмотрони печей із вогнетривкою ванною працюють на постійному струмі прямої полярності - катодом служить верхній водоохолоджуємий плазмотрон, а анодом - ванна.
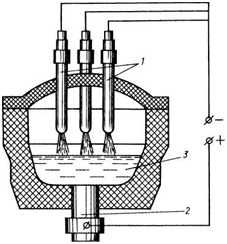
1 - плазмотрони; 2 - водоохолоджуємий електрод; 3 - рідка сталь
Рис.95 - Схема плазмово-дугової печі з керамічним тиглем
1.41.4 Процес плазмової плавки
Для плазмової плавки використовують металеву шихту з низьким вмістом фосфору, сірки й досить чисті від іржі.
На подину печі завантажують малогабаритну шихту, що забезпечує електричний контакт із подовим електродом. Перед вмиканням із робочого простору печі витісняють повітря робочим газом (аргоном, азотом), подаваним через плазмотрон. Через 5 ÷ 8 хв. плазмотрон опускають і починають плавку. Плазмова дуга горить стабільно, без шуму й поштовхів струму, характерних для звичайної дуги. Це забезпечується меншим градієнтом напруги в стовпі дуги, ніж на повітрі й відсутністю впливу на коливання дуги і її параметри, падіння шматків і обвалення шихти в процесі плавлення.
На початку плавки енергія дуги добре поглинається шихтою в анодній плямі й теплопровідністю передається всій садці. Потік плазми пропалює колодязь у шихті й викликає її плавлення біля анода. Дуга в процесі плавлення закрита шихтою, що створює кращі умови для стійкості футерівки печі. Після розплавлювання й нагріву метал розкислюють і доводять до необхідного хімічного складу.
При плавці в плазмовій печі засвоєння легуючих присадок складає, в %: 96 Мn; 95 V; 86 С; 85 - 90 Ti. Низький парціальний тиск окису вуглецю, водню й азоту в атмосфері аргону сприяє гарному розкисленню металу вуглецем і зниженню вмісту в ньому водню й азоту відповідно до 0,0001 - 0,0002 % і 0,001 - 0,003 %.
У плазмових печах методом переплаву переважно виплавляють складно леговані сталі й сплави високої якості.
У цих печах досягають значного зниження собівартості металу за рахунок меншого вигару й економії хрому, нікелю, вольфраму й інших елементів, а також насичення розплаву азотом, з атмосфери до необхідних вмістів.
Якість металу плазмової плавки не поступається вакуумним індукційним печам.
Плазмову дугу успішно використовують як джерело нагріву в рафінувальних установках для переплаву металевих електродів, що витрачаються, на злитки в мідних водоохолоджуємих кристалізаторах. Розроблена Інститутом електрозварювання ім. О. Е. Патона піч плазмово-дугового переплаву (ПДП) ОКБ – 1304 для отримання злитків масою до 5 т із жароміцних, корозійностійких і конструкційних сталей складається із плавильної камери, плазмотронів, кристалізатору, механізму витягування злитка й живильної енергосистеми.
Схема плазмово-дуговій печі з водоохолоджуємим тиглем приведена на рисунку 96.
Кінематичні схеми механізмів плазменно-дугової печі ОКБ - 1304 для переплаву металу приведені на рисунку 97.
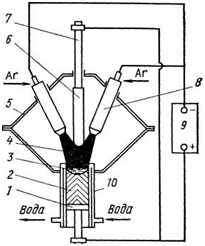
1 - піддон; 2 - злиток; 3 - рідкий метал;
4 - плазмова дуга; 5 - корпус печі;
6 - електрод, що переплавляється;
7 - електродотримач; 8 - плазмотрон;
9 - джерело живлення; 10 - кристалізатор
Рис.96 - Схема плазмово-дугової печі з водоохолоджуємим тиглем
Плавильну камеру ПДП виготовляють із двох конусів 5 (див. рис. 96). З укороченого водоохолоджуємого кристалізатора (два мідних пояси й один сталевий) злиток витягають у камеру злитка струмоведучим штоком за допомогою електродвигуна, через пасову передачу 3 (див. рис 97) і редуктор 2.
Підйом і опускання камери зі злитком здійснюють за допомогою електродвигуна через конічну передачу й пару обертально-поступального руху «гвинт - гайка» 1.
У деяких конструкціях печей ПДП операцію підйому й опускання камери зі злитком здійснюють за допомогою гідроциліндру.
Литий або кований електрод, що витрачається, 6 (див. рис 96) визначеної марки сталі або сплаву з'єднують із водоохолоджуємим штоком, закріпленим верхнім кінцем у траверсі телескопічного стояка 7 електродотримача, що переміщається нагору й униз від електромеханічного або гідравлічного приводів. Через ущільнювачі й ізолятори у верхню камеру встановлюють плазмотрони 8.
Шести плазмотрону установку живлять трифазним струмом промислової частоти (50 Гц). При цьому плазмотрони поєднують у два блоки (по три в кожному) з живленням від
окремих силових трансформаторів. Ланцюг між плазмотронами замикається по ванні кристалізатора.
Перед плавленням заготовку, що витрачається, установлюють у плавильну камеру, потім камеру герметизують і заповнюють відповідним газом (аргоном, азотом). Витрата газу на промивання камери складає ~12 м3.
Заготівку опускають до упору в запал кристалізатору, включають плазмотрони й наводять рідку ванну. Потім включають механізм витягування злитка 1 із кристалізатору. При сталому режимі переплаву масова швидкість плавлення заготівки дорівнює масовій швидкості кристалізації злитка.
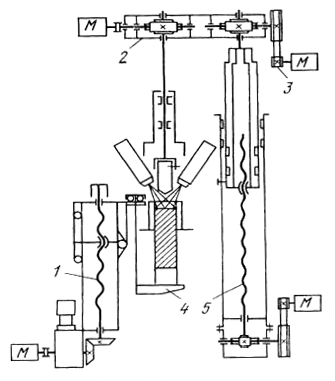
1 - механізм витягування злитка; 2 - механізм обертання електрода, що витрачається;
3 - механізм повороту електрода; 4 - механізм відводу злитка;
5 - механізм переміщення електрода, що витрачається.
Рис.97 - Кінематичні схеми механізмів плазменно-дугової печі ОКБ-1304 для переплаву металу
Заготівка плавиться під дією тепла плазмових дуг, енергії анодного проходження струму (при підключенні ії до джерела живлення) і відбитого тепла рідкої ванни й плазмових струменів. Плівка рідкого металу, що утвориться при цьому на торці електрода, і стікаючі в кристалізатор краплі взаємодіють з атмосферою печі й рафінуються. По закінченню плавки камеру заповнюють повітрям і розгерметизують. Після видалення злитка проводять чищення й огляд камер, пристроїв і механізмів. Тривалість плавки складає 8 -10 год.
Злитки ПДП мають щільну макроструктуру й гарну поверхню, що не вимагає обробки перед прокаткою й куванням. Мілка ванна в злитку ПДП обумовлює практичну відсутність у його головній частині усадочної раковини й рихлості. Він має периферійну зону мілких кристалів і зону великих, перпендикулярних до осі орієнтованих кристалів. Зона рівновісних кристалів у центрі злитка відсутня.
Процес рафінування в установках ПДП близький до процесу електронно-променевого переплаву (ЕПП), оскільки він дозволяє регулювати швидкість кристалізації злитка, підтримувати високий температурний рівень ванни в кристалізаторі, забезпечувати низький парціальний тиск газів, що виділяються, і домішок. Відмінність його складається в простоті конструкції установки, відсутності складного високовольтного обладнання й більш високої продуктивності.
1.42 Електрошлакові печі
1.42.1 Загальні відомості
Електрошлакові печі (ЕШП) (див. рис. 98) дозволяють отримувати високоякісні сталі й належать до печей опору.
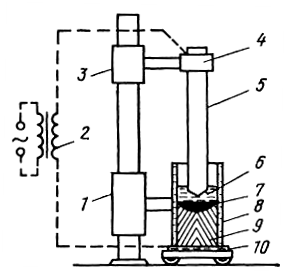
1 - механізм переміщення кристалізатору; 2 - трансформатор;
3 - механізм переміщення електрода; 4 - електродотримач;
5 - переплавляє електрод, що; 6 - рідкі шлаки; 7 - рідкий метал;
8 - кристалізатор; 9 - злиток; 10 - піддон
Рис.98 - Схема установки електрошлакового переплаву
Через електрод, що переплавляється 1, занурений у рідкі електропровідні шлаки 6, пропускають електричний струм, що проходить по електроду й шлакам. Внаслідок високого електричного опору шлаків електрод нагрівається до високої температури (1700 - 2000° С), плавиться, краплі металу, проходячи через шлаки очищаються від контакту з ним і утворять рідку металеву ванну 7 у водоохолоджуємому кристалізаторі 8. У міру оплавлення електрода в кристалізаторі формується злиток.
Шлаки наводять шляхом розплавлювання шлакової суміші або заливанням рідких шлаків зі спеціального плавильного агрегату. Додатковим призначенням шлаків є захист рідкого металу від впливу атмосфери повітря.
У процесі плавки електрод автоматично опускається вниз у міру його оплавлення. Після закінчення плавки кристалізатор піднімається нагору, а злиток 9 на піддоні приділяється вбік.
Живлення установки здійснюється перемінним струмом від трансформатора. В установках ЕШП можна виплавляти злитки масою до 40—60 т.
1.42.2 Послідовність плавки
На піддон 10 (див. рис. 98) кристалізатору 8 кладуть металеву шайбу (запал). Потім на неї насипають термітну суміш (Al - Mg порошок і кальцієва селітра), опускають електрод 5 і в зазор між ним і кристалізатором насипають порцію робочих шлаків.
Після подачі напруги між електродом і запалом виникає електрична дуга, термітна суміш запалюється й розплавляє робочі шлаки, у який поринає електрод. Дуговий процес переходить в електрошлаковий, бездуговий.
У міру оплавлення електрод за допомогою механізму пересування 3 автоматично подається вниз.
Коли плавлення електрода майже припиняється - зберігається велика кількість рідких шлаків, чим забезпечується отримання щільної головної частини злитка 9. Наприкінці плавки подачу електрода припиняють.
Останнім часом при ЕШП сталі застосовувати так званий «рідкий старт».
У цьому випадку рідкі робочі шлаки розплавляють у спеціальному плавильному агрегаті й заливають у кристалізатор. Електрод занурюють у шлаки й включають струм.
При ЕШП метал очищається від неметалічних включень, сірки й кисню. Якість металу, отриманого цим методом, у великому ступені залежить від складу робочих шлаків. Уміст оксидів заліза, марганцю й кремнію в шлаку повинне бути мінімально.
Отримання високоякісного метала при ЕШП забезпечується не тільки за рахунок рафінування розплаву від домішок, але й завдяки одержанню щільного злитка без пористості.
1.42.3 Піч електрошлакового переплаву В - 436
Піч електрошлакового переплаву В - 436 (див. рис. 99) призначена для виплавки злитків масою до 13 тонн шляхом переплаву дво електродів, що витрачаються, в один кристалізатор.
Переплав здійснюють за біфілярною схемою, по якій струм проходить від одного електрода до іншому, а не між піддоном і електродом, що витрачається, як це прийнято в одноелектродних печах.
Основними вузлами й механізмами печі є пустотіла колона 12, закріплена на фундаменті, верхня каретка 10 з електродотримачем 7 і пристроєм 6 для втримання електродів і підведення струму, механізм 11 переміщення електрода із системою зрівноважування 8, нижня каретка 4, кристалізатор 2 із піддоном 19 і сифонним пристроєм 1 для заливання розплавлених шлаків і відкотний самохідний візок 18.
Обидві каретки переміщаються по колоні на роликах, розташованих із всіх чотири сторін. Верхня каретка (електродна) призначена для переміщення електродів при установці й, у процесі плавки. Струм від пічного однофазного трансформатора 14 підводить по шинах, гнучким кабелям 13 і мідними водоохолоджуємими трубам на верхній каретці до пристрою для втримання електродів, розташованому на електродотримачі й обладнаному мідними башмаками з похилими контактними площинами. На них спираються своїми похилими площинами рамки, закріплюють попередньо на електродах 5. Конструкція струмопідводу з опорними рамками забезпечує надійне втримання електродів великої маси й гарний електричний контакт.
Нижня каретка (каретка кристалізатору) призначена для втримання кристалізатору в процесі плавки й підриву виливниці після формування злитка. Для цього каретка оснащена лабетами, а кристалізатор - цапфами.
Кристалізатор виконують збірної конструкції з мідним кокілем і кожухом із немагнітної сталі. Кокіль виготовляють із розширенням донизу для полегшення зняття кристалізатору зі злитка. Кристалізатор, як і мідний піддон, роблять водоохолоджуємим, здійснюючи підведення й відвід води шлангами 15.
Підрив виливниці провадять гідроциліндром 17, зняття її зі злитка - верхньою кареткою, використовуючи для цього ланцюга. Масло в гідроциліндр подається маслонапірною станцією 16. Окремі плавки проводять із подачею інертного газу в кристалізатор через газорозподільну коробку 3 із мілкими отворами, установлювану зверху на кристалізатор. Для подачі добавок у кристалізатор порціями по ходу плавки передбачений барабанний дозатор секційного типу.
Самохідний візок 18 (див. рис. 99) призначений для подачі збірного кристалізатору до печі й відкоту від печі виплавленого злитка й кристалізатору, з метою ремонту, у зону дії мостових кранів. У період плавки візок служить основою для кристалізатора.
Гази, що утворяться при плавці, видаляються газовідвідною системою, забірний пристрій якої розташовано в кристалізаторі. Для обслуговування обладнання використовують обгороджені майданчика 9, розташовані на колоні й, на електродній каретці.
Електродний візок 11 (див. рис. 100, а) оснащена безребордними роликами 12, розташованими у два ряди із чотири сторін по восьми роликів у кожному ряді. Маса каретки з електродотримачем 13 і електродом частково врівноважена противагою 16, підвішеною на канаті 9.
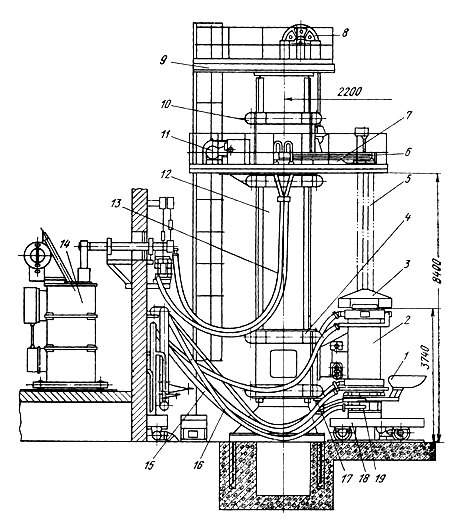
Рис.99 - Піч електрошлакового переплаву В - 436
Кінематичні схеми механізмів печі В–436 і збирального візка приведені на рисунку 100.
Останній обгинає рухливий блок 15 на противазі, що направляють блоки 10 і обома кінцями прикріплений до каретки. Каретка переміщається в результаті кочення рейкової шестірні 8 по нерухомій зубчастій рейці 14, закріпленої на колоні 22.
Маса противаги обрана з умови рівності надлишкових моментів на рейковій шестірні, створюваних масами електродів і противаги у випадках навішення електродів і без них. Верхній каретці й електроду задають дві швидкості руху - швидку (маршову) швидкість у випадку переміщення на більші відстані й повільну (робочу) швидкість при подачі електрода в період розплавлювання. У привід механізму переміщення електродів входять два електродвигуни постійного струму - маршовий 1 і робочий 7, черв'ячний редуктор 6, комбінований редуктор із двома черв'ячною 3 і 2 і циліндричною 4 передачами, керована електромагнітна муфта 5 і гальмо. Повільна швидкість переміщення електрода отримана в результаті установки додаткового черв'ячного редуктора в кінематичний ланцюг робочого електродвигуна.
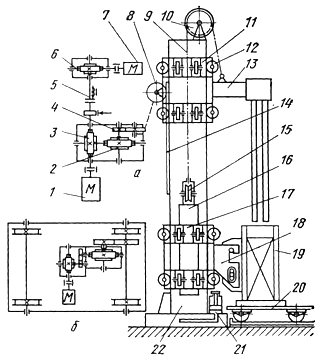
Рис.100 - Кінематичні схеми механізмів переміщення електрода й підриву злитка (а) і механізму переміщення збирального візка (б) печі електрошлакового переплаву
При включенні маршового електродвигуна черв'ячний редуктор і робочий електродвигун від'єднуються від комбінованого редуктора електромагнітною муфтою. Привід дозволяє отримати при включеному робочому електродвигуні «пульсуючу» подачу електрода шляхом періодичного включення й вимикання електромагнітної муфти й зблокованого з нею гальма. Ходові частини нижньої й верхньої кареток однакові. При підриві виливниці гідроциліндр 21 впливає на каретку 17, що кронштейном 18 зміщає виливницю 19 стосовно злитка.
Збиральний візок 20 обладнаний рухомим столом і механізмами переміщення столу візка. Напрямки руху столу й візку взаємно перпендикулярні. Механізм поперечного переміщення столу призначений для точної установки кристалізатора по поздовжній осі електродів. До складу механізму входять електродвигун, черв'ячний редуктор і гвинтова передача з гайкою, що рухається поступально, вмонтованою в стіл.
Механізм пересування візка (див. рис.100, б) складається з електродвигуна, комбінованого редуктора із двома черв'ячною й циліндричною зубчастими передачами й відкритою парою, колесо якої посаджено на вісь привідного схилу.
Електропривод дозволяє отримати дві швидкості руху візка. З великою швидкістю візок переміщають при підведенні кристалізатору й відкочуванні злитка, на повільній швидкості провадять точну установку кристалізатору по поперечній осі електродів.
Технічна характеристика печі У-436:
| 1. Найбільший перетин злитка, мм | 460 x 640 |
| 2. Найбільший перетин електрода, мм | 1230 x 140 |
| 3. Сила струму плавки, А | 0000 |
| 4. Напруга, В | 50—150 |
| 5. Продуктивність печі, т/год | 0,3—1,5 |
| 6. Швидкість переміщення електродів, м/год: | |
| - робоча | 7,3 |
| - маршова | 22 |
| 7. Швидкість пересування візка, м/хв | 325 і 0,65 |
| 8. Передаточне число механізму переміщення електродів: | |
| - черв'ячного редуктора | 31 |
| - комбінованого редуктора | 1975,7 |
| 9. Робочий електродвигун: | |
| - потужність, кВт | 3,2 |
| - частота обертання, об/хв | 1500 |
| 10. Маршовий електродвигун: | |
| - потужність, кВт | 14 |
| - частота обертання, об/хв | 1460 |
У сучасних печах верхню й нижню каретки обладнують однотипними механізмами пересування з диференціальними редукторами, що забезпечують робочу й маршову швидкості. Для кожної каретки передбачають систему вантажного зрівноважування. Верхні каретки мають механізми коректування положення електродів у поперечному напрямку, використовувані при суміщенні осей електродів і кристалізаторів. Нижні каретки призначені для втримання, підриву й підйому кристалізаторів.
Раніше розглянутого дводвигунового приводу механізму переміщення електрода з електромагнітною муфтою складається в частому виході її з ладу по зношуванню. Підвищення надійності механізму досягнуте установкою редуктора з конічним диференціалом.
На рисунку 101 показана кінематична схема механізму переміщення електродів, що витрачаються, з конічним диференціальним редуктором.
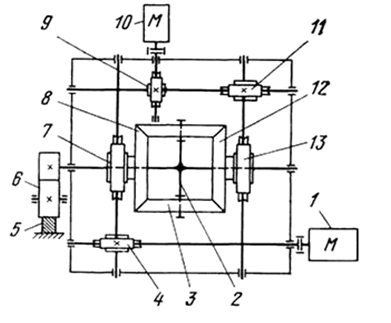
Рис.101 - Кінематична схема механізму переміщення електродів, що витрачаються з конічним диференціальним редуктором
Електродвигун 1 (див. рис. 101) призначений для переміщення електродів з маршовою швидкістю; електродвигун 10 - для отримання робочої швидкості. Застосування електродвигуна постійного струму для робочого ходу обумовлено необхідністю регулювання швидкості обертання, частих пусків і зупинок, що задають системою автоматичного управління процесом плавки.
Кінематичний ланцюг від робочого електродвигуна до конічного диференціала виконаний з більшим передаточним числом передач, ніж лінія передач від маршового електродвигуна.
У кінематичний ланцюг від робочого електродвигуна до диференціала входять черв'ячні передачі 9, 11 і 13; ланцюг маршового електродвигуна - передачі 4 і 7. На валу водила посаджена шестірня, що знаходиться в зачепленні з рейковою шестірнею 6. Як і в раніше розглянутому механізмі, поступальний рух каретки створюється в результаті обкатування рейкової шестірні по нерухомій рейці 5, закріпленої на колоні печі.
Привід забезпечує тільки дві швидкості, створювані при роздільній роботі електродвигунів. Дві інші швидкості, які можна отримати за допомогою диференціального редуктора, при одночаснім обертанні обох електродвигунів в одному або в різних напрямках, не використовують.
При включенні електродвигуна 10 на робочу швидкість обертання через черв'ячні редуктори 9 і 11 передається черв'ячній парі 13, колесо якої жорстко пов'язане з конічним колесом 12 диференціала. Оскільки електродвигун 1 зупинений, те загальмовані черв'ячні передачі 4 і 7 і сонячне колесо 8, пов'язане в блок із черв'ячним колесом передачі 7. Сателіти 3, обкатуючись по нерухомому колесу 8, приводять в обертовий рух водило 2, що через циліндричну передачу обертає рейкову шестірню 6. Маршову швидкість отримують аналогічним образом при працюючому електродвигуні 1 і зупиненому електродвигунові 10.
У потужних печах електрошлакового переплаву застосовані пристрої для втримання електрода й підведення струму з контактними рамками, що обумовлено великою масою електродів. Їхній недолік полягає в необхідності попередньої установки на електрод контактної рамки й вантажної траверси, виконуваної на спеціальному стенді. На печах з масою виплавлюваного електрода до 3,5 т успішно застосовують пружино-пневматичні й пружинно-гідравлічні механізми затиску електрода. Прикладом може служити пружино-пневматичний механізм затиску електрода печі ОКБ-1065 для виплавки злитків масою 3,5 т, кінематична схема якого представлена на рисунку 102.
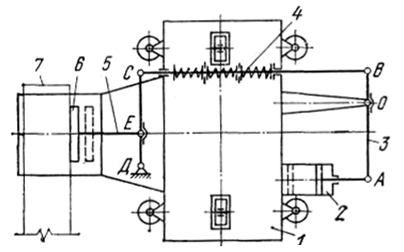
Рис.102 - Кінематична схема пружинно-пневматичного механізму затиску електрода
Механізм змонтований на каретці електродотримача 1 (див. рис. 102) і складається з важільної системи 3 (багатоланковий шарнірний механізм АОВСДЕ), пружин 4, штока 5 із закріпленими на ньому башмаком 6 і пневматичного циліндра 2 однобічні дії. При відключеному пневмоциліндрі пружини впливають на важільний механізм, переміщаючи шток уліво й затискаючи башмаком електрод 7 у головці електродотримача. Звільнення електрода досягають подачею стисненого повітря в праву порожнину циліндра, що переборює дію пружин і відводить башмак від електрода.
1.43 Вакуумні насоси
В установках для вакуумування сталі й вакуумних електропечей застосовують насоси двох основних видів: механічні й пароструминні
Основні характеристики насосів - швидкість (швидкість) відкачки, граничний вакуум і величина попереднього розрідження.
Швидкість відкачки виражають по формулі:
S = Q / P,
де Q — об'єм газу, що видаляється насосом в одиницю часу; Р — тиск на впуску в насос.
Продуктивність насоса визначає масу газу, що відкачують, в одиницю часу (Q / t), де Q – кількість газу; t - час.
Максимальне розрідження, що досягає насосом при роботі, називають граничним вакуумом.
Конструкція деяких насосів передбачає їхнє включення на відкачку після досягнення деякого попереднього розрідження (форвакууму). Основними частинами механічних насосів різної конструкції є корпус насоса, привід, що обертається ротор (може бути розташований ексцентрично) і облаштованості до нього (пластини, плунжер, пружини), що захоплюють повітря з печі й викидають його у вакуумну систему.
Найбільше поширення одержали золотникові обертальні насоси з масляним ущільненням ВН - 4 і ВН - 6 і роторні багатопластинчасті насоси РВН-30, РВН-60 і РВН-75. Для невеликих вакуумних установок застосовують насоси інших типів – пластинчато-статорні, пластинчато-роторні й т.п. Не менш цікаві двороторні вакуумні насоси ДВН-500 і ДВН-1500, виконані по типі повітродувок Рутса.
На рисунку 103 показане принциповий пристрій основних типів вакуумних насосів.
У пластинчато-роторному насосі (див. рис.103, а) відкачна камера розділяється на порожнині усмоктування й виштовхування за допомогою двох пластин, що притискають до корпуса пружинами. У пластинчато-статорному насосі (див. рис.103, б) ці функції виконує пластина, що притискається пружиною (на Рис.не показана) до ексцентричного ротора; у золотниковому насосі (див. рис.103, в) порожнини утворяться в результаті кочення й ковзання циліндричного кільця - плунжера на внутрішньої поверхні корпуса під дією ексцентрика. Повітря проходить через отвір у верхній трубці обойми.
Для досягнення герметичності корпуса насоси поміщають у масляні ванни (див. рис.103, а). В обертальному багатопластинчастому насосі (див. рис.103, г) серпоподібний відкачний простір розділяється на окремі камери лопатами ротора. Притиснення пластин до статора відбувається під дією відцентрових сил.
Двороторний насос (див. рис.103, д) обладнаний двома восьмиподібними роторами-лопатами, що утворять при обертанні між собою й корпусом порожнини усмоктування й, виштовхування газу. Лопати цього насоса не випробовують тертя й не піддані зношування.
Пароструминні насоси (див. рис. 104) ділять на ежекторні, бустерні й високовакуумні, що знижують тиск відповідно до 1,33; 0,01; 1,33 • 10 -5 Па.
Робочу рідину (масло, ртуть) доводять до кипіння й пар подають по паропроводу 3 (див. рис.104) до сопла 5, через яке він минає з великою швидкістю в робочу камеру насоса, захоплюючи газ, що відкачується, через вхідний патрубок 9 у нижню частину камери до вихлопної труби 10. Пари робочої рідини конденсуються на стінках охолоджуваної робочої камери й стікають по трубі в кип'ятильник 2.
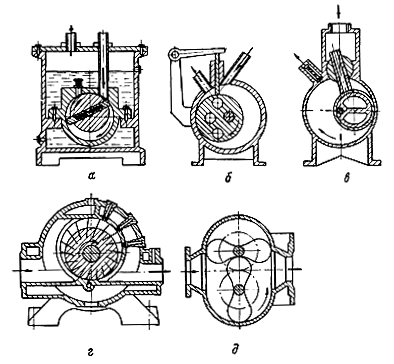
Рис.103 - Схеми механічних вакуумних насосів
Найбільш продуктивним насосом є пароводяний ежектор *, що знижує тиск до <13,3Па. Він представляє собою систему труб, розташованих вертикально або горизонтально. По паровій магістралі пар подають до всіх щаблів із соплами й потім у конденсатори змішання, що представляють собою колону з набором металевих чаш і розбризкуванням води. По зливальних трубах сконденсована пара й вода стікають у зливний бак.
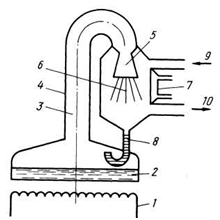
1 - підігрівник; 2 - кип'ятильник; 3 - паропровід;
4 - корпус; 5 - сопло; 6 - струмінь пари;
7 - водяне охолодження; 8 - злив робочої рідини;
9 - вхідний патрубок; 10 - вихлопний патрубок
Рис.104 - Принципова схема пароструминного вакуумного насоса
1.44 Сталеливарні ковші
1.44.1 Загальні відомості
Сталеливарний ківш являє собою виконаний зі сталевих листів футеровану посудину, що має форму усіченого конуса, що розширюється догори (рисунок 1.105). Ємність ковшів перебуває в межах 5 - 480 т; крім рідкої сталі ківш повинен уміщати небагато шлаків (2 - 3 % від маси металу), що захищає метал від швидкого охолодження під час розливання.
Кожух ковша виготовляють звареним з листової сталі товщиною до 30 мм. Середню частину кожуха оперізують зовні масивним сталевим кільцем, до якого кріплять дві цапфи. За ці цапфи ківш піднімають гаками сталеливарного крана. Для того, щоб ківш не міг мимовільно перевернутися, цапфи кріплять трохи вище його центру ваги.
Відношення діаметра кожуха до висоти перебуває в межах 0,75 - 0,90; конусність стін складає 3 - 3,5 %.
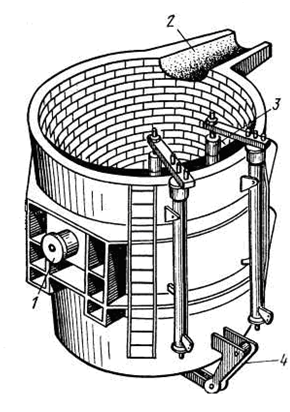
1 - цапфа; 2 - носок для зливу шлаків;
3 - стопор; 4 - скоба для кантування ковша
Рис. 105 — Загальний вигляд двостопорного сталеливарного ковша
Розміри сталеливарних ковшів наведені в таблиці 1.5
Таблиця 1.5 - Розміри сталеливарних ковшів
| Розміри | Ємність ковша, т | ||||
|---|---|---|---|---|---|
| 10 | 50 | 100 | 300 | 480 | |
| Середній діаметр кожуха, м | 1,58 | 2,48 | 3,17 | 4,02 | 4,97 |
| Висота, м | 1,83 | 2,80 | 3,45 | 5,30 | 5,56 |
| Товщина футерівки внизу, мм | 180 | 210 | 230 | 320 | 350 |
Сталеливарні ковші підрозділяють залежно від матеріалу футерівки - на ковші з футерівкою із шамотної цегли й з монолітної футерівкою, і по конструкції замикаючого механізму на ковші зі стопорним пристроєм і ковші із шиберними затворами.
Ковші з футерівкою із шамотної цегли (рисунок 106) застосовуються протягом багатьох років і найпоширеніші. Футерівка стін складається з арматурного шару цегли 7 (див. рис. 1.106, а), що примикає до кожуха, і робочого 8, що стикається з рідким металом і шлаками; днище ковша викладають цеглою в три - п'ять рядів.
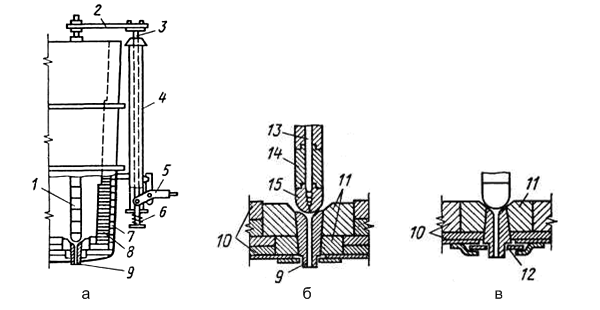
1 - стопор; 2 - качани; 3 - повзун; 4 - напрямна; 5 - важіль; 6 - пружина;
7, 8 - арматурний і робітник шари футерівки відповідно; 9 - стакан;
10 - футерівка дна ковша; 11 - гніздової цегла; 12 - упорна шайба;
13 - стрижень; 14 - шамотна трубка; 15 – пробка
Рисунок 106 - Стопорний механізм і установка стаканів у сталеливарному ковші
Товщину футерівки стін у нижній частині ковша роблять більшою, ніж у верхній, тому що тут вона більш тривалий час є під впливом рідкого металу.
Арматурний шар футерівки служить 12 - 18 місяців. Робочий шар зношується і його заміняють після розливання 10 - 18 плавок; після викладення нового робочого шару футерівку просушують протягом 6 - 20 год., нагріваючи до червоного кольору пальниками. Витрата ківшевої цегли складає 5 - 12 кг/т сталі.
Ковші з монолітної футерівкою отримують поширення в останні роки. Арматурний шар і днище в цьому випадку викладають із шамотної цегли, а робочий шар виконують із монолітної кремнеземистої маси.
По способу виготовлення розрізняють набивні й наливні монолітні футерівки. Маса для набивної футерівки складається із кварцового піску або меленого кварциту з добавкою сполучних (наприклад, вогнетривкої глини) і вологи (6 -10 %). Масу набивають між шаблоном і арматурним шаром цегли за допомогою піскометних машин; набивання великовантажного ковша триває 30 - 40 хв, у той час як викладення робочого шару шамотною цеглою триває близько 8 год.
Наливну футерівку отримують заливанням рідкорухомої суміші, що самотвердіє, у зазор між шаблоном і арматурною кладкою ковша. Суміш складається із меленого кварциту з добавкою 2 - 4 % затверджувача (шлаки ферохромового виробництва) і водяного розчину рідкого скла (до 30 %).
Наливка футерівки триває біля години, твердіння маси 1 - 2 год. Після виготовлення набивного або наливного шару ківш сушать протягом 8 - 16 год.
Переваги монолітної футерівки - скорочення тривалості ремонту ковша й здешевлення за рахунок зниження витрати шамотної цегли, істотне зниження витрат ручної праці на виготовлення футерівки. Витрата маси складає 2 - 4 кг/т сталі.
1.44.2 Стопорні пристрої сталеливарних ковшів
Для розливання сталі з ковша по виливницям служить стакан зі стопором або шиберним (дисковим) затворами.
Стакан вставляють у днище ковша в спеціальну гніздову цеглу (див. рис. 106, б, в); іноді замість гніздової цегли роблять набивне гніздо, заповнюючи зазор між стаканом й футерівкою днища вогнетривкою масою. Стакан має форму усіченого конуса з отвором для струменя рідкого металу. Зазвичай цей отвір має круглий перетин, його діаметр («діаметр стакану») складає 25 - 120 мм, висота стакану залежно від ємності ковша дорівнює 120 - 440 мм. Найбільше поширення отримали стакани з магнезиту й шамоту.
У ковшах великої ємності застосовують магнезитові стакани, тому що в процесі розливання вони розмиваються металом повільніше шамотних.
У більших ковшах застосовують стакани, що звужуються донизу, та які встановлюють зсередини ковша (див. рис. 106, в), у малих ковшах - звужуються догори, які вставляють і закріплюють за допомогою упорної шайби зовні ковша (див. рис. 106, б).
Стопор служить для закривання й відкривання отвору стакану. Він являє собою металевий стрижень діаметром 40 – 60 мм, захищений від впливу рідкої сталі й шлаків шамотними трубками (котушками). Нижній кінець стрижня має нарізку, на яку нагвинчують вогнетривку пробку 15 (див. рис. 106, в) зазвичай з високоглиноземистого шамоту. При тривалому розливанні стрижень стопора втрачає міцність і може вигинатися, тому іноді застосовують стопори, що охолоджуються повітрям. У цьому випадку стрижень стопору роблять порожнім; у порожнину вставляють трубку, через яку подають стиснене повітря.
Двостопорні ковші (див. рис. 105) застосовують при розливанні зверху; одночасне наповнення двох виливниць дозволяє істотно скоротити тривалість розливання.
Для підйому й опускання стопора служить стопорний важільний механізм. Повзун з вилкою й закріпленим у ній стопором переміщають за допомогою важеля 5 (див. рис. 106, а) вручну, а іноді дистанційно за допомогою гідравлічного або механічного привіду.
Стакан й стопор служать одне розливання, після чого їх заміняють. Перед установкою в ківш набраний стопор ретельно просушують.
На рисунку 107 наведена схема стопорного пристрою ковша великої ємності.
У ковшах великої ємності привід стопорного пристрою здійснюється за допомогою гідроциліндра подвійної дії 6.
Якість розливання багато в чому залежить від правильності зборки стопору. На нижньому кінці металевого стрижня зміцнюють стопорну пробку.
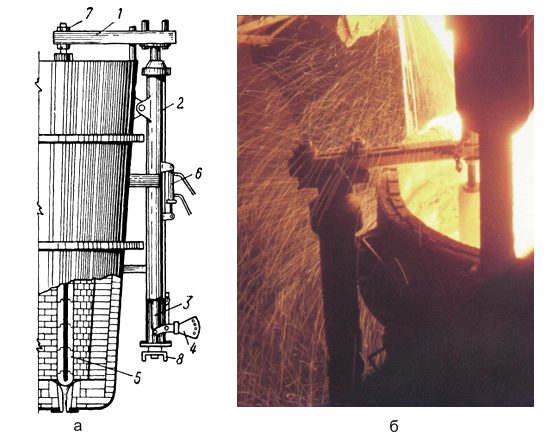
а – схема; б – загальний вигляд;
1 - качана; 2 - напрямна труба; 3 - повзун; 4 - важіль; 5 - стопор;
6 - гідравлічний циліндр подвійної дії;
7 - гайка кріплення стопора до вилки; 8 - нижня затискна гайка
Рисунок 107 - Стопорний механізм сталеливарного ковша великої ємності
Найпоширенішими способами кріплення пробки до металевого стрижня є такі: нагвинчування пробки на черв'ячне, конічне або циліндричне різьблення (рисунок 108).
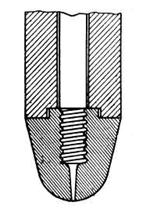
Рисунок 108 - Кріплення пробки до металевого стрижня стопора
Кріплення пробки на циліндричному (метричному) різьбленню металевого стрижня вважається найбільш простим і надійним.
Потім на стрижень набирають стопорні трубки. Вони щільно з'єднуються за допомогою замкового пристрою (рисунок 109) - бортика з однієї сторони й паза з іншої.
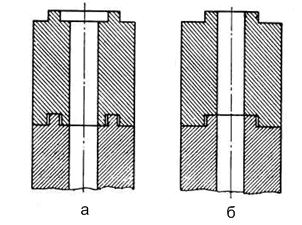
а - з подвійним замком; б - з одинарним замком
Рис. 109 — Стопорні трубки
Зазори між стрижнем і внутрішньою порожниною трубок, а також стики трубок промащують вогнетривким розчином.
Зібрані стопори просушують у спеціальних сушилах при 140—160° С.
На деяких заводах стопори для ковшів малої ємності збирають сухим способом. На металевий стрижень із закріпленої на ньому пробкою у вертикальному положенні набирають по черзі стопорні трубки й ретельно підганяють одну до іншої. Одночасно в зазор між металевим стрижнем і стопорною трубкою засипають сухий пісок. Стики між стопорними трубками промащують вогнетривким розчином. Набрані в такий спосіб стопори не просушують. Сухе набирання скорочує тривалість підготовки стопорів.
Перед набиранням стопорний припас (рисунок 110) ретельно перевіряють.
Сталевий стрижень повинен бути прямим і нарізка нижнього й верхнього кінців його не повинна мати ушкоджень. Стопорні трубки й пробки із тріщинами, відбитими замками й зіпсованою нарізкою бракують.
Стійкість стопорів визначається товщиною вогнетривких трубок, що захищають металевий стрижень від нагріву. У ковшах ємністю до 300 т зовнішній діаметр трубок повинен бути 185 мм.
Для 300 т сталеливарних ковшів зовнішній діаметр стопорних трубок збільшений до 200 мм.
Особливо важлива підвищена стійкість стопорних трубок, пробок і всього сталеливарного припасу для великовантажних ковшів при безперервному розливанні сталі й обробці її у вакуумі. У цьому випадку стійкість стопора визначає хід усього процесу розливання й надійність роботи установок.
1 - стопорний стрижень; 2 - пробки; 3 - стопорні трубки;
4 - стовщена стопорна трубка
Рис. 110 — Стопорний припас
Для підвищення стійкості сталеливарного припасу при безперервному розливанні й вакуумуванні рідкої сталі стопорні стрижні для великих сталеливарних (480 т) і проміжних ковшів виготовляють пустотілими із внутрішнім повітряним охолодженням, а стопорні трубки роблять із високоглиноземистого шамоту.
На рисунку 111 показаний пристрій для охолодження стрижня стопору стисненим повітрям. Повітря подається по трубопроводу 1 усередину труби 2.
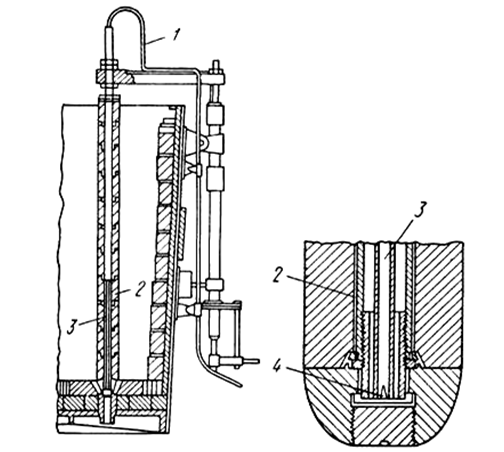
Рисунок 111 - Стопор сталеливарного ковшу, що охолоджується повітрям
Зовнішня труба є силовим корпусом для набирання футерівки кожуха, а внутрішня 3 служить тільки для підведення повітря, що через отвір 4 у внутрішній трубі надходить у між трубний простір.
Набирають і сушать стопори в спеціально обладнаних місцях, зазвичай в проміжку між печами.
1.44.3 Шиберні затвори
Шиберний затвор кріплять до кожуха днища ковша під розливочним стаканом, що вставляють із зовнішньої сторони ковша.
Одна з конструкцій шиберного затвора показана на рисунку 112, а.
Він складається з верхніх нерухомих і нижнього рухливого корпусів, у яких закріплені вогнетривкі плити, і рамки, що направляє рух рухливого корпуса й забезпечує щільне притиснення плит. У вогнетривких плитах є отвори, при збігу яких сталь випливає з ковша; зрушивши нижню плиту струмінь переривають. До нижньої плити кріпиться колектор (стакан), що формує струмінь сталі, що випливає.
Плити зазвичай виконують бікерамічні - основу яких складає спечений магнезит, а робочий контактний шар зроблений із плавленого магнезиту; для виготовлення плит застосовують корунд* і інші вогнетриви. Поверхня ковзання плит пришліфовують і змазують (наприклад графіто-смоляним змащенням).
Шиберний затвор установлюють на ківш у зібраному виді; його збирають у спеціалізованому відділенні цеху. Затвор служить без заміни від однієї до трьох плавок. Переміщення рухливого корпуса із плитою здійснюють за допомогою гідроциліндра.
Іноді застосовують поворотні затвори, у яких сполучення отворів у вогнетривких плитах досягають шляхом обертання нижньої плити.
Поворотні (дискові) стопорні пристрої (рисунок 112, б) мають кілька отворів різного діаметра. Дискові затвори дозволяють змінювати по ходу розливання швидкість витікання металу з ковша або зберігати її в процесі спорожнювання ковша (у міру опускання рівня металу в ковші вести розливання через отвори все більшого діаметра). Обертання плити 8 затвора здійснюється від електродвигуна 13, установленого на запобіжному кожусі ковша 14, через редуктор 12, на вихідному валу якого насаджена шестірня, що входить у зачеплення із зубчастим вінцем ротора 10. Ротор жорстко з'єднаний з обертовою плитою 8, що має кілька отворів різного діаметра, сполучених з отворами колекторів (стаканів).
При розливанні сталі, поворотом плити 8 вибирають швидкість витікання металу через відповідні отвори.
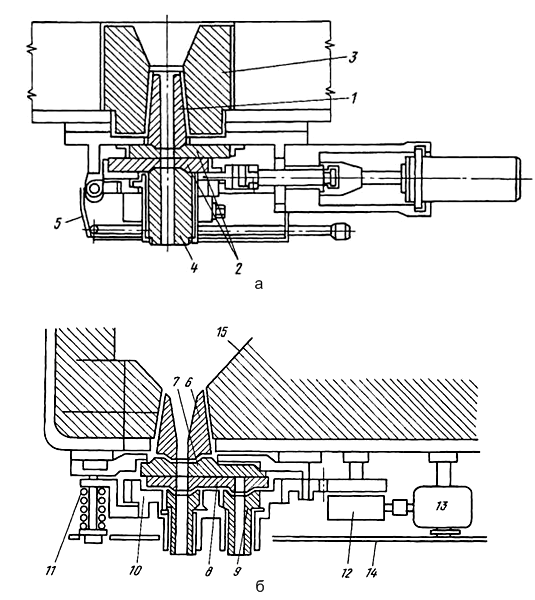
а - шиберного типу; б - обертовий дисковий
1 - розливочний стакан ковша; 2 - плити; 3 - гніздової цегла;
4 - зовнішній розливочний стакан; 5 - металевий захисний кожух;
6 - верхній стакан; 7 - нерухома плита; 8 - обертова плита;
9 - колектор; 10 - ротор; 11 - пружини; 12 - редуктор;
13 - електродвигун; 14 - запобіжний кожух; 15 - футерівка ковша
Рис. 112 - Ковзний затвор
Відео 5 — Технологія розливки і кристалізації сталі
1.45 Виливниці
1.45.1 Загальні відомості
Виливницями називають литі металеві форми, у яких з рідкої сталі виходять злитки, що володіють певними якостями, заданою масою й формою, необхідними для подальшої обробки тиском: прокаткою, куванням, пресуванням. При безперервному розливанні сталі роль виливниці виконує водоохолоджуємий кристалізатор, виготовлений з матеріалів з високою теплопровідністю: міді або хромистої бронзи.
Застосовувані в металургійних цехах виливниці діляться на дві групи. Виливниці першої групи служать для виливка злитків з киплячих, спокійних і напівспокійних сталей – розширені донизу (рисунок 113).
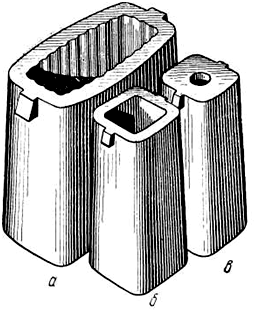
а — листова; б — квадратна; в — пляшкова
Рис. 113 - Виливниці для розливання киплячої й напівспокійної сталі:
Їх установлюють на індивідуальні чавунні піддони.
Виливниці другої групи, розширені догори, глуходоні, застосовують для виливка злитків зі спокійних і легованих сталей (рисунок 114).
Для концентрації усадочної раковини в головній частині злитка ці виливниці обладнають прибутковими надставками; а отвір у дні виливниці закривають пробками.
Виливниці відливають або із чавуну другої плавки (переплавленого у вагранках), або із чавуну першої плавки (отриманого з доменного цеху в рідкому виді). Хімічний склад ваграночного чавуну, використовуваного для виливка виливниць; вибирається на кожному заводі залежно від місцевих умов.
У деяких випадках (наприклад, для виливка великих ковальських злитків) виливниці відливають із низьковуглецевої якісної сталі. Попередньо підданої вакуумуванню.
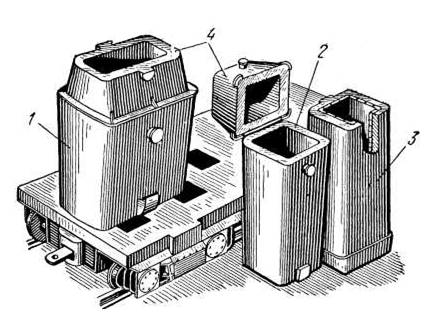
1 - для спокійного листового металу; 2 - розширена догори;
3 - з футерованим верхом; 4 - прибуткова надставка
Рис. 114 - Виливниці для розливання спокійної сталі
Конструювання виливниць в основному зводяться до вибору необхідної товщини стінок, конусності й розміщенню виливниць на піддонах і візках. Конфігурація внутрішньої поверхні виливниці повністю визначається формою й розмірами злитка. Товщина стінок повинна бути такою, щоб виливниця була конструктивно міцною, внутрішня поверхня під дією рідкого металу, що піднімається, не оплавлялася, а стінки виливниці протистояли тепловим і механічним впливам. Внутрішню поверхню виливниць для великих злитків роблять хвилястою. Це забезпечує отримання кращої поверхні злитків, виключає поперечні теплові напруги, поперечні й кутові тріщини.
Конусність розширених донизу виливниць складає 0,5 - 2,5 %, конусність розширених догори виливниць для злитків, що надходять на прокат, допускається до 4,0 %, а для злитків ковальських - до 6 %. Чим більше конусність виливниць, тим вище щільність злитків.
У верхній частині виливниць і прибуткових надставок передбачаються й розраховуються на міцність спеціальні пристрої для захвата їх краном при переміщенні: вуха, кільця, цапфи. На виливницях, розширених догори, крім того, у нижній частині роблять вуха або цапфи для закріплення виливниць при стриперуванні злитків на підлоговому стриперному механізмі. Іноді в бічній площині виливниць при їхньому виливку заливають міцну металеву скобу, що полегшує укладання виливниць у штабель і узяття їх зі штабеля, особливо при частій заміні виливниць одного типу іншими.
Вуха, цапфи, припливи й кільця в основному відливають разом з виливницею.
Стійкість виливниці (термін служби) характеризується числом злитків, відлитих у ній, і коливається від 75 до 150.
При нормальній експлуатації виливниці виходять із ладу в основному внаслідок утворення так званої сітки розпалу. Окремі ділянки внутрішньої поверхні виливниць роз'їдаються рідкою сталлю, і утворяться поглиблення різної форми й величини у вигляді сітки. На утворення сітки розпалу впливає температура рідкої сталі, форма й маса злитка.
Велике значення має також тривалість витримки злитків в виливницях. Ніж швидше після закінчення розливання виливниці звільняються від злитків, тим вище термін їхньої служби. Близьке розташування виливниць на візках викликає бічний розпал, що іноді може бути причиною заклинювання злитка в виливниці.
Стійкість виливниць можна підвищити найбільш раціональним конструюванням, правильним розміщенням їх на візках і гарній експлуатації. Розпал внутрішніх поверхонь виливниць зменшується при оптимальному режимі охолодження.
При гарній внутрішній поверхні частину виливниць бракують внаслідок появи поздовжніх тріщин. Вони утворяться в результаті великих термічних напруг у тілі виливниць після наливу рідкого металу. Стінки виливниць під час перебування в них злитків нагріваються до 800° С. За цей період відбуваються коливання від температури плавлення сталі до температури навколишнього середовища.
Особливо різким температурним коливанням виливниці піддаються після звільнення їх від злитків. За інших рівних умов - чим менше товщина стінок виливниць, тим швидше вони виходять із ладу по тріщинах. Для зниження відбраковування виливниць по тріщинах варто прохолоджувати виливниці як можна повільніше, особливо в перший період їхньої експлуатації. Однак для прискорення оборотності виливниць нерідко доводиться прибігати до прискорення їхнього охолодження, установивши оптимальний режим.
Тріщини на виливницях з'являються також у результаті механічних ударів при звільненні їх від злитків. Для того, щоб зменшити можливість появи тріщин, виливниці відливають зі стовщеною верхньою й нижньою частиною (поясами) або підсилюють верхній і нижній торці виливниць заливанням спеціальних сталевих бандажів. При виливку виливниць із ваграночного чавуну можна поліпшити їхню стійкість легуванням, а також модифікуванням, тобто роздрібненням зерен графіту в чавуні.
Глуходоні виливниці часто зношуються внаслідок ударів струменя металу в дно, якщо метал розливають зверху безпосередньо з великого ковша. Причиною передчасного вибракування виливниць є також обрив вух і припливів під час звільнення виливниць від злитків.
В електросталеплавильних цехах внаслідок високих температур сталі й тривалої витримки злитків в виливницях витрата їх складає 30 - 45 кг/т.
Стійкість виливниць залежить від розмірів злитків. Чим менше злиток за інших рівних умов, тим вище стійкість виливниць.
1.45.2 Виливниці для виливка злитків киплячої й напівспокійної сталі
Для розливання киплячої й напівспокійної сталі зверху або сифонним способом застосовують наскрізні, розширені донизу виливниці, які є найбільш простими й зручними як у виготовленні, так і в експлуатації.
Залежно від форми поперечного переріза й розмірів такі виливниці можуть служити для отримання злитків різних форм і призначення:
- до 1,5 т для сортових і листових станів (сифонне розливання);
- до 10 т для блюмінгів і сортових і проволоко-штрипсових станів (розливання в виливниці квадратного, прямокутного перетину; це так звані прості виливниці, у яких відношення широкої сторони до вузького не перевищує 1,1);
- до 10т для блюмінгів і наступної прокатки на середній або тонкий лист (розливання в виливниці прямокутного перетину з відношенням широкої сторони до вузького приблизно 1,5);
- до 10 т для прокатки як на квадратні, так і на плоскі заготівки (сляби) перетином 150 x 1000 мм (розливання в уніфіковані прямокутні виливниці з відношенням сторін 1,3);
- від 6 до 25 т, для прокатки на товстолистових станах і слябінгах.
Форми (про - ж) поперечний переріз виливниць наведені на рисунку 115.
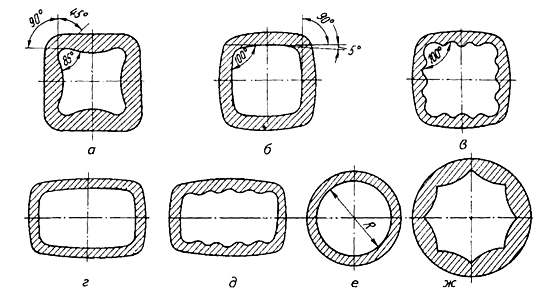
Рис. 115 - Форми (а - ж) поперечний переріз виливниць
Розливання в листові виливниці прямокутного перетину з відношенням широкої сторони до вузького в межах від 1,5 до 3,5.
Виливниці, у яких відливають злитки для отримання товстих і середніх листів, називають листовими. Виливниці, з яких злитки прокатують на слябінгу й отримують плоскі заготівки - сляби, з яких потім катають товстий, середній і тонкий лист, називають слябовими. Для виливка листових і слябових злитків з киплячих і напівспокійних сталей застосовують виливниці, розширені донизу, які однаково придатні при розливання сталі зверху й сифонним способом.
Для отримання злитків, що мають кращу форму головної частини й які дають зменшену обрізь на 1 - 3 % використовують пляшкові виливниці. Такі виливниці мають квадратну й прямокутну форму поперечного переріза. Значний економічний ефект досягається при використанні виливниць пляшкового типу для слябових і, особливо, для листових злитків великої маси при виливку їх як зверху, так і сифоном.
Виливниці пляшкового типу трохи складні у виготовленні й менш зручні в експлуатації, однак вони дозволяють отримувати злитки з більшою хімічною однорідністю в головній частині. При великому поперечному перерізі злитків верхня частина виливниці виходить більш масивною. Стійкість пляшкових виливниць на 50 % перевищує стійкість звичайних виливниць.
1.45.3 Виливниці для виливка злитків спокійної сталі
Спокійні й леговані сталі зазвичай розливають в виливниці, розширені догори. Такі виливниці мають дно, і їх називають глуходоними. Дуже великі злитки спокійної сталі відливають у наскрізні, установлювані на спеціальні піддони, виливниці, що уширюються догори, із прибутковими надставками.
Для виливка злитків, що прокатують на блюмінгах на заготівки прямокутного перетину, використовують виливниці прямокутного перетину, розширені догори, з металевими футерованими прибутковими надставками. Виливниці прямокутного перетину із прибутковими надставками призначаються для виливка злитків, що прокатують на товстолистових станах, і слябінгах з подальшою прокаткою слябів на широкосмугових станах.
На рисунку 116, в показані виливниці глуходоні з отвором у дні для установки стаканчику й стриперування злитків, призначені для виливка спокійних і легованих листових і слябових злитків.
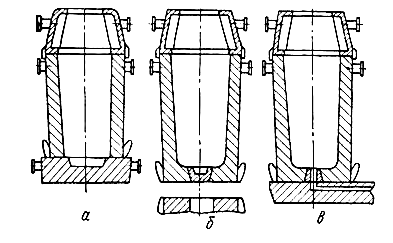
а - з кюмпельним піддоном; б - із пробкою; в – сифонна
Рис. 116 - Листові й слябові виливниці
Виливниці для розливання спокійної сталі зверху бувають двох видів: з кюмпельним піддоном і вставкою (див. рис. 116, а) і глуходоні з отвором для стриперування, що закривають при розливанні пробкою (див. рис. 116, б). Різні конструкції донної частини виливниць вимагають кожна спеціальної технології підготовки до розливання й способів звільнення виливниць від злитків.
Для виливка злитків, що прокатують на блюмінгах на заготівки квадратного перетину, застосовують виливниці квадратного перетину з розширенням догори, глухим дном і з металевими футерованими прибутковими надставками (рисунок 117).
Виливниці круглого й багатогранного перетинів з утеплювачами зазвичай застосовують для виливка злитків, що прокочують надалі на заготівки для виробництва коліс і бандажів, а також для ковальського виробництва. Злитки круглого перетину, що відливають без утеплювачів, надходять на трубопрокатні стани для виготовлення суцільнотягнених труб великого діаметра.
Для глуходоних виливниць велике значення має конструкція нижньої частини, форма внутрішньої поверхні дна виливниць, призначених для виливка злитків квадратного перетину, повинна бути близькою до сферичного, а виливниць, призначених для виливка злитків прямокутного перетину - близькою до пірамідального із плавним переходом. У донної частини глуходоних виливниць, у які сталь розливають зверху, є круглий конусний (вузькою частиною вниз) отвір, що полегшує виштовхування злитка на підлоговому стриперному механізмі (див. рис. 117, а).
У донної частини виливниць квадратного або прямокутного перетину, встановлюваних безпосередньо на площадку візка (без піддона), також передбачається конусний (вузькою частиною вниз) отвір, що закривається пробкою. Такі виливниці мають вставки, що центруються (див. рис. 117, б).
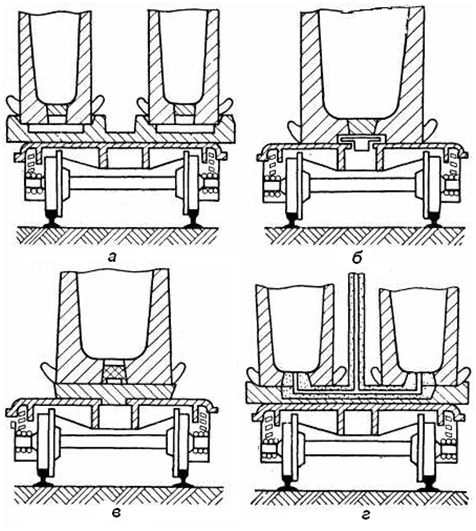
а - з металевою пробкою, встановлювані на груповому піддоні;
б - з металевою пробкою, встановлювані безпосередньо на візок із вставкою, що центрує;
в – із графітовою пробкою на індивідуальному піддоні;
г - встановлювані на сифонні піддони
Рисунок 117 - Виливниці для злитків спокійної сталі, що перекатуються на блюмінгу
Виливниці прямокутного або квадратного перетину, які при зборці составів встановлюють на графітові пробки, що перебувають на піддонах (см. рис. 117, в), мають круглий конусний отвір вузькою частиною нагору.
У донної частини виливниць, встановлюваних на сифонні піддони (см. рис. 117, г), передбачаються круглі отвори з великий конусністю. У ці отвори вставляють вогнетривкі стаканчики, які з'єднуються з кінцевими сифонними цеглинами на піддонах.
Спокійні сталі звичайної якості розливають у наскрізні виливниці з розширенням донизу, верхня частина яких футерована вогнетривкою цеглою (см. рис. 114, поз. 3).
Ці футеровані виливниці встановлюють на індивідуальні піддони. Істотним недоліком таких виливниць є утворення в них мосту щільного металу - перетиску нижче футерованої частини й другий усадочної пухкості на половині висоти злитка. Стійкість таких виливниць приблизно у два рази перевищує стійкість звичайних виливниць.
Рейкові сталі розливають у розширені догори виливниці із глухим дном і плаваючими утеплювачами. Такі виливниці встановлюють на групові піддони. Плаваюча надставка сприяє вільній усадці злитка в період його кристалізації й підвищенню виходу придатних рейок.
1.45.4 Прибуткові надставки й кришки
Для збільшення виходу придатного за рахунок кращого формування злитків спокійної сталі застосовують утеплення головної частини злитків в виливницях, розширених догори стаціонарними й плаваючими прибутковими надставками різної конструкції (рисунок 118).
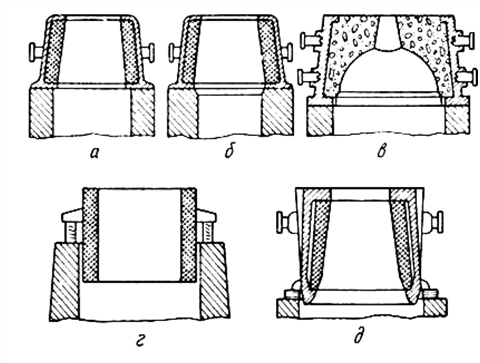
а - стаціонарна з підставою, що трохи виступає усередину виливниці;
б - стаціонарна з підставою, що трохи відступає від внутрішньої поверхні виливниці й із спеціальною фаскою;
в - стаціонарна сферичної форми; г - плаваюча керамічна; д - плаваюча металева футерована
Рисунок 118 - Прибуткові надставки для виливниць, розширених догори
Стаціонарні прибуткові надставки (див. рис. 118, а, б) встановлюють на верхній торець виливниці. Для виливниць, які стоять на візках, використовують прибуткові надставки з обмежувальними припливами - замками, які допомагають правильно встановлювати надставки на виливниці й запобігають зсув надставок під час пересування составів.
Дотичні поверхні виливниці й надставки варто піддавати струганню для отримання між ними мінімального зазору (до 1,5 мм).
При зборці між виливницею і надставкою укладають азбестову прокладку. Однак при розливанні сталі з великою рідкорухомістю ні ретельне стругання, ні азбестова прокладка повністю не запобігають проникненням металу в зазор, і, отже, підвисання злитків і утворення на них поперечних тріщин. Це зазвичай буває при виливку великих злитків рейкової сталі. Тоді застосовують плаваючі прибуткові надставки. Їх опускають усередину виливниці, і підвисання злитків не відбувається.
Плаваючі прибуткові надставки виготовляють або керамічними (зазвичай із шамоту) без каркаса (див. рис. 118, г), або металевими з футерівкою цеглою (див. рис. 118, д).
В останні роки ведуть роботи з виготовлення утеплювачів з екзотермічних сумішей. Деякі складові таких сумішей від зіткнення з гарячим металом починають повільно окислятися й виділяти тепло, тому сталь може більше тривалий час зберігатися в рідкому стані.
Надставки можуть бути сферичної (див. рис. 118, в), конічної або пірамідальної форми.
На більшості металургійних заводів застосовують прибуткові надставки, футеровані усередині вогнетривкою цеглою. Після футерівки надставки усередині обмазують масою з 80% шамотного порошку й 20% меленої вогнетривкої глини, фарбують составом із графіту, замішаного на розчині сульфітного лугу, і сушать або теплом, акумульованим прибутком від попередньої плавки, або на спеціальних пальниках.
Для підвищення стійкості прибуткових надставок футерівку їх після наливу відновлюють підмазкою. На ряді заводів операція квачі проводиться спеціальними машинами.
При кристалізації злитків киплячої сталі верхня грань злитка повинна повністю затвердіти задовго до затвердіння всього обсягу його. Для цього злитки накривають спеціальними чавунними кришками (рисунок 119), розміри й маса яких залежать від поперечного переріза злитка й від прийнятої тривалості кипіння металу в виливниці.
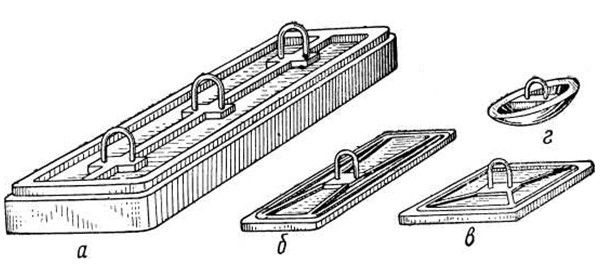
а — листова; б — слябова; в — квадратна; г — пляшкова
Рис. 119 - Кришки для накривання злитків киплячої сталі
Маса звичайних кришок для малих злитків коливається в межах від 10 до 15 кг і для середніх злитків – від 80 до 130 кг (див. рис. 119, б, в). Великі злитки накривають важкими кришками вагою до 1,5 т (див. рис. 119, а).
Кришки для накривання злитків в виливницях пляшкового типу повинні бути круглими (див. рис. 119, г) або овальними залежно від форми верху виливниці. Маса таких кришок зазвичай складає 40 - 55 кг.
При виробництві киплячої сталі на заводах, де виробляється тонкий лист, замість кришок використовують вирізані з тонкого листа пластини, якими накривають головну частину киплячого злитка й рясно поливають промисловою водою.
Якість прокатної продукції у відомій мірі визначається станом поверхні злитка, що у свою чергу залежить від підготовки внутрішньої порожнини виливниці перед заливанням сталі. Незадовільне чищення й змащення виливниць приводять до виникнення в злитках підкіркових міхурів і дрібних тріщин, до приварювання злитків до виливниць і зменшення стійкості останніх.
Всі роботи, пов'язані із чищенням і змащенням виливниць і підготовкою составів сталеливарних візків (установка піддонів, набирання центрових, установка й підмазка прибуткових надставок і т.д.), виконують механізованими способами в спеціалізованих відділеннях (цехах).
1.46 Способи розливання сталі в виливниці
Лиття сталі в виливниці здійснюють або зверху, коли виливниця 2 (рисунок 120, а) заповнюється сталлю зверху безпосередньо зі сталеливарного ковша 1 або через проміжний ківш, або сифонним способом (див. рис. 120, б), коли сталь із ковша 1 надходить у центрову 3 і по каналах піддона попадає в виливницю 2 знизу.
Розливання сталі в виливниці зверху відрізняється простотою й великою продуктивністю, злиток виходить із меншою кількістю неметалічних включень і великої щільності, але на поверхні злитка утворяться плівки через розбризкування сталі при ударі струменя об піддон або дно виливниці. Цей спосіб застосовують при виливку великих злитків.
При сифонному розливанні поверхня злитків виходить чистою внаслідок спокійного заповнення виливниці сталлю й можливий одночасний виливок великої кількості злитків.
Недоліками ж цього способу розливання є складність підготовки составів, підвищена витрата вогнетривів, втрати сталі, що заповнює ливникову систему, і можливості забруднення злитків неметалічними вмиканнями при руйнуванні вогнетривкої цегли ливникової системи.
Для розливання сталі в виливниці використовують обладнання, що включає виливниці, прибуткові надставки до виливниць, піддони, центрові (при сифонному розливанні) і візка для переміщення й транспортування виливниць.
Незалежно від способу розливання сталі - зверху або через сифон - Виливниці встановлюють на піддони, які являють собою відлиті із чавуну плити товщиною 150 - 350 мм.
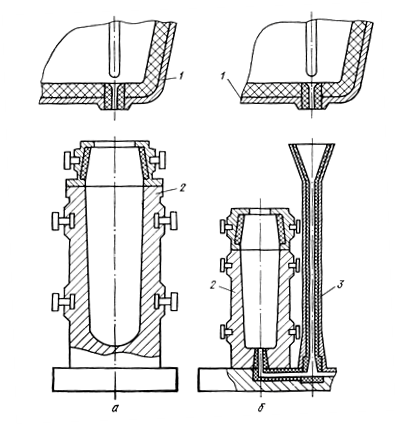
а - зверху; б - сифоном
Рисунок 120 - Способи лиття сталі в виливниці
Для сифонного розливання сталі застосовують, як правило, багатомісні піддони, а при розливанні зверху - як одномісні, так і багатомісні. Для глуходоних виливниць при розливанні сталі зверху піддони не застосовують. Ці виливниці встановлюють безпосередньо на платформу візка.
При розливанні сталі зверху в наскрізні виливниці піддон служить підставою для злитка й прохолоджує його знизу, а при литті сталі сифонним способом піддон, крім того, є й кістяком для укладення сифонних проводок у спеціально передбачені для цього канали.
Розміри піддонів для сифонного розливання сталі визначаються габаритами візків, формою й кількістю злитків, що відливають одночасно.
Розміри одномісного піддона для розливання сталі - зверху приблизно дорівнюють розмірам нижньої підставки того типу виливниць, для яких він призначений.
Для підйому й перестановки піддони обладнують скобами, цапфами або поглибленнями на торцевих гранях. На нижній площині піддонів є припливи, які заходять в отвір платформи візка, а на верхній площині - обмежники, між якими встановлюють виливниці. Фіксування виливниць необхідно для центрування струменя сталі при розливанні зверху, а також при механізованому очищенні й фарбуванні виливниць.
1.47 Візки для виливниць
Візки для виливниць служать для транспортування порожніх або наповнених сталлю виливниць. Залежно від маси й числа встановлюваних виливниць візки бувають дво-, чотири - і шестивісні вантажопідйомністю відповідно 60, 120 - 160 і 240 т. Вантажопідйомність візка включає масу піддона, виливниць, центрових і злитків.
На рисунку 121 зображений візок вантажопідйомністю 160 т.
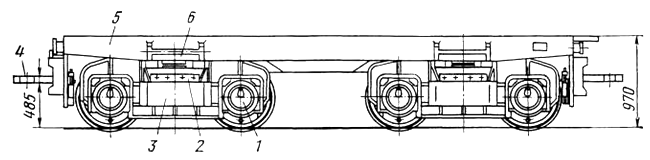
Рисунок 121 - Візок для виливниць
Вона складається із платформи й двох двоосьових ходових візків.
Платформа 5 виготовлена виливком і має рівну верхню площину, на яку встановлюють піддони. На торцях платформи зроблені чотири припливи 6, призначені для захвата й переміщення візка штовхачем.
Платформа обладнана зчіпними пристроями 4 для з'єднання візків між собою й локомотивом.
Кожний ходовий візок складається із двох балансирних балок 3, шкворневої балки 2 і двох колісних пар, з'єднаних через букси 1 з балансирними балками. З'єднання платформи й візка здійснюється через шворінь і п'ятник, установлені посередині шкворневої балки.
Виливниці розміщають на платформі візка в один (5 - 6 виливниць) або два (8 - 10 виливниць) ряди залежно від маси й форми злитків. При сифонному литті розміщають вісім виливниць (два чотиримісних піддони або один восьмимісний піддон).
Окремі візки з виливницями збирають у состави, які транспортуються локомотивом. Число составів зазвичай відповідає числу сталеливарних ковшів, у які випускають сталь однієї плавки. Число візків у составі й виливниць, розміщених на них, визначається масою сталі в ковші й масою злитків, що відливають. Зазвичай на візках розміщають додатково - дві або три резервні виливниці.
Зібрані до составу візки з виливницями подають до ливарних площадок. Після закінчення лиття й витримки злитків в виливницях, необхідної для затвердіння сталі, состави подають у стриперне відділення для зняття виливниць, а потім у відділення нагрівальних колодязів для посадки злитків у колодязі. Порожні состави вертаються у двір виливниць для їхньої підготовки до прийому таких плавок.
Загальний вигляд візків з виливницями наведений на рисунку 122.

Рисунок 122 - Візка з виливницями (загальний вигляд)
1.48 Штовхач составу візків для виливниць
Штовхач призначений для переміщення составу візків з виливницями при литті сталі або при очищенні й змащенні виливниць.
У сталеплавильних цехах застосовують рейкові й гвинтові штовхачі.
Рейковий штовхач (рисунок 123) складається з таких основних вузлів: станини, каретки із захватом, механізму висування захвата й механізму переміщення каретки.
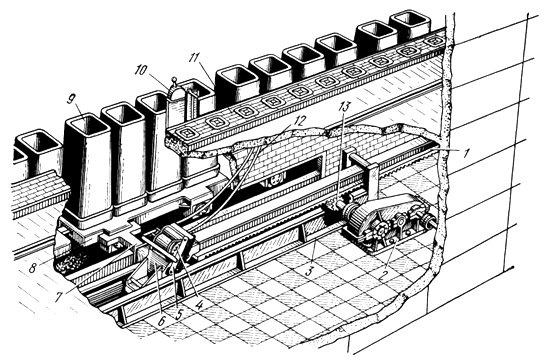
Рисунок 123 - Рейковий штовхач составу візків для виливниць
Станина 3 служить для напрямку переміщення каретки; у її состав входять дві зварені балки, установлені на фундаменті паралельно залізничній колії, по якому пересувається состав візків 8 з виливницями 9.
Каретка 6 переміщається на роликах по направляючих станини. У каретці перпендикулярно її руху в направляючих установлений вилкоподібний захват 7, за допомогою якого каретка зчіплюється з візком 8.
Механізм висування захвата встановлений на каретці й складається із пневмоциліндра 4 і важелів 5, з'єднаних із захватом. Стиснене повітря до пневмоциліндра подається по гнучких шлангах 12.
У механізм переміщення каретки входить електродвигун (на рисунку не показаний), редуктор 2, з вихідним валом якого з'єднана вал-шестірня 13, і рейка 1. Рейка з'єднується з кареткою віссю й переміщається по встановленим на станині опорним і обмежувальним роликам, які втримують неї від перекосів. Роботою штовхача управляють із пульта управління 10, розташованого на ливарній майданчику 11.
Робота штовхача проходить у наступному порядку. При подачі стисненого повітря в пневматичний циліндр, шток пневмоциліндра, впливаючи на важелі, висуває в поперечному напрямку захват 5, що входить у зачеплення із припливом на платформі візка для виливниць.
Після включення електродвигуна каретка рейкою пересувається в напрямні рами й за допомогою захвата штовхає состав візків, встановлюючи наступну виливницю під зливний отвір сталеливарного ковша.
При досягненні кареткою крайнього положення по напрямку пересування составу захват виводиться із зачеплення, каретка переміщається в інше крайнє положення й захвата знову вводиться в зачеплення із припливом на наступному візку. У такий спосіб послідовними переміщеннями захвата й каретки весь состав з виливницями пересувається під сталеливарним ковшем.
Пристрій гвинтового штовхача аналогічно пристрою рейкового штовхача за винятком того, що в механізмі переміщення каретки замість рейкової передачі встановлена гвинтова пара з обертовим гвинтом і гайкою, закріпленої на каретці. Передача гвинт - гайка має менший к. п. буд. і термін служби, чим рейкова передача, але краще забезпечує точну установку состава з виливницями під сталеливарним ковшем.
1.49 Машини безперервного лиття заготівок
1.49.1 Загальні відомості
Завершальним етапом виробництва сталі є перетворення її в злитки. Як відзначалося вище, виплавлену сталь випускають із печі в сталеливарний ківш і далі ллють або у встановлені на візках виливниці, або на машини безперервного лиття заготівки (МБЛЗ). Безперервне лиття сталі на МБЛЗ - найбільш прогресивний і ефективний спосіб отримання заготівок.
Сутність його полягає в лиття сталі в наскрізну водоохолоджуєму виливницю (кристалізатор), безперервного витягування злитка з виливниці й наступної розрізки злитка на мірні заготівки.
Залежно від напрямків руху злитка після виходу його із кристалізатору, застосовувані в цей час у сталеплавильних цехах, МБЛЗ розділяють на вертикальні, радіальні й криволінійні.
У вертикальних машинах (рисунок 124, а) злиток протягом усього процесу лиття й різання на мірні заготівки перебуває у вертикальному положенні. Зі сталеливарного ковша 1 рідка сталь надходить у проміжний ківш 2. Із проміжного ковша вона подається в наскрізний водоохолоджуємий кристалізатор 3. Нижній торець кристалізатора перед початком лиття закритий запалом, що виконує функції тимчасового дна.
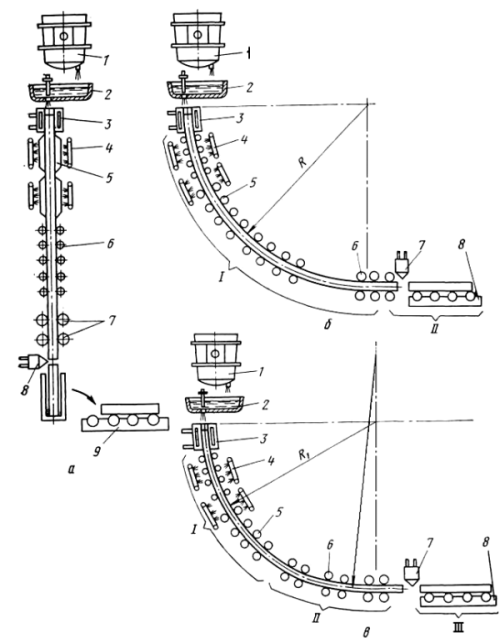
а - вертикальної; б - радіальної; в - криволінійної
Рисунок 124 - Схеми машин безперервного лиття заготівок
Запал (рисунок 125) являє собою штангу, на верхній кінець якої насаджена головка того ж поперечного переріза, що й відливає злиток, що. Верхній торець голівки має паз у формі «ластівчиного хвоста», який служить для зчеплення запалу зі злитком.
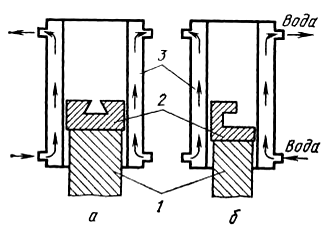
а - з головкою, що має паз у вигляді ластівчиного хвоста;
б – з Г- подібною головкою; 1 - запал; 2 - головка запалу; 3 - кристалізатор
Рисунок 125 - Запал у кристалізаторі перед початком розливання
Нижній кінець запалу перебуває між валками тягнучої кліті 7 (див. рис. 124, а).
Надійшовши в кристалізатор, рідка сталь застигає на його стінках і торці запалу з утворенням твердої скоринки. При обертанні валків тягнучої кліті 7 злиток запалом починає витягатися із кристалізатора. Зверху із проміжного ковша в кристалізатор безупинно надходять нові порції, рідкої сталі, кількість якої погоджено зі швидкістю витягування злитка. Швидкість же витягування злитка підтримують такою, щоб скоринка злитка при його виході із кристалізатора була достатньої товщини й не розривалася під дією зусилля витягування й тиском рідкого металу в серцевині.
Нижче кристалізатору злиток, що має ще рідку серцевину й температуру скоринки 1100 - 1250° С, надходить у зону вторинного охолодження, проходячи по який він інтенсивно прохолоджується з усіх боків водою з форсунок 4 до повного затвердіння. З метою запобігання роздування злитка й розриву скоринки під дією тиску рідкого металу злиток по всій довжині зони вторинного охолодження підтримують спеціальними пристроями у вигляді брусів 5 і роликів 6. Пройшовши зону вторинного охолодження, що затвердів, попадає далі у валки тягнучої кліті 7. Запал, що виконав свою функцію, та злиток відокремлюють за допомогою спеціального механізму від головної частини злитка й забирають, а злиток продовжують витягати із кристалізатора. У такий спосіб сталь із одного або декількох ковшів може бути відлита в один безперервний злиток. За тягнучою кліттю затверділий злиток, витягає безупинно із кристалізатора, розрізається на шматки заданої довжини різаком 8.
Різак переміщається разом зі злитком під час різання й вертається у вихідне положення після відрізання чергової заготівки.
Заготівка, відрізана від злитка, переводиться в горизонтальне положення, у якому й видається з машини по рольгангу 9 .Технологічна висота МБЛЗ вертикального типу може досягати 40 - 50 м і залежить від перетину й мірної довжини заготівки, а також швидкості її витягування.
Перевагою вертикальних машин є те, що вони забезпечують сприятливі умови формування якісних заготівок широкого діапазону профілів, розмірів і марок сталі. Однак вони через велику висоту вимагають значних капітальних витрат, зв'язаних з будівництвом вежі або глибокого колодязя для розташування обладнання. Вертикальні машини не дозволяють одержати також високі швидкості лиття, тому що в цьому випадку збільшується довжина рідкої серцевини в злитку, росте феростатичний тиск рідкого металу й збільшується висота машини.
З метою зниження будівельної висоти були розроблені машини, у яких кристалізатор і напрямний пристрій зони вторинного охолодження вигнуті або по дузі постійного радіуса (радіальні машини), або по дузі зі перемінним радіусом кривизни (криволінійні машини).
У радіальній машині (див. рис. 124, б) сталь із розливочного ковша 1 через проміжний ківш 2 надходить у радіальний кристалізатор 3. Після виходу із кристалізатору сформований вигнутий злиток продовжує рухатися далі на радіальній ділянці Ι зони вторинного охолодження в роликових направляючих 5 по дузі того ж радіуса, що й радіус вигину кристалізатору, і прохолоджується водою з форсунок 4.
Повністю затверділий злиток із зони вторинного охолодження попадає в тягнуче-правильні ролики 6, випрямлюється й надходить на рольганг 8 горизонтальної ділянки ΙΙ, де розрізається на мірні заготівки різаком 7. Висота радіальної МБЛЗ визначається радіусом вигину, товщиною злитка, що відливає, і швидкістю його витягування. Капітальні витрати на спорудження радіальних МБЛЗ менше, ніж для подібних машин вертикального типу внаслідок їхньої меншої висоти, малої або повної відсутності заглиблення нижче нульової відмітки й зменшення маси технологічного обладнання. Радіальні машини дозволяють отримувати заготівки будь-якої мірної довжини й швидкість лиття сталі на них вище, ніж на вертикальних машинах. Однак на радіальних машинах необхідно злиток випрямляти. Ця операція здійснюється з великою величиною деформації злитка, що утрудняє лиття сталей, схильних до тріщиноутворення в гарячому стані.
У криволінійних машинах (див. рис. 124, в) постійний радіус кривизни зберігається тільки в кристалізаторі й на ділянці Ι зони вторинного охолодження. Така ділянка ΙΙ зони вторинного охолодження зігнуть по дузі з рівномірно, що збільшується радіусом, кривизни, що переходить у нескінченність на горизонтальній ділянці ΙΙΙ машини. Злиток, сформований по радіусі в кристалізаторі, проходячи ділянку ΙΙ, послідовно з невеликими величинами деформації розпрямляється тягнучими роликами й переводиться в горизонтальне положення. Послідовний розгин злитка зменшує можливість утворення в ньому тріщин.
Криволінійні машини в порівнянні з радіальними відрізняються більш складним настроюванням роликів на криволінійній ділянці.
На МБЛЗ зі сталей різних марок отримують заготівки круглі (від 100 до 500 мм), квадратні (від 50 до 400 мм), прямокутні (до 300 х 2500 мм), а також порожні трубні. Цей процес може протікати в МБЛЗ одночасно в декількох струмках (рисунок 126).

Рисунок 126 - Загальний вигляд ділянки шестиструмкової криволінійної МБЛЗ
Струмок - це система механізмів і вузлів, включаючи кристалізатор, призначених для формування литої заготівки. МБЛЗ може складатися з одного або декількох струмків, що мають окремі приводи механізмів. Тому, залежно від числа злитків, що відливають одночасно, обумовлених місткістю ковша, перетином і призначенням заготівки, МБЛЗ можуть бути одне -, дво -, чотири -, шести - і восьмиструмковими.
Машини безперервного лиття заготівок горизонтального типу
Технологічна вісь машин цього типу (рисунок 127) розташована горизонтально або нахилена на кут до 15° до горизонталі.
1 - сталеливарний ківш; 2 – металоприймач; 3 - вогнетривкий стакан;
4 - кристалізатор; 5 - зона вторинного охолодження;
6 - водяні форсунки; 7 - злиток; 8 - механізм витягування злитка;
9 - газорізка; 10 - рольганг.
Рис. 127 - Схема горизонтальної МБЛЗ
Деякий нахил поліпшує умови видалення газів із кристалізатора при заливанні першої порції металу, а також поліпшує процес закінчення розливання.
Сталь із розливочного ковша 1 надходить у футерований металоприймач 2, жорстко з'єднаний із кристалізатором 4 за допомогою вогнетривкого стакану 3.
Зона вторинного охолодження 5 являє собою рольганг із системою водяних форсунок; опорні пристрої зазвичай відсутні, оскільки через малі феростатичні тиски витріщання кірки злитка не відбувається. Далі розташований механізм періодичного витягування злитка 8. Механізм переміщає злиток 7 уперед на 2 0 - 50 мм, потім вертається назад, після чого цикл повторюється; під час зворотного руху механізму злиток залишається нерухомим, або трохи осаджується назад.
Число циклів змінюється від 20 до 100 у хвилину. Періодичне витягування злитка заміняє хитання кристалізатора, використовуване на вертикальних і криволінійних машинах для запобігання зависання й розривів кірки злитка в кристалізаторі. За механізмом витягування розташовані газорізка й рольганг із привідними роликами.
Горизонтальні МБЛЗ застосовують для виливка сортових злитків невеликого перетину товщиною менш 150 - 200 мм; швидкість розливання досягає 4 м/хв.
Основні переваги горизонтальних машин - мала висота, менша кількість і маса обладнання й, отже, менша вартість їхнього будівництва.
1.49.2 Пристрій МБЛЗ вертикального типу
Всі обладнанні машини (рисунок 128) загальною масою 6500 т розташовується на площадках по вертикальній осі на 12 відмітках, починаючи з нижньої - 27,5 м до верхньої +16,0 м, при цьому одна сторона механізмів є твердої, строго вертикальною стінкою.
На відмітці 16 м у розливочних прольотах перебуває робоча площадка 3 для прийому основних ковшів 1 з рідкою сталлю й розливання її в проміжні ковші 2, звідки сталь надходить у кристалізатор 4.
Розливочні прольоти обслуговуються мостовими кранами вантажопідйомністю 1800/500 кН (180/50 т.).
Система вторинного охолодження 8 довжиною 13,5 м складається із шести пар окремих секцій, кожна з яких являє собою сталеву раму, що несе бруси або ролики. Всі секції нерухомі й розташовані з боку видачі злитків; їхні бруси й ролики утворять тверду стінку, що є основною вертикальною базою при вивірці положення інших елементів машин.
Тягнуча кліть 7 установки шестивалкова. Три валки, розташовані з боку видачі злитків, стаціонарні. Вони вирівнюються на рівні із твердою стінкою шляхом установки прокладок.
Кожна подинишка трьох інших валків, розташованих з іншого боку, приєднана до гідроциліндра. Всі шість валків - привідні, через шпинделі вони приєднані до шестеренної кліті й редуктора. Злиток ріжуть механічним газовим різаком 5 на мірні довжини.
Підйомник для видачі відрізаних злитків з колодязя складається з візка, вертикальних, хитних і похилих шляхів 6, механізму підйому візка й контрвантажів. Вантажопідйомність підйомника відповідає найбільшій масі сляба й складає 45 т. Для живлення численних гідроциліндрів різних механізмів на відмітці 2,0 м розташовані насосно-акумуляторні станції, призначені для кожної МБЛЗ.
Рис. 128 - Схема розміщення основного обладнання МБЛЗ вертикального типу
Проміжні ковші бувають різних конструкцій і призначені для забезпечення процесу формування безперервного злитка. У цьому випадку необхідно контролювати витрату металу, регулювання його струменя, відділення шлаків, відстоювання металу й рівномірний його розподіл у кристалізаторі.
Місткість проміжного ковша повинна забезпечувати розливання протягом 3 ÷ 4 хв. після припинення надходження металу зі сталеливарного ковша.
Проміжний ківш складається зі звареного корпуса й кришки, футерованих зсередини вогнетривким матеріалом. Він оснащується сталеливарними стаканами й стопорами або ковзними затворами.
Перед розливанням футерівку проміжних ковшів сушать і розігрівають газовими пальниками до 1200 - 1300° С. Стенди для сушіння й розігріву розміщають поблизу кристалізаторів.
У цей час на всіх МБЛЗ перейшли до розливання так званою «затопленим струменем» за допомогою подовженого (часто глухо - донного із отвором в бічних стінках) стакану, нижній торець якого опускають у рідку ванну. Такий спосіб дозволяє захистити метал від вторинного окислювання киснем атмосфери, підвищити температуру металу, зменшити глибину проникнення струменя в рідку фазу злитка й виключити ймовірність розмивання кірки (особливо в криволінійному кристалізаторі).
1.49.3 Пристрій МБЛЗ криволінійного типу
Пристрій МБЛЗ розглянемо на прикладі двострумкової слябової машини криволінійного типу конструкції Уральського заводу важкого машинобудування (УЗВМ), установленої на металургійному комбінаті «Азовсталь» (рисунок 129)
Рис. 129 - Схема МБЛЗ криволінійного типу
До складу МБЛЗ входять: сталеливарний стенд 1 (див. рис. 129), візок 2 із круговим рухом для проміжного ковша З радіальний кристалізатор 4 з механізмом хитання 5, верхня й нижня секції неприводної роликової проводки 6, криволінійна ділянка привідної роликової проводки 7, пружинно-гвинтовий механізм 8 для переміщення й притиснення роликів, механізм привода обертання робочих роликів 11, роликові секції горизонтальної ділянки 9, самохідна машина 10 для введення запалу в кристалізатор, а також машина газового різання злитка на мірні довжини, пристрій с криволінійними напрямними для підйому й опускання роликових секцій при їхній заміні, збиральні рольганги й механізми для передачі й штабелювання слябів.
Особливості МБЛЗ складаються в застосуванні поворотного сталеливарного стенда з коливальним рухом несучої рами для підйому й опускання ковшів; використанні візка для проміжного ковша із круговим рухом; об'єднанні кристалізатору й першої секції непривідної проводки в один блок, у результаті чого прискорюється їхня заміна; застосуванні пружинно-гвинтових механізмів для переміщення й притиснення роликів привідної проводки; відсутності тягнуче-правильної машини; використанні в привідній проводці трьох типів роликових секцій; застосуванні на криволінійній ділянці шести роликових секцій з двома привідними роликами й розташуванні між ними двороликових непривідних клітей; введенні запалу зверху за допомогою самохідної машини з канатним і гідравлічним механізмами підйому запалу й нахилу стріли.
Підготовку й лиття на МБЛЗ роблять у такий спосіб. Підлогову машину для введення запалу переміщають із вихідного положення в робоче над кристалізатором. Запал опускають і вводять у кристалізатор так, щоб її головка утворила тимчасове дно у кристалізатора. Після цього підлогову машину повертають у первісне положення.
Ківш зі сталлю після попередньої продувки аргоном, уведення розкислювачів і охолоджувачів ставлять краном на сталеливарний стенд, а потім поворотом несучої рами на 180° переводять його з настановного положення в робоче. Проміжний ківш, попередньо, нагрітий на стенді, круговим рухом візка встановлюють над кристалізатором. Коливальним рухом несучої рами у вертикальній площині сталеливарний ківш опускають для того, щоб установити мінімальна відстань між ковшами. Спочатку відкривають затвор сталеливарного ковша й по досягненні певного рівня металу в проміжному ковші відкривають його затвори, заповнюючи металом кристалізатори двох струмків машини. Одночасно включають привіди механізмів хитання кристалізаторів і секцій роликових проводок і запалу разом зі злитками, що формуються, починають рух у роликових проводках.
На радіальній ділянці роликової проводки відбувається кристалізація злитка без його деформації, на криволінійній ділянці - його розгинання у двофазному стані (тверда зовнішня оболонка з рідкою фазою усередині). На шляху руху в роликовій проводці злиток інтенсивно прохолоджується водою, що подається форсунками, або застосовують водоповітряне охолодження. На виході з роликової проводки запал від'єднують від злитка спеціальним гідравлічним механізмом. Злиток ріжуть на мірні заготівки в процесі руху пересувною машиною газового різання.
Отримані сляби транспортують збиральним рольгангом до самохідного передатного візка, постаченої привідним рольгангом (візок - рольганг), що передає їх у прокатний цех або на склад. Передбачений також знімання слябів з рольганга спеціальним збиральним краном із клиновими захватами з наступним їхнім складуванням у штабелі у відділенні безперервного лиття.
Виробництво сортового металу вимагає установки багатострумкових МБЛЗ із метою підвищення їхньої продуктивності. При місткості різних ковшів 100 - 350 т для виробництва заготівок від 200 х 200 до 300 х 450 мм потрібне застосування 4 - 6 - 8 - струмкових радіальних машин.
1.49.4 Устрій МБЛЗ радіального типу
На рисунку 130 зображена двострумкові слябові МБЛЗ радіального типу, що складається з таких основних вузлів: поворотного стенда, візка 3 із проміжним ковшем 4, кристалізатору 5, механізму хитання кристалізатору, роликових секцій 6, 7, 9 зони вторинного охолодження, машини для уведення запалу в кристалізатор, маніпулятора 8.
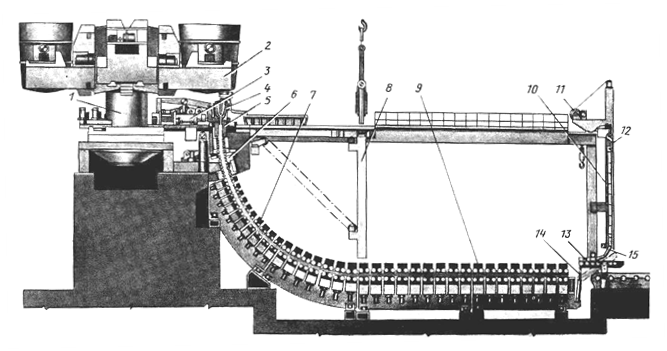
Рисунок 130 - Машина безперервного лиття заготівок радіального типу
Кристалізатор, механізм хитання кристалізатору, роликові секції зони вторинного охолодження по пристрої аналогічні цим вузлам у машині криволінійного типу. Інші вузли мають такі відмінні риси.
Поворотний стенд складається із циліндричної звареної підстави 1 і двоконсольної поворотної траверси 2. Поворот траверси здійснюється електромеханічним приводом.
Візок 3 із проміжним ковшем переміщається не по круговому шляху, як у криволінійній машині, а по прямолінійному шляху, покладеному на робочій майданчику перпендикулярно осі машини.
Роликові секції 7, 9 радіальної й горизонтальної ділянок машини мають по чотири ролика в кожній секції й гідравлічні механізми переміщення й притиснення верхніх роликів.
Секції по конструкції однотипні й відрізняються друг від друга лише діаметрами роликів і зусиллями гідроциліндрів.
Гідравлічний механізм переміщення й притиску роликів дозволяє зменшити перевантаження роликів при пропуску «захолодженого» злитка й напливах на його поверхні, а також спрощує операції при перенастроювані МБЛЗ на лиття слябів різної товщини.
До складу машини для уведення запалу стаціонарного типу входять хитний стіл 13 з непривідним рольгангом, два гідроциліндри 14 нахилу столу, каретка 12 з гаками, напрямна 10 для каретки й лебідка 11 для підйому каретки.
Запал 15 складається із шарнірно зв'язаних між собою ланок і вводиться в кристалізатор знизу при похилому положенні столу через горизонтальний і радіальний ділянки машини при обертанні роликів роликових секцій. При витягуванні злитка й виході запалу з роликів крайньої роликової секції горизонтальної ділянки запал піднімається нагору гаками каретки при похилому положенні столу. Відділення голівки запалу від злитка здійснюється гідроциліндрами шляхом переміщення столу знизу нагору.
Маніпулятор 8 служить для заміни роликових секцій радіальної ділянки машини. Вісь повороту направляючих маніпулятора перебуває в центрі кривизни радіальної ділянки машини. Поворот направляючих здійснюється лебідкою.
Робота машин радіального й криволінійного типів здійснюється в однаковій послідовності.
Застосування МБЛЗ виключає для отримання заготівок потребу в дорогих обтискних станах (блюмінгах або слябінгах), а також у різному устаткуванні, використовуваному при литті сталі в виливниці. Тому число й потужності МБЛЗ які вводять в експлуатацію зростають і частка виплавлюваної сталі, що відливається в заготівки на МБЛЗ, буде безупинно збільшуватися.
1.49.5 Основне устаткування машин безперервного лиття заготівок
Підйомно-поворотний стенд сталерозливочних ковшів МБЛЗ
Вирішальною умовою успішного застосування серійно - безперервного розливання є оснащення МБЛЗ стендами для швидкої заміни сталерозливочних ковшів, які можуть бути стаціонарними, пересувними й підйомно-поворотними.
Схема підйомно-поворотного сталеливарного стенда МБЛЗ металургійного комбінату «Азовсталь» показана на рисунку 131.
У ньому по-новому вирішена конструкція механізму підйому й опускання сталерозливочних ковшів: несуча рама робить хитання у вертикальній площині. На нерухомій підставі 1 установлена кругова рейка 2 з кільцевою роликовою обоймою 3, на яку зверху опирається поворотна платформа 14, оснащена круговою рейкою.
Поворотна платформа центрується щодо закріпленої до нерухомої підстави колони 6 за допомогою підшипника ковзання й радіально-упорного сферичного підшипника кочення. Зверху на поворотній платформі перебувають два опорних кронштейни 8. До них шарнірно прикріплена хитна у вертикальній площині несуча рама 11. На кінцях рами шарнірно закріплені підвіски 10; у них розміщаються сталерозливочні ковші. До днищ підвісок приєднані тяги 9, інші кінці яких пов'язані з поворотною платформою.
Несуча рама, підвіски й тяги утворять два шарнірно - важільних паралелограми. При такій конструкції у випадку хитання несучої рами у вертикальній площині вісь підвісок і сталерозливочних ковшів залишається увесь час вертикальної.
На рамі знизу змонтовані два кронштейни 12, до нижніх кінців яких закріплені по одному зубі з евольвентним профілем. Кожний зуб входить у трапецеїдальний паз повзуна 13, з'єднаного із плунжерами гідроциліндрів 7 однобічної дії.
Переміщення плунжерів і повзуна викликає рух несучої рами, а отже, підйом одного й опускання іншого сталеливарного ковша. Зубчасте колесо 5 входить у зачеплення із двома шестірнями 4, закріпленими на тихохідних валах комбінованих редукторів 15, швидкохідні вали яких з'єднані із двигуном 16 проміжними валами. Привід обладнаний гальмом 17.
Проміжні ковші після розігріву переміщаються в положення розливання над кристалізатором. Для цього застосовують спеціальні візки або підйомно-поворотні стенди.
Технічна характеристика поворотного стенда сталерозливочних ковшів наведена в таблиці 1.6.
Таблиця 1.6 - Технічна характеристика стенда
| 1. Маса сталеливарного ковша з металом, т | 450 |
| 2. Маса обертових частин стенда, т | 450 |
| 3. Механізм повороту: - частота обертання стенда, хв-1 - максимальний кут повороту стенда, град - діаметр опорних роликів, мм | 1 610 370 |
| 4. Двигун: - тип - потужність, кВт | МТН 613-10 75 |
| 5. Механізм підйому ковша: - швидкість, мм/с - висота, мм | 30 800 |
| 6. Кількість гідроциліндрів, шт | 4 |
| 7. Робочий тиск у гідроциліндрах, МПа | 20 |
Двостопорний проміжний ківш
Основні частини двостопорного проміжного ковша - зварений корпус 7 (рисунок 132), посилений ребрами жорсткості, кришка 1 із трьома отворами, два з яких (меншого діаметра) призначені для уведення пальників при підігріві ковша, а третє (великого діаметра) - для заливання сталі. У кришці є два прямокутних отвори для уведення стопорів 2, що закриває отвори сталерозливочних стаканів 6.
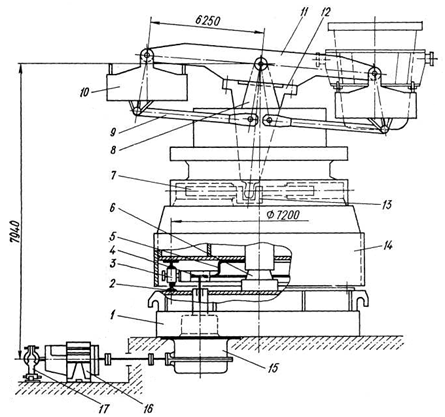
Рис. 131 - Схема сталеливарного стенда комбінату «Азовсталь»
Внутрішня поверхня корпуса футерована шамотною цеглою 4 і шаром заливний футерівки 5, а кришка - тільки шамотною цеглою. Для управління стопорами передбачені механізми 3. Маса проміжного ковша з металом складає 38 т.
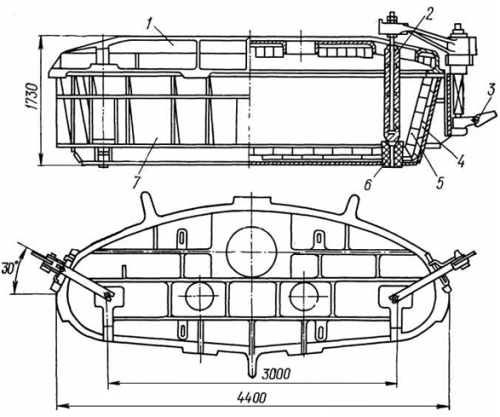
Рис. 132 - Проміжний ківш МБЛЗ ємністю 18 тонн
Візки й столи для проміжних ковшів.
Візка й підйомно-поворотні столи призначені для подачі проміжного ковша з резервного положення в робоче, його втримання в процесі заливання металу в кристалізатор, підйому ковша, необхідного для періодичного виконання допоміжних робіт, і зважування металу в ковші. Їхня конструкція повинна забезпечувати гарну видимість дзеркала металу в кристалізаторі.
Підйомно-транспортні столи застосовуються менше. Їх установлюють на МБЛЗ спільно зі сталеливарними стендами мостового типу або при розливанні сталі з використанням розливочного крана.
На МБЛЗ, оснащених поворотними сталеливарними стендами застосовують самохідні візки з механізмом вертикального переміщення ковша й ваговимірювальним пристроєм.
Залежно від характеру руху розрізняють два типи візків - із прямолінійним і круговим рухами.
Візок для проміжного ковша конструкції УЗТМ із круговим рухом призначений для спільної роботи зі сталеливарним стендом поворотного типу (рисунок 133).
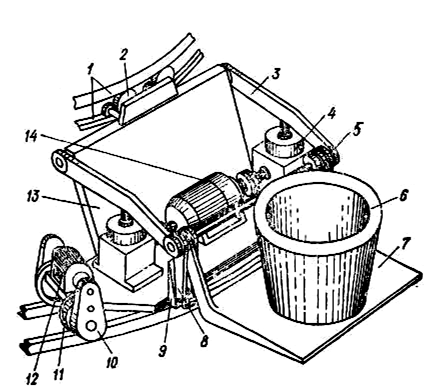
Рис. 133 - Візок для проміжного ковша конструкції УЗТМ із круговим рухом
Основними вузлами й механізмами візки є рама 13, ходова частина із двома привідними скатами 11 і опорними роликами 2, два однотипних механізми пересування, що несе рама 7 під проміжний ківш 6, механізм підйому ковша й пристрій для зважування металу.
Візок переміщається по круговому шляху, розташованому на робочій майданчику навколо сталеливарного стенда. Для попередження перекидання візка під дією сили гравітації ковша з металом у верхній частині рами встановлений балансир із двома роликами 2, що опираються на верхню кругову рейку, що закріплений на підставі сталеливарного стенда. Випадкові навантаження сприймаються роликами 1, що вступають у контакт із нижньою круговою рейкою. Кожний із двох механізмів пересування обладнаний електродвигуном постійного струму 12 і вертикальним планетарно - циліндричним редуктором 10, з'єднаним з віссю ходового колеса.
Механізм підйому ковша - важільного типу, спарений. Коромисла 3 шарнірно пов'язані з рамою візка й опираються в середній частині на ролики, закріплені на ходових гвинтах черв’ячно-гвинтових редукторів 4. Важелі 8 і несуча рама 7 зв'язані між собою, а шарнірами 5 вони з'єднані з коромислами. На кінці важелів посаджені ролики, притискають постійно до вертикальним напрямної 9 на рамі візка під дією моменту, створюваного позацентровим додатком сили гравітації несучої рами й ковша з металом.
Привід механізму підйому складається з електродвигуна 14, гальма й двох черв’ячно-гвинтових редукторів із глобоїдними передачами.
При включенні електропривода підйому ковша, ходові гвинти черв’ячно-гвинтових редукторів роликами повертають коромисла, переміщаючи несучу раму з ковшем нагору. Плоскопаралельний рух ковша досягається додатковим поворотом несучої рами навколо осі підвішування, створюваним у результаті кочення роликів по профільного напрямної й повороту важелів.
Переваги візка конструкції УЗТМ перед іншими типами полягає в тому, що ківш розташований на консолі несучої рами, що забезпечує зручний доступ до кристалізатору, гарне спостереження за дзеркалом металу й можливості заповнення ковша металом у резервному положенні.
Недоліки візка складаються в застосуванні для підйому ковша багатоланкового важільного механізму з вищими кінематичними парами (ролик - коромисло; ролик - профільна напрямна), підданими швидкого зношування.
Технічна характеристика стенда
| 1. Маса, т: - сталеливарного ковша з металом - обертових частин стенда | 450 450 |
| 2. Механізм повороту: - частота обертання стенда, об/хв - максимальний кут повороту стенда, град | 1,0 610 |
| 3. Потужність електродвигуна, квт | 75 |
| 4. Частота обертання, об/хв | 575 |
| 5. Механізм підйому ковша: - швидкість, мм/с - висота, мм | 30 800 |
| 6. Кількість гідроциліндрів, шт | 4 |
| 7. Робочий тиск у гідроциліндрах, мПа | 20 |
Візок для проміжного ковша із прямолінійним рухом фірми «Демаг»
Візок складається з ходової частини 5 (рисунок 134) із двома механізмами 2 пересування, що несе рами 10 під проміжний ківш, механізму 9 підйому ковша й ваговимірювального пристрою 7. Ходова частина оснащена двома ходовими візками 4 з індивідуальними механізмами пересування. Механізм пересування навісного типу містить у собі електродвигун постійного струму, гальмо й конічно-циліндричний редуктор 1, з'єднаний з віссю привідного ската.
Ківш 12 опирається чотирма цапфами на поздовжні балки несучої рами. В опущеному положенні рама опирається на чотири месдози ваговимірювального пристрої, розташовані попарно на кожному ходовому візку.
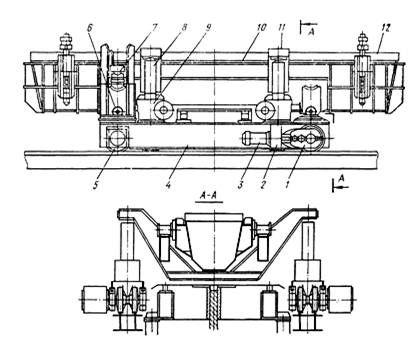
Рисунок 134 - Візок для проміжного ковша із прямолінійним рухом
Для підйому несучої рами ходовими гвинтами 8 механізму підйому на ній передбачені по обидва боки лабети 11. Привід механізму підйому складається із чотири черв’ячно-гвинтових редукторів з індивідуальними електроприводами. Положення ковша стосовно кристалізаторам регулюється механізмом 6.
Достоїнство візка із прямолінійним рухом полягає в тому, що при лінійному розташуванні МБЛЗ у цеху візок у робочому й резервному положеннях перебуває в зоні дії мостових кранів.
Недоліки візка розглянутої конструкції - утруднений доступ до кристалізатору в робочому положенні й поганий огляд дзеркала металу; розташування рейкового шляху з боку задньої стінки кристалізатора створює труднощі при ремонті й обслуговуванні обладнання радіальної частини МБЛЗ.
Технічна характеристика візка для проміжного ковша із прямолінійним рухом:
| 1. Швидкість, м/хв: - пересування візка - підйому ковша | 30 20 |
| 2. Висота підйому ковша, мм | 600 |
| 3. Потужність електродвигунів, квт: - механізму пересування візка - механізму підйому ковша | 2x5,5 2x30 |
Підйомно-поворотний стенд для проміжних ковшів вертикальної МБЛЗ Донецького металургійного заводу
Підйомно-поворотна частина стенда змонтована на нерухомій циліндричній колоні 10 (рисунок 135), підстава якої 9 закріплено на балках опорних металоконструкцій розливочної майданчика. Поворотна колона 2 установлена на підшипниках ковзання, причому зовнішня її поверхня виконана у вигляді паралелепіпеда із квадратним поперечним перерізом. Нижній торець поворотної колони опирається на нерухому підставу.
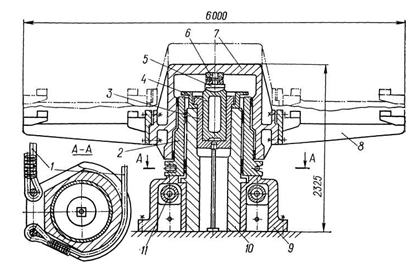
Рисунок 135 - Схема підйомно-поворотного стенда проміжних ковшів МБЛЗ
Зверху в пустотілій колоні 10 закріплений піднімальний гідроциліндр 3, на плунжер 4 якого опирається через сферичний вкладиш 5 і упорний підшипник 6 несуча рама 7. При підйомі вона сковзає по плоских направляючих поворотної колони. На два кронштейни 8 установлюються проміжні ковші. Робоча рідина підводить до гідроциліндра через внутрішню порожнину нерухомої колони.
Нижній фланець поворотної колони виконані циліндричним (перетин А -А) і охоплюється двома канатами 1. Один кінець кожного каната з'єднаний із фланцем поворотної колони, а іншої - з нерухомою підставою. Кожний канат обгинає блок, закріплений на штоку одного із двох гідроциліндрів 11 механізму повороту. При подачі робочої рідини під тиском у порожнину одного циліндра висувається шток, з порожнини іншого циліндра видавлюється робоча рідина й поворотній колоні повідомляється обертовий рух. Технічна характеристика підйомно-поворотного стенда проміжних ковшів МБЛЗ наведена в таблиці 1.7.
Таблиця 1.7 - Технічна характеристика підйомно-поворотного стенда проміжних ковшів МБЛЗ
| 1. Маса, т: - порожнього ковша - ковша з металом | 12,5 25 |
| 2. Час, с: - підйому й опускання ковшів - повороту | 7÷10 25÷30 |
| 3. Кут повороту ковша, град | 180 |
| 4. Гідроциліндр підйому: - діаметр плунжера, мм - хід плунжера, мм - робочий тиск, мПа | 300 350 10 |
| 5. Гідроциліндр повороту: - діаметр плунжера, мм - хід плунжера, мм | 120 660 |
Кристалізатори й механізми їхнього хитання
Кристалізатор є найважливішою частиною машини. Основне призначення - одержати оболонку литого злитка заданої форми, товщини й міцності, щоб вона не зруйнувалася при виході злитка із кристалізатора. Для цього мідна сорочка кристалізатора рясно прохолоджується водою - відбувається так зване первинне охолодження металу (рисунок 136).
Метал, що заливається, в кристалізатор при контакті з його мідними водоохолоджуємими стінками переохолоджується й затвердіває, утворюючи кірку злитка необхідної конфігурації.
На відстані 200 - 600 мм від верху кристалізатора перебуває зона безпосереднього контакту з кіркою злитка, де відвід тепла максимальний (1,4 - 2,3 мВт/м2); нижче внаслідок усадки кірки між нею й стінками кристалізатора виникає газовий зазор, що різко знижує відвід тепла (до 0,3 – 0,6 мВт/м2).
У цій зоні внаслідок можливої деформації неміцної кірки й стінок кристалізатора можуть з'являтися ділянки щільного й нещільного контакту, у яких із-за розходження в кількості тепла, яке відводиться, температура й товщина кірки, що затвердіває, будуть різнитися.
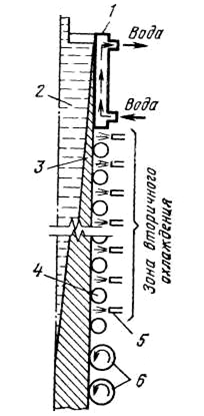
1 - кристалізатор; 2 - рідкий метал; 3 - затверділий метал; 4 - опорний ролик;
5 - форсунка для подачі води, що розпорошують на злиток; 6 - тягнучі валки
Рисунок 136 - Схема виливка й затвердіння безперервного злитка
Ця неоднорідність сприяє виникненню дефектів - у місцях зменшеної товщини кірки внаслідок термічних напруг можуть виникати поздовжні зовнішні тріщини, а в переохолоджених ділянках щільного контакту - паукоподібні або сітчасті поверхневі тріщини.
Товщина кірки на виході із кристалізатора повинна бути достатньою, щоб витримати зусилля витягування й тиск рідкої сталі. Ця товщина тим більше, чим більше час перебування кірки в кристалізаторі й зазвичай складає 10 - 25 мм, а температура поверхні 900 - 1250 °С.
У зоні вторинного охолодження на поверхню злитка, що рухається, подають воду й встановлюють опорні пристрої (наприклад, ролики 4, див. рис. 136), які запобігають можливе витріщання кірки злитка під впливом тиску стовпа рідкої сталі. Вибір способу охолодження в цій зоні базувався на досвіді, що показав, що при занадто інтенсивній подачі охолоджувача (наприклад, подачі води струменями) із-за переохолодження поверхні злитка й виникаючих при цьому термічних напруг у злитку утворяться внутрішні й сітчасті поверхневі тріщини.
Тому застосовують подачу води розпиленням («м'яке охолодження»).
Витрата води зменшується в міру віддалення від кристалізатора; його розраховують так, щоб відводилось тепло, що виділяється при кристалізації сталі, а температура кірки щоб уникнути утворення тріщин знижувалася б від вихідної (900 - 1250° С у початку зони) не більш, ніж до 800 - 1000° С у кінці, причому в тим меншому ступені, чим вище схильність сталі до тріщиноутворення.
Як матеріали для виготовлення кристалізатора рекомендуються графіт, мідні сплави, хромиста бронза. Найбільше поширення знайшла в застосовані чиста мідь.
Кристалізатор (рисунок 137) являє собою відкриту зверху й знизу водоохолоджуєму прямокутну виливницю, що складається із чотири окремих стінок - двох широких і двох вузьких.
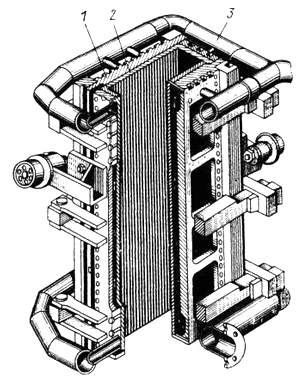
Рисунок 137 – Кристалізатор
Окремі стінки дозволяють змінювати розмір поперечного переріза злитка, що відливається, переміщенням вузьких стінок по широким.
Кожна стінка складається зі сталевої опорної плити 1, до якої шпильками кріпиться мідна плита 2. Мідні плити широких сторін кристалізатору вигнуті по дузі з радіусом, прийнятим для даної машини.
У мідних плитах зроблені поздовжні канали, по яких циркулює охолоджуюча вода, що подається під тиском 0,5 - 0,8 мН/м2. Швидкість руху води підтримується в межах 5 - 10 м/с, щоб у каналах кристалізатора не відбувалося випадання опадів. Підведення охолодної води до кристалізатору і її злив здійснюються по трубах 3 і гнучким металевим рукавам.
Найбільше поширення одержали збірні кристалізатори, що складаються із чотири окремих стінок, кожна з яких складається з робочої мідної й опорної плит, з'єднаних між собою шпильками (рисунок 138).
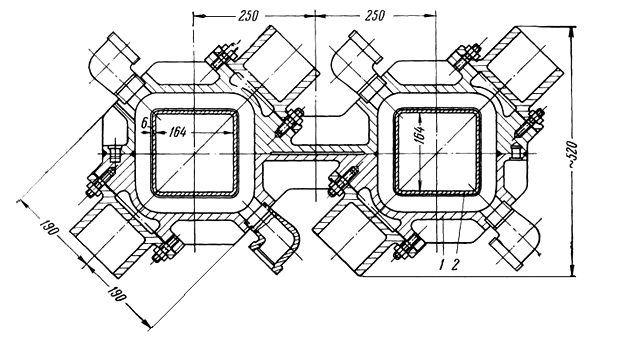
1 - сталевий литий корпус; 2 - суцільнотягнена мідна труба
Рисунок 138 - Поперечний розріз кристалізатора для одночасного виливка двох злитків квадратного перетину
Кристалізатор збирається із чотири стінок, кожна з яких складається з робочої мідної 2 і опорної (сталевої або чавунної) пластини 1, з'єднаних між собою шпильками. Мідна плита забезпечує швидкий відвід тепла, сталева - надає стінці міцність і зазвичай оснащена ребрами жорсткості. Мідні або сталеві пластини мають канали для протоки охолодної води, іноді вода циркулює по каналах між мідною й сталевою плитами. Стінки кристалізатора збираються в особливому корпусі, або вони з'єднуються між собою за допомогою спеціальних болтів і стяжок. Автоматичне змащення робочої поверхні кристалізатора розплавленим парафіном створюють між злитком і стінками кристалізатора газову сорочку з відбудовною атмосферою, що охороняє кристалізатор від зношування а поверхня злитка від окислювання.
Стійкість збірних товстостінних кристалізаторів у два - три рази вище, ніж тонкостінних. Досвід показав, що при малій товщині плит (10 - 20 мм) відбувається їхнє жолоблення, що приводить до утворення поздовжніх тріщин у кірці злитка.
Головна перевага збірних кристалізаторів - низька витрата міді (на 1 т розлитій сталі зазвичай 0,05 кг).
Важливим є й те, що конструкція збірного кристалізатора допускає можливість зміни перетину злитка, що відливається, шляхом перестановки стінок кристалізатору. Порівняно просто в кристалізаторах такої конструкції здійснюється й регулювання взаємного положення робочих площин.
Внутрішню робочу поверхню стінок кристалізаторів виготовляють гладкою або хвилястою. Хвиляста поверхня знижує ураженість злитка поздовжніми тріщинами. Висота кристалізаторів складає 0,7 - 1,2 м. Знизу кристалізатор іноді обладнаний напрямними роликами, які запобігають зсув злитка щодо осі кристалізатора (посилене тертя однієї зі стінок).
Для зменшення тертя скоринки злитка об стінки кристалізатора на робочу поверхню стінок, під час розливання подається технологічне змащення (рідкий парафін, рапсове, бавовняне або трансформаторне масло). Подача змащення виконується автоматично. При використанні рідкого парафіну витрата його на 1т сталі, що розливається, складає 0,2 - 0,5 кг.
Застосовують кристалізатори із прямоточною й петльовою системами охолодження. У першому випадку воду підводять окремо до кожної із чотири стінок, по каналах якої вона рухається знизу нагору; після чого йде на злив. При петльовій системі (рисунок 139), застосовуваної в кристалізаторах прямокутного перетину, вода проходить по каналах стінок двічі; спочатку по каналах торцевих стінок і краям широких вона рухається зверху вниз, а потім по каналах середньої частини широких стінок - нагору.
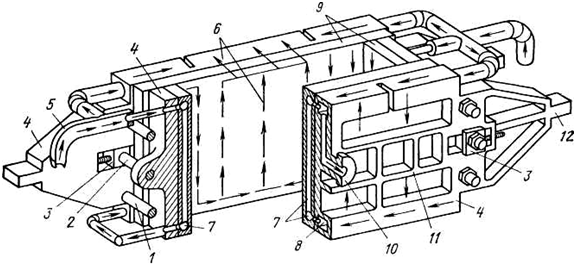
1 - стяжний болт; 2 і 3 - вісь і сухар для регулювання положення вузької стінки;
4 - сталева плита; 5 - колектор, що підводить воду; 6 - напрямок руху води;
7 - канали для води в мідних плитах; 8 - канали для води в сталевих плитах;
9 - мідна плита; 10 - злив води; 11 - ребра жорсткості сталевої плити;
12 - опора кристалізатора на раму механізму хитання
Рисунок 139 - Збірний кристалізатор з петльовою системою охолодження для виливання плоских злитків
Петльова система дозволяє знизити витрату води приблизно у два рази. Підведення й відвід води до каналів мідних стінок здійснюють або по кільцевих трубах, що охоплює верх і низ кристалізатора, або по каналах у сталевих плитах (див. рис. 139). Швидкість води в каналах кристалізатора повинна бути не менш 5 м/с, температура води, що відходить, не вище 40°С; витрата води складає близько 90 м3/год на 1 м периметра порожнини кристалізатора при прямоточному охолодженні.
Внутрішній шар мідних плит, що ушкоджується внаслідок тертя об злиток, періодично зістругують, що подовжує термін служби кристалізатора. У зв'язку з малою міцністю міді й з метою підвищення стійкості на внутрішню поверхню мідних плит часто наносять тонкий шар стійких до стирання матеріалів.
Конструкція кристалізаторів безупинно вдосконалюється. Так створені й почали застосовуватися регульовані кристалізатори, що дозволяють змінювати по ходу розливання ширину плоского злитка, що відливає, за рахунок автоматичного переміщення вузьких стінок кристалізатора. З метою запобігання проривів кірки під кристалізатором при підвищеній швидкості розливання застосовують кристалізатори, що мають охолоджувані плити, що підтискають знизу до злитка пружинами.
У радіальних МБЛЗ злиток 1 (рисунок 140) формується в радіальному кристалізаторі 2 і переміщається по дузі окружності в системі роликового вторинного охолодження 3.
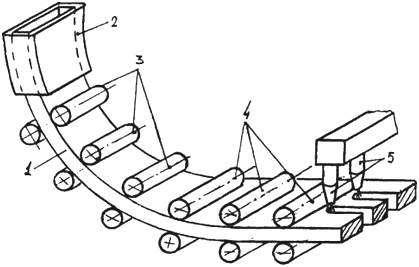
Рисунок 140 - Схема радіальної МБЛЗ із криволінійним кристалізатором
На багатьох радіальних МБЛЗ вигин здійснюють тягнуче-правильні ролики 4 після завершення кристалізації криволінійного злитка. Але є МБЛЗ, на яких злиток 1 згинають ще до закінчення кристалізації й виводять його на горизонтальну площину з рідкою фазою. Після повного затвердіння злиток розрізають на мірні довжини (на рисунку 140 показана різка злитка в поздовжньому напрямку різаками 5 для поділу злитка на поздовжні заготівки).
Механізми хитання кристалізатора
Під час безперервного лиття кірка злитка, що твердіє, в кристалізаторі в міру руху вниз перетерплює усадку й відходить від стінок.
Зона щільного контакту кірки зі стінками перебуває у верхній частині кристалізатора поблизу меніска рідкого металу. За певних умов у цій зоні відбувається прилипання тонкої кірки до стінок кристалізатору, що може привести до її розриву в місцях відходу від стінок.
Якщо кристалізатор буде нерухомим і злиток витягається з постійною швидкістю, то прилипла частина кірки залишиться на місці (явище зависання), а нижня її частина від місця розриву буде рухатися вниз.
Коли розрив досягає нижньої кромки кристалізатора, відбувається прорив - вихід рідкої сталі із серцевини злитка.
Механізми хитання кристалізатора МБЛЗ радіального типу повинні забезпечувати повернено-поступальний рух кристалізатору по ділянці кругової траєкторії з радіусом, рівним радіусу кривизни кристалізатору за синусоїдальним законом руху й певною частотою хитання.
Важливою вимогою до конструкції механізму хитання кристалізатора є можливість отримання хитань із високою частотою, що зменшує крок і глибину складок, що утворяться на поверхні злитка при коливальному русі, усереднять відвід тепла і ліквідує нерівномірність у наростанні товщини кірки металу.
У редукторних ексцентрикових механізмах хитання кристалізатору вертикальних МБЛЗ (рисунок 141) швидкість руху кристалізатору й амплітуда хитання зазвичай задаються спеціальним профільованим кулачком або (при синусоїдальному циклі) ексцентриком, наявному в складі механізму хитання.
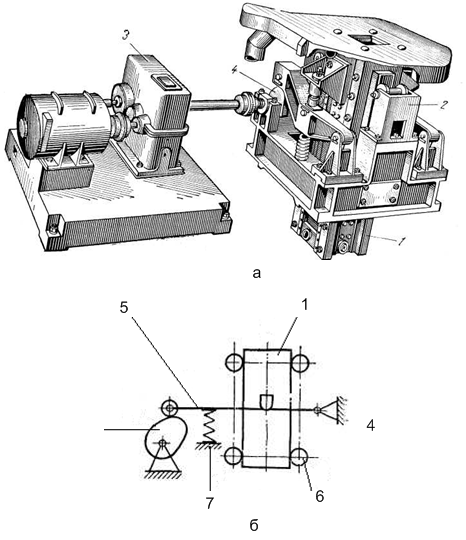
а - загальний вигляд; б – кінематична схема;
1 - кристалізатор; 2 - напрямна; 3 - електромеханічний привід;
4 - профільовані кулачки; 5 - рама; 6 - ролики;
7 - пружини, що врівноважують;
Рисунок 141 - Механізм хитання кристалізатора кулачкового типу
Кристалізатор 1 вільно опирається на раму 5 і переміщається в напрямній 2 електромеханічним приводом 3 із двома профільованими кулачками 4 і втримується на технологічній осі роликами 6.
Недоліками кулачкових механізмів є: низька стійкість роликових направляючих і виникнення у зв'язку із цим великих зазорів, що негативно позначаються на процес лиття, а також зношування кулачків.
Найбільш удалою конструкцією механізму хитання кристалізатору радіальної МБЛЗ є конструкція, що наведена на рисунку 142.
По кінематиці механізм складається із двох з'єднаних між собою шарнірних чотириланкових механізмів 9, 10. Параметри чотириланкового механізму ОАВС забезпечують необхідну точність руху кристалізатору 11 по круговій траєкторії при витягуванні злитка 12.
Коливальний рух створюється чотириланковим ексцентриковим механізмом коромислового типу, ексцентрик (кривошип) 4 якого приводиться в дію від електродвигуна 1 (на рисунку 142 привід умовно повернуть на 90°). Внаслідок розташування привода нижче рівня робочої майданчика шатун 8 виконаний подовженим і йому додане вертикальне положення.
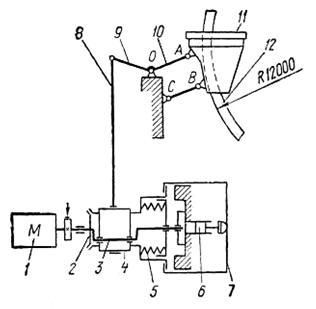
Рисунок 142 - Кінематична схема механізму хитання кристалізатора радіальної МБЛЗ
Як і на більшості сучасних МБЛЗ, у механізмі застосований безредукторний привід з електродвигуном постійного струму, що забезпечує регулювання частоти хитання кристалізатору. Застосування безредукторного привода обумовлено необхідністю зменшення зазорів у кінематичному ланцюзі від електродвигуна до кристалізатору, у результаті чого зменшуються удари в зчленуваннях при знакозмінних навантаженнях і більш точно дотримується закон, що задається, руху кристалізатора.
Амплітуду хитання кристалізатора регулюють зміною ексцентриситету, повертаючи напівмуфту ексцентрика щодо ексцентрикового вала 3.
У робочому положенні пружини 5 притискають конічну фрикційну напівмуфту на ексцентрику до напівмуфти 2, пов'язаної з ексцентриковим валом; при цьому ексцентриковий вал і ексцентрик обертаються як одне ціле. При регулюванні їх роз’єднують, використовуючи для цього гідроциліндр 6 який плунжером переміщає траверсу 7 з тягами, стискає пружину й відключає фрикційну муфту.
Швидкість контролюється тахогенератором, з'єднаним з валом електродвигуна, а ексцентриситет ексцентрика (амплітуда хитання) - сельсинами.
Технічна характеристика механізму хитання кристалізатора:
| 1. Маса хитних частин, т | 23 |
| 2. Розрахункове зусилля при зависанні злитка, кН | 230 |
| 3. Закон руху кристалізатора | синусоїдальний |
| 4. Діапазон регулювання частоти хитання кристалізатора, хитань/хв | 5÷100 |
| 5. Потужність електродвигуна, кВт | 5 |
| 6. Частота обертання вала електродвигуна, об/хв | 0÷100 |
Зона вторинного охолодження злитка
Вторинне охолодження призначене для охолодження злитка, що виходить, із кристалізатора до повного його затвердіння.
Основна вимога, пропонована до системи вторинного охолодження, полягає в тім, щоб її довжина забезпечувала повне затвердіння заготівки до входу її в тягнучу кліть. У противному випадку при обтисненні злитка з незатверділою серцевиною валками тягнучої кліті в перетині злитка утворяться внутрішні тріщини.
Довжина зони вторинного охолодження повинна бути приблизно дорівнює глибині лунки рідкого металу в злитку, що рухається, і зазвичай складає 80 - 100 % цієї глибини. Вторинне охолодження найбільше часто виконують у вигляді системи форсунок, що подають на поверхню злитка воду розпиленням. Застосовують форсунки, які розпиляють воду за рахунок тиску в магістралі, що подає воду, і форсунки з розпиленням води стисненим повітрям.
Друга конструкція забезпечує розпилення до більш дрібних крапель (діаметр крапель 20 - 100 мкм), що підвищує рівномірність охолодження, знижує витрату води в 2 - 3 рази, поліпшує якість литих заготівок за рахунок м'якого режиму вторинного охолодження. Остання умова дуже важливо для сталі з підвищеною чутливістю до переохолодження.
Форсунки розташовують між опорними роликами (рисунок 143) або брусами (рисунок 144) в один, два або три ряди уздовж напрямку руху злитка залежно від його ширини.
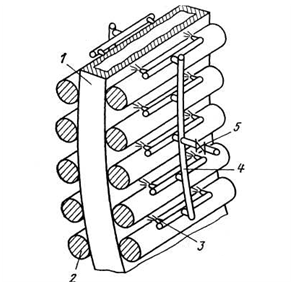
1 - злиток; 2 - опорний ролик; 3 - форсунка;
4 - трубчастий колектор; 5 – засувка.
Рисунок 143 - Схема секції вторинного охолодження криволінійної МБЛЗ
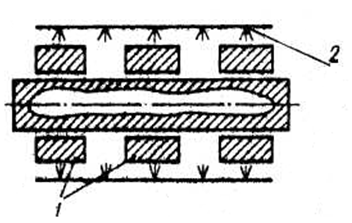
1 - бруси; 2 - форсунки для подачі води.
Рисунок 144 – Брусова система направлення оболонки злитка
При виливанні плоских злитків охолоджують широкі грані; у вузьких граней форсунки встановлюють лише під кристалізатором.
Інтенсивність охолодження повинна зменшуватися в міру видалення злитка від кристалізатору. Для того, щоб забезпечити поступове зниження витрати води, зону вторинного охолодження ділять по довжині на декілька (до восьми) секцій, що поєднують групу форсунок і мають самостійне підведення води. Регулювання витрати води по секціях залежно від швидкості розливання, температури поверхні злитка й іноді інших параметрів виконують автоматично відповідно до розробленого для цих випадків режимами.
Із кристалізатора злиток виходить із кіркою, що сформувалася, і рідкою серцевиною.
Міцність кірки невелика й може витріщати й розриватися під дією феростатичного тиску рідкої фази. Для запобігання розриву (витріщання) злитка, за кристалізатором установлюють охолоджувану безперервну роликову проводку, обладнану поздовжніми й поперечними роликами.
Проводки можуть бути однорядними або дворядними. У першому випадку ролики встановлюють послідовно один за одним або в шаховому порядку. Їхній діаметр і крок приймаються постійними по висоті зони вторинного охолодження або збільшують зверху вниз. У дворядних проводках один ролик є опорним (зовнішній), а іншої (або два) - підтримуючої. У роликових підтримуючих пристроях часто застосовують секційну установку роликів у базових елементах: підшипникові опори декількох роликів закріплюють у рамах.
Залежно від типу механізму притиснення верхніх роликів до злитка, секції бувають із гідравлічним або пружинно-гвинтовим механізмами. Пружинно-гвинтові механізми складні в настроюванні на задане зусилля й менш надійні в порівнянні з гідравлічними.
Установлено, що при ширині злитка до 300 мм, опорні елементи можна розміщати тільки під кристалізатором. При виливанні слябів шириною 600 мм і більше, опорні елементи необхідно розміщати по всій довжині зони вторинного охолодження.
Відстань між роликами, які встановлюють поруч із кристалізатором, дорівнює 200 - 250 мм при їхньому діаметрі 150 - 180 мм. З підвищенням феростатичного тиску й міцності кірки злитка, діаметр роликів і відстань між ними по довжині МБЛЗ, як правило збільшуються.
У лінії МБЛЗ установлюються привідні й непривідні роликові проводки.
Непривідна роликова проводка
Злиток 1 (рисунок 145) підтримується по широких гранях роликами 2, підшипники яких змонтовані на рамі 3.
Уздовж вузьких сторін злитка рами зафіксовані щодо нерухомих колон 4 стяжними елементами 5, за допомогою яких установлюється розчин між роликами, дорівнює ширині злитка.
Недоліки конструкції
Зусилля, що діють на ролики, передаються на рами. Тому вони повинні бути масивними, що робить більш тяжким обладнання зони вторинного охолодження. Крім того, якість настроювання секції на товщину злитка залежить від точності виготовлення й монтажу роликів у рамах. Найчастіше по зазначених причинах ролики в межах секції навантажуються нерівномірно й ламаються.
У сучасних конструкціях МБЛЗ підтримуючі пристрої часто виконуються з індивідуально встановлюваними щодо базових металоконструкцій роликами, які оснащені запобіжними елементами, що виключають їхнє перевантаження.
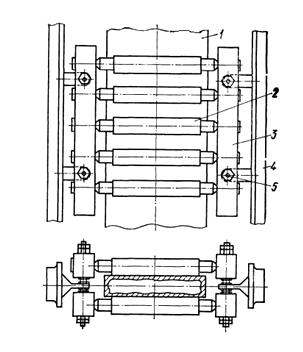
Рисунок 145 - Непривідна безперервна роликова проводка
У сучасних конструкціях МБЛЗ підтримуючі пристрої часто виконуються з індивідуально встановлюваними щодо базових металоконструкцій роликами, які оснащені запобіжними елементами, що виключають їхнє перевантаження (рисунок 146).
Підшипникові опори роликів 1 розташовуються в індивідуальних подинишках 2, які своїми пазами охоплюють напрямні нерухомих колон 3. Між подинишками протилежних роликів установлені розпірні елементи 4. Подинишки притискаються до розпірного елемента стяжками 5 за допомогою тарілчастих пружин 6 і опорної плити 7. Розчин настроюється підбором необхідної товщини прокладок. Зазор Δ між подинишками й нерухомими колонами приймається невеликим у межах допусків на точність монтажу, виготовлення деталей і можливих температурних деформацій нерухомих колон (зазвичай 2 - 5 мм). При невеликих відхиленнях злитка від технологічної осі машини кожна пара роликів має можливість зміщатися в межах зазору Δ (розчин між роликами залишається незмінним). У випадку перевантажень роликів додатково стискується пакет тарілчастих пружин.
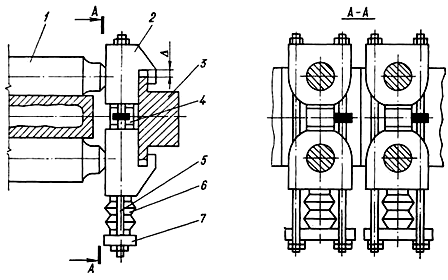
Рисунок 146 - Схема підтримуючого пристрою зони вторинного охолодження з індивідуальною установкою роликів
Привідні роликові проводки
Привідні роликові проводки встановлюються нижче непривідних і призначені для попередження витріщання злитка, переміщення його уздовж технологічної осі машини й випрямлення.
У МБЛЗ криволінійного типу роликові проводки зроблені у вигляді секцій, окремі ролики яких оснащені приводом обертання.
Роликові секції на частині радіальної ділянки й на горизонтальній ділянці машини обладнані привідними нижніми роликами й підпружинними опорами верхніх роликів.
Нижні ролики 1 (рисунок 147, а) переміщають злиток 2 і приводяться в обертання від електродвигуна 7 через редуктор 6 і універсальний шпиндель 5. Привід роликів може бути як індивідуальним, так і груповим. Опори верхніх роликів 3 установлені на попередньо стислі пружини 4, які охороняють ролики від поломки при перевантаженнях.
Роликові секції криволінійної ділянки машини здійснюють випрямлення й переміщення злитка, мають привідні нижні ролики, підпружиннині опори верхніх роликів і гвинтовий механізм для переміщення верхніх роликів.
Привід обертання роликів 1 складається з електродвигуна 7 (див. рис. 147, б), редуктора 6 і універсального шпинделя 5. Попередньо стиснути пружини 4 утримують ролик 3 від переміщення при нормальних умовах випрямлення злитка 2 і охороняють ролик від поломки при перевантаженнях.
В аварійних випадках для пропуску застиглого металу верхній ролик переміщається механізмом із черв’ячно-гвинтовими редукторами 8. У деяких машинах переміщення верхніх роликів здійснюється за допомогою гідроциліндрів.
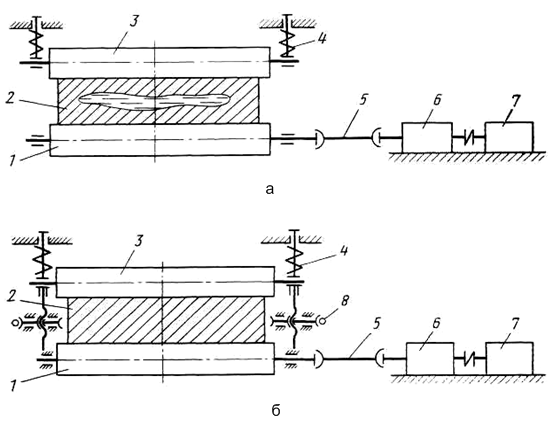
а - із привідними нижніми роликами й підпружиннині опорами верхніх роликів;
б - із привідними нижніми роликами, підпружиннині опорами верхніх роликів і черв’ячно- гвинтовими механізмом переміщення верхніх роликів.
Рисунок 147 - Схеми установки роликів у роликових секціях зони вторинного охолодження
Привідна шестироликова секція проводки криволінійних МБЛЗ конструкції Уралмашзаводу показана на рисунку 148.
Секція складається з литої рами 6 із установленими на ній трьома нижніми роликами 7, рухливої траверси 4 із трьома верхніми роликами 5, механізму вертикального переміщення верхніх роликів із двома гвинтами, що рухаються поступально, 3 пружинних пристрої з пакетами великих і малих тарілчастих пружин. Рама встановлена на литі фундаментні балки.
Ролики верхнього ряду непривідні; у нижньому ряді крайні ролики отримують обертання від індивідуальних приводів.
Середні ролики верхнього й нижнього рядів виконані меншого діаметра, чим крайні. Траверсу вільно опирається на хвостовики 1 двоодових гвинтів черв’ячно-гвинтових редукторів. Між траверсою й гайками на хвостовиках установлені пакети великих тарілчастих пружин, укладених в обойми. Зусилля попереднього стиску пружин регулюється болтами, розташованими по окружності обойми.
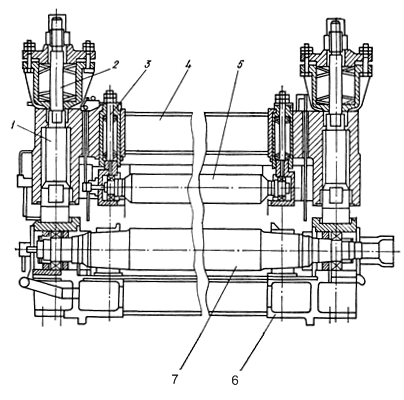
Рисунок 148 - Схема шестироликової секції проводки криволінійних МБЛЗ
Траверсу зміщається по хвостовиках, охороняючи ролики від поломки, тоді, коли зусилля на крайні ролики перевищує силу попередньо стиснутих пружин. Аналогічно налаштовують тарілчасті пружини середнього верхнього ролика.
Механізм підйому верхніх роликів складається з електродвигуна, планетарного редуктора, проміжного вала із зубчастими муфтами й двох черв’ячно-гвинтових редукторів, вмонтованих в опорну раму. Швидкохідні вали редукторів зв'язані між собою проміжним валом, що крім передачі обертання створює синхронний рух ходових гвинтів. Величина їхнього ходу забезпечує необхідне розведення роликів при пропуску шматків остиглого злитка. Горизонтальні зусилля сприймають хвостовики гвинтів, поміщені в напрямні втулки опорної рами.
Опори роликів - дворядні сферичні роликопідшипники. Всі ролики секції водоохолоджуємі.
Кожний із двох привідних роликів отримує обертання від електродвигуна постійного струму через планетарний редуктор і проміжний вал із зубчастою й роликосферичною муфтами.
Електродвигуни постійного струму отримують широкий діапазон швидкості витягування злитків шляхом зміни частоти їхнього обертання. Планетарні редуктори із циліндричними колісьми забезпечують основні вимоги до передавального механізму роликової секції - більше передаточне число й крутний момент на вихідному валу при мінімальних габаритах.
Шпинделі з універсальними шарнірами або проміжні вали, обладнанні муфтами з високою здатністю, що компенсує, забезпечують нормальну роботу привода при перекосах і неспіввісності валів і, крім того, дозволяють винести електродвигун і редуктор із зони безпосереднього теплового впливу й уникнути їхнього заливання рідким металом при аварії.
Механізми підйому верхніх роликів, обладнанні пружинними запобіжними пристроями, забезпечують швидке їхнє розведення при пропуску остиглого злитка.
Технічна характеристика привода шестироликової секції:
| 1. Найбільший крутний момент на вихідному валу редуктора, кНм | 5 |
| 2. Передаточне число редуктора | 594 |
| 3. Потужність електродвигуна, кВт | 32 |
| 4. Частота обертання, об/хв | 1000 |
| 5. Маса привода, т | 3,9 |
Тягнучі кліті
Тягнуча кліть призначена для витягування безперервного злитка, утримання його від падіння й для уведення в машину запалу. На вертикальних МБЛЗ кліть виконують, як правило, у вигляді двох пар привідних валків (рисунок 149, а), підшипникові опори яких можуть переміщатися в перпендикулярному до поверхні злитка напрямку. Кожний валок притискається до злитка двома гідроциліндрами.
На деяких МБЛЗ застосовують тягнучі кліті з балансирним притисненням валків до злитка (див. рис. 149, б). У цьому випадку підшипникові вузли валків 5 закріплюються шарнірно в балансирах 4 і притискаються до злитка 3 важелями 2, 8, що приводять у рух гідроциліндрами 1. Синхронність переміщення протилежних валків досягається за допомогою двох зубчастих секторів 7, жорстко з'єднаних з важелями 2 і 8. До складу механізму входять важелі 6, що утворять разом з балансирами й важелями 2, 8 шарнірно - важільні паралелограми.
Привід обертання валків тягнучих клітей найчастіше електромеханічний. У більшості випадків він управляється від автоматичної системи спостереження за рівнем металу в кристалізаторі: при зниженні рівня виробляється сигнал на зменшення швидкості витягування злитка й навпаки. Зазвичай застосовується електродвигун постійного струму з можливістю глибокого регулювання швидкості обертання за схемою «генератор - двигун*». Для досягнення синхронності в роботі тягнучої кліті й механізму хитання кристалізатора їхні електродвигуни живляться від загального генератора.
На багатьох МБЛЗ тягнучі кліті оснащуються пристроями для швидкого роз’єднання головної частини запалу й злитка. Валки водоохолоджуємі.
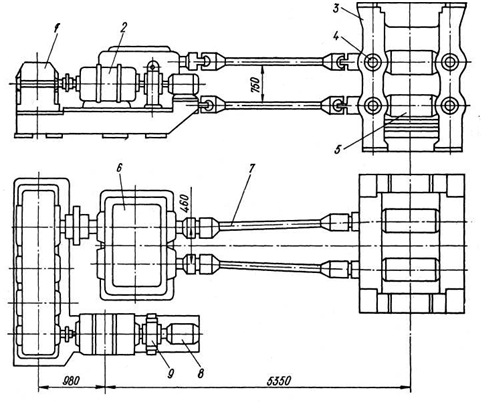
а – індивідуальними гідроциліндрами; б — балансирна
Рисунок 149 - Схема притиснення валків тягнучої кліті до злитка
На рисунку 150 показана конструкція тягнучої кліті МБЛЗ Донецького металургійного заводу.
У станині 3 установлені плаваючі подинишки валків 5, які притискаються до поверхні злитка гідроциліндрами 4. Привід обертання валків винесений із зони високих температур і складається з електродвигуна 2, редуктора 1, шестеренної кліті 6, шпиндельних з'єднань 7, гальма 9 і тахогенератора 8. Валки розтискаються двома плунжерними гідроциліндрами, розташованими між підшипниками протилежних у горизонтальній площині валків. Вони виготовлені пустотілими й прохолоджуються водою, а як опори застосовані дворядні сферичні роликопідшипники.
Технічна характеристика тягнучої кліті МБЛЗ ДМЗ:
| 1. Кількість робочих валків, шт | |
| 2. Зовнішній діаметр робочих валків, мм | 50 |
| 3. Зусилля притискного гідроциліндра, кН | 90 |
| 4. Передаточне число редуктора | 280 |
| 5. Передаточне число шестеренної кліті | 1,552 |
| 6. Двигун: - тип - номінальна потужність, квт - номінальна частота обертання, об/хв | Н-400 22 590 |
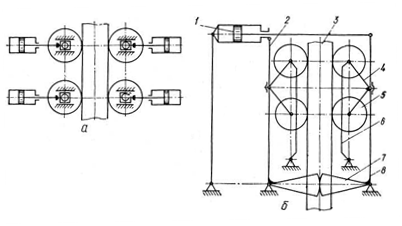
Рисунок 150 - Схема тягнучої кліті МБЛЗ ДМЗ
Тягнуче-правильні машини криволінійних МБЛЗ
Тягнуче-правильні машини, установлювані на криволінійних МБЛЗ складаються із трьох секцій (рисунок 151), закріплених на нерухомих балках 6, 13.
Перша секція призначена для виправлення злитка, а дві інші - для створення тягнучого зусилля й видачі злитка на прийомний рольганг. У кожній секції встановлені два ряди роликів - верхніх 8 і нижніх 7. Ролики верхнього ряду, за винятком трьох у першій секції, неприводні.
У першій і в другий секціях нижні привідні ролики чергуються через один - три з неприводними (на рисунку 151 привідні ролики позначені кружками). У третій секції всі нижні ролики привідні, що обумовлено необхідністю отримання значного тягнучого зусилля для переміщення й видачі затверділого злитка на рольганг.
Оскільки нижній ролик, розташований у місці переходу радіальної частини, при виправленні злитка піддається дії максимального навантаження, передбачена установка опорного ролика 10 великого діаметра, що притискає двома гідроциліндрами до робочого ролика.
Для запобігання від поломки нижніх роликів першої й другої секцій при можливих перевантаженнях у їхніх опорних вузлах установлені короткоходові гідроциліндри 12. Для кращого маніпулювання при видачі порізаних шматків злитка в аварійній ситуації один з нижніх роликів на перехідній ділянці виконаний рухливим. Його вертикальне переміщення здійснюється двома гідроциліндрами 11.
Подушки підшипників верхніх і нижніх роликів поміщені, між стійками станини. Кожний верхній ролик переміщається по нормалі до технологічної осі й притискається до злитка двома гідроциліндрами 1, штоки яких шарнірно з'єднані з подинишками підшипників. Відстань між роликами в перших дво секціях регулюють змінними прокладками 9. Стійки станини у верхній частині зв'язані поздовжніми балками 2, розташованими по обидва боки. Конструкція станини забезпечує швидку заміну робочих роликів повузловим методом.
Приводи секцій роликової проводки й тягнуче-правильна машини уніфіковані й складаються з електродвигуна 3 (див. рис. 151, розріз А – А) постійного струму потужністю 5,5 кВт, планетарного редуктора 4 із циліндричними колесами й шпинделя з універсальними шарнірами 5. Застосування останніх обумовлене необхідністю швидкого з'єднання й роз’єднання ролика із приводом. Максимальний крутний момент на вихідному валу редуктора 25 кНм. Швидкість витягування злитка регулюється в діапазоні 0 - 3 м/хв зміною частоти обертання електродвигуна. Уведення запалу в машину здійснюється на швидкості 4,5 м/хв.
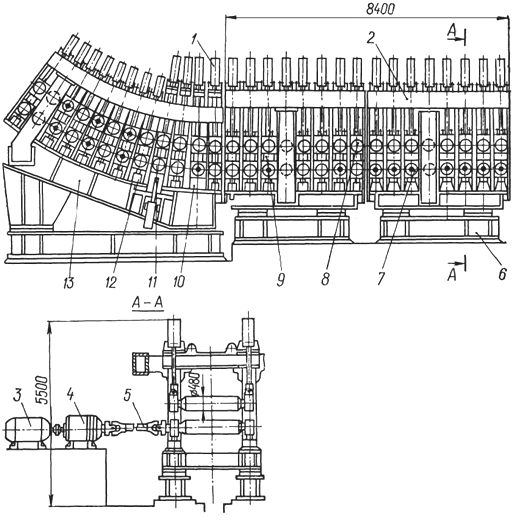
Рисунок 151 - Тягнуче-правильна машина криволінійної МБЛЗ
Запал
Запал призначений для витягування перших метрів злитка, що відливає. На вертикальних і горизонтальних машинах запал являє собою металеву штангу, а на машинах із криволінійною віссю вона виконана із шарнірно з'єднаних ланок.
На радіальних МБЛЗ застосовують два типи запалів – тверді дугоподібні й гнучкі (ланцюгові).
Запали першого типу являють собою дугоподібний брус, за формою перетину однаковий з злитком, що відливається, і вигнутий по дузі окружності з радіусом кривизни технологічної осі машини. Введення твердого запалу в кристалізатор виконують знизу через роликові проводки. Такі запали використовують на машинах лиття сортових заготівок.
Запали другого типу застосовують у радіальні й криволінійних МБЛЗ, призначених для лиття слябів. Залежно від піддатливості ланок ланцюгові запали можуть бути із твердими й розсувними ланками. Область застосування запалів із твердими ланками - МБЛЗ із гідравлічними механізмами переміщення й притиснення роликів. Використання запалів з розсувними ланками (рисунок 152) зазвичай є змушеним, у випадку установки на МБЛЗ привідної проводки із пружинним притисненням роликів до злитка.
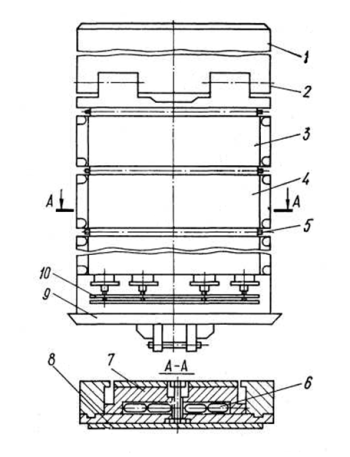
Рисунок 152 - Схема запалу з розсувними ланками
Головна частина 1 з'єднана двома короткими осями 2 з першою ланкою 3 запали. Інші ланки 4 з'єднані між собою осями 5.
У середині тіла запали розміщені пневматичні камери (резино-тканині рукава) 6. Перед введенням запалу в машину, повітря з камер випускають і запал вільно проходить через порожнину кристалізатору. Після цього через колектори 10 подають стиснене повітря (надування запалу). У цей момент рукава 6 при заповненні повітрям відсувають рухливі пластини 7 від нерухомих 8, збільшуючи тим самим товщину запалу. Ланки притискаються до направляючих роликів, які пересувають запал і злиток при розливанні сталі.
Для захвата запалу гаком у хвостовій частині 9 передбачене вушко.
Операції подачі запалу й уведення її в кристалізатор
Операції подачі запалу й уведення її в кристалізатор, від'єднання від злитка й збирання після заповнення всієї зони вторинного охолодження злитком на сучасних МБЛЗ виробляються спеціальними машинами й допоміжними механізмами. Після виходу головної частини запалу з тягнучої роликової проводки вона від'єднується від злитка спеціальним механізмом з гідроприводом і подається до машини для уведення запалу в кристалізатор.
Схема такої машини для подачі запалу зверху зображена на рисунку 153.
Розглянута машина, конструкції УЗТМ, установлюється на МБЛЗ криволінійного типу.
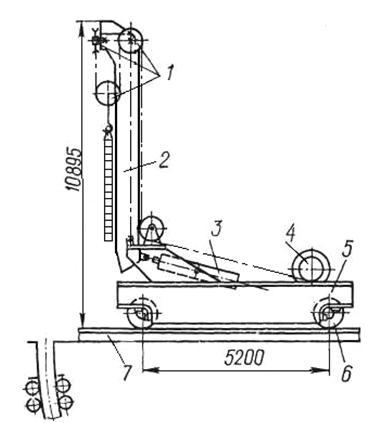
Рисунок 153 - Машина для введення запалу в кристалізатор зверху
Всі механізми встановлені на рамі 5 візка із чотирма ходовими колісьми 6 і механізмом пересування. Візок рухається по рейках 7, покладеним на робочій розливочній майданчику МБЛЗ. На кронштейнах рами шарнірно закріплена стріла 2. У її кінці встановлені блоки 1 канатного поліспаста механізму підйому 4. Нахил стріли для точного центрування запалу по осі кристалізатору здійснюється хитним гідроциліндром 3 і гвинтовим механізмом поперечного переміщення.
До нижнього рухливого блоку 1 підвішений захват для запалу.
При роботі з даною схемою скорочується час підготовки МБЛЗ до прийому наступної плавки, тому що запал можна вводити в кристалізатор відразу після виходу головної частини злитка й не реверсувати напрямок обертання роликових проводок. Однак цей спосіб уведення запалу має й недоліки: можливість ушкодження робочих стінок кристалізатору й необхідність розміщення самохідної машини на робочій розливочній майданчику, що і так перевантажена пристроями для механізації різних технологічних операцій.
Для МБЛЗ радіального типу застосовують машини для подачі й прибирання запалу знизу. Ці машини встановлюють стаціонарно у вертикальному положенні відразу за тягнучими роликовими проводками.
У схемі конструкції, розробленою ВДІІМЕТМАШЕМ (рисунок 154), використаний хитний стіл 7, що оснащений непривідним рольгангом і шарнірно прикріплений з однієї сторони до нерухомої основи, а з іншого боку - до хитного гідроциліндра 8.
Над столом у вертикальних направляючих 2 рухається візок 1 з гаком для захвата запалу. Візок переміщається канатним поліспастом 3 лебідки 4. Для полегшення перекладу запалу з горизонтального положення в похиле, напрямні 2 і хитний стіл оснащені роликами 5 і 6 (ролик 5 - стаціонарний, а ролик 6 - закріплений на столі).
Запал уводять у кристалізатор через горизонтальний і радіальний ділянки роликової проводки зміною напрямку обертання роликів.
При уведенні запалу в роликову проводку, як і при її прийманні, стіл займає похиле положення.
Після виходу запалу з тягнучих роликових проводок на початку розливання хитний стіл нахиляється вперед і приймає запал, що рухається, на свій рольганг. Потім вона захоплюється гаком візка й піднімається нагору. Від'єднання голівки запалу від злитка при виході її з роликової проводки роблять переміщенням стола знизу нагору.
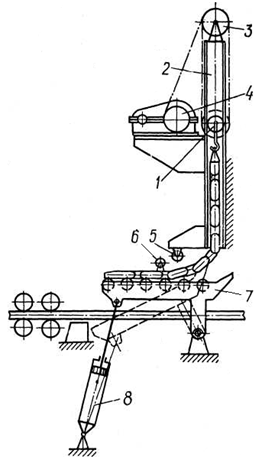
Рисунок 154 - Схема машини для подачі запалу в кристалізатор знизу
Пристрою для різання злитка
Пристрій для різання злитка на шматки певної довжини (заготівки) являє собою газорізку або гідравлічні ножиці.
Газорізка
Газорізка - це рухливий візок, обладнаний двома газокисневими різаками, які при різанні переміщаються поперек злитка, а сама газорізка при цьому рухається разом зі злитком, зчіплюючись із ним перед початком різання пневматичними захватами. Іноді синхронізацію переміщення газорізки зі злитком здійснюють електрорегулюючим пристроєм.
Після закінчення різання газорізка вертається у вихідне положення, після чого цикл повторюється. Недоліком газового різання є втрати металу, що перетворюється в місці різання в окалину.
На рисунку 155 показана схема машини газового різання вертикальної слябової МБЛЗ.
Машина газового різання встановлена нижче тягнучої кліті і представляє собою зварнолиту кабіну 5, у якій розташовані механізми переміщення газових різаків 6 і затискача кабіни відносно злитка 1. Кабіна оснащена механізмом підйому 5 (із плунжерним гідроциліндром 2 і ланцюговим поліспастом) і роликами 4, що рухаються в направляючих швелерах 7. На правому виді малюнка 1.155 напрямні швелера умовно не показані.
Ролики 3 механізми затискача кабіни зроблені ексцентриковими, повертаються за допомогою пневмоциліндрів і можуть переміщатися при зміні ширини злитка в напрямку, перпендикулярному до його поздовжньої осі. Осі верхніх ланцюгових блоків, шарнірно закріплених на плунжерах гідроциліндрів, обладнанні напрямними роликами. Після включення механізму різаки запалюються й починають рухатися назустріч, розрізаючи злиток. Коли відстань між різаками зменшується приблизно до 100 мм, один з них зупиняється й приділяється у вихідне положення, а перемичка розрізається іншим різаком.
При різанні злитка механізм підйому машини включений на підйом зі зменшеним тиском робочої рідини в гідросистемі, що забезпечує синхронний рух кабіни й злитка. Механізм переміщення газових різаків зроблений гвинтовим зі спеціальним копіром, що забезпечує сталість відстані від торця мундштука різака до поверхні злитка.
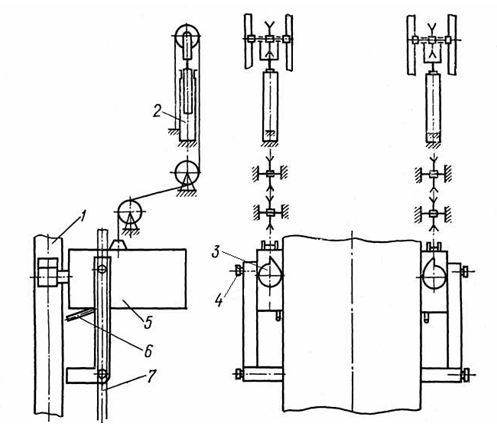
Рисунок 155 - Схема машини газового різання вертикальної слябової МБЛЗ
На криволінійних МБЛЗ машини газового різання (рисунок 156) установлюються за тягнучими роликовими проводками після перекладу злитка в горизонтальне положення.
Уздовж рольганга, по якому рухається злиток, переміщається рама 1, на якій змонтовані механізми вертикального 2 і горизонтального 7 переміщення різаків, механізми 3 затискачі рами щодо злитка. Механізм пересування рами виконаний у вигляді лебідки, на барабані якої закріплені обидва кінці каната, що охоплює одним витком барабан 4 машини. Гальмо 5 затискає барабан при прискореному поверненні машини у вихідне положення, а після притиснення рами до злитка звільняє його.
Механізми переміщення газових різаків - гвинтові; каретки із захватами механізму затискача приводяться в рух пневмоциліндрами. Перекіс машини в горизонтальній площині попереджають дві пари бічних упорних роликів 6.
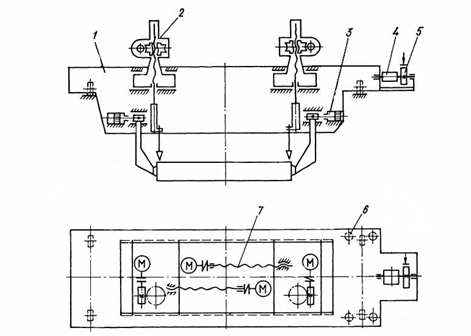
Рисунок 156 - Схема машини газового різання криволінійної МБЛЗ
Хитні гідравлічні ножиці зусиллям 30 МН
Ножиці ставляться до закритого типу з паралельним ходом ножів і нижнім різанням, що виключають передачу зусилля різання на ролики рольганга. Ножиці складаються з хитної станини 10 (рисунок 157), установленої в опорах 11, нижнього рухливого супорта 9, що охоплює своїми напрямними стійкі 6 станини, двох гідроциліндрів 12 ріжучого механізму, двох гідроциліндрів 3 зворотні ходи супорта, гідроциліндра 7 механізму хитання станини, пов'язаного з нею шатуном 8, і двох гідроциліндрів притиску 1 з'єднаних з лабетами 2 на торцях штоків.
Ріжучий механізм обладнаний двома ножами 5, один із яких закріплений у супорті, а другий - у верхній траверсі станини. Всі гідроциліндри ножиців плунжерного типу, за винятком гідроциліндра хитання станини, що виконаний двосторонньої дії.
Плунжери гідроциліндрів 3, 12 з'єднані з нижнім супортом відповідно стійками 4, 13 зі сферичними опорами.
Технічна характеристика хитних гідравлічних ножиців зусиллям 30 МН:
| 1. Найбільший розрізаємий перетин заготовки, мм | 250х1800 |
| 2. Хід нижнього ножа, мм | 370 |
| 3. Число порізів у хвилину | 1 |
| 4. Кут хитання ножиців | 7° 40' |
| 5. Діаметри плунжерів гідроциліндрів, мм: - робочого - зворотного ходу - притиску | 800 220 220 |
| 6. Діаметри поршня й штока гідроциліндра хитання ножиців відповідно, мм | 360 і 200 |
| 7. Надлишкові тиски робочої рідини в гідросистемах ножиців і механізму хитання відповідно, МПа | 36 і 10 |
| 8. Потужність електродвигунів насосної групи, квт: - власно ножиців - механізму хитання | 3х125 3х10 |
| 9. Маса ножиців, т | 304 |
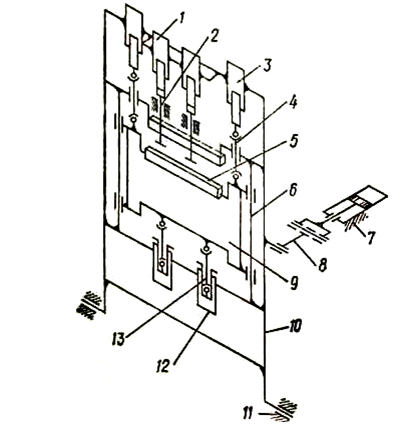
Рисунок 157 - Кінематична схема хитних гідравлічних ножиців
Імпульсне різання заготівок у лінії МБЛЗ
Спосіб імпульсного різання з використанням енергії вибуху газоповітряної суміші в контейнері запропонований Харківським авіаційним інститутом.
Машина призначена для імпульсного різання сортових профілів безперервних злитків з поперечним перерізом 150х150 мм (рисунок 158).
До складу машини входять камера згоряння 1 із замикаючим пристроєм 2 клапанні типи, розширювальний циліндр 3, чотири стяжні шпильки 4, розпірні колони - втулки 5, шабот 6 з верхнім ножем, верхня траверса - шабот 7, плунжер 9 з бойком і нижнім ножем. Машина шарнірно підвішена до штока пнемоамортизатора 8, що закріплений на нерухомих металоконструкціях. Процес різання відбувається в такий спосіб - газоповітряна суміш уводиться в камеру згоряння й після просування між ножами злитка необхідної довжини підпалюється. При швидкому згорянні суміші (0,1 ÷ 0,2 с) тиск продуктів згоряння різко збільшується, клапан замикаючого пристрою відкривається, і гази через пропускний отвір попадають у розширювальний циліндр.
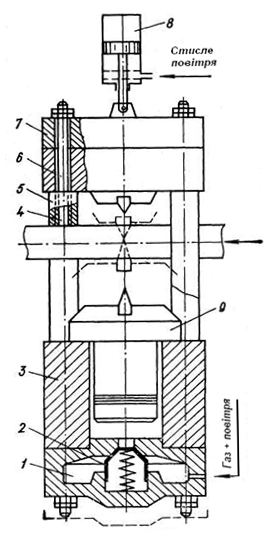
Рисунок 158 - Схема машини імпульсного різання
Плунжер з бойком і нижнім ножем переміщаються нагору, а машина (у результаті віддачі при вибуху суміші в камері згоряння) - униз. Разом з корпусом машини вниз (щодо злитка) опускається шабот 6 і верхній ніж.
Поршень стискає повітря в пневмоциліндрі, і обидва ножі заглиблюються в злиток, здійснюючи безвідхідне різання. Висота ножів підібрана так, щоб не сталося їхнього зіткнення.
Після різання продукти згоряння виходять через зазори між плунжером і розширювальним циліндром у навколишній простір. Кількість газів невелика, вони нетоксичні, тому вентиляція не потрібно.
Технічна характеристика машини імпульсного різання злитків:
| 1. Найбільший поперечний переріз злитка, мм | 170x170 |
| 2. Час різання, с | 0,01 |
| 3. Частота різання, хв-1 | 6 |
| 4. Рівень шуму, дБ | 80 |
| 5. Габаритні розміри, мм | 600x690x2650 |
| 6. Маса машини, т | 15 |
Механізми збирання заготівок
Системи збирання безперервнолитих заготівок на вертикальних МБЛЗ бувають двох видів: з вертикальними й похилими підйомниками.
Перша (рисунок 159) містить у собі підхоплення 3, кантувач 4, рольганг 5, нижній 6 і верхній 2 зштовхувачі, вертикальний підйомник 1.
Безперервнолита заготівка мірної довжини, відрізана машиною газового різання, приймається на нижні виступи корпуса підхоплення 3 і опускається в кантувач 4. Нижні виступи корпуса підхоплення проходять між аналогічними виступами кантувача, а заготівка залишається в останньому.
Кантувач, повертаючись навколо цапф, укладає заготівлю на рольганг 5, і далі вона транспортується до контакту з останнім роликом, після чого автоматично спрацьовує система управління роботою нижнього зштовхувача 6. Кантувач повертається, підхоплення вертається у вихідне положення, і включається нижній зштовхувач 6 (якщо платформа вертикального підйомника 1 перебувають у крайнім нижнім положенні). Потім платформа піднімається в крайнє верхнє положення, і заготівки верхнім зштовхувачем 2 зрушуються на стелажі, з яких убираються мостовим краном, або на рольганг, що відводить.
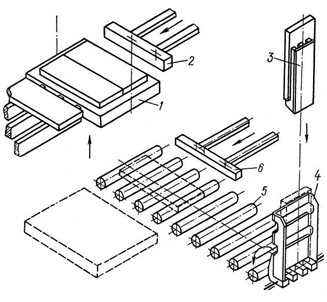
Рисунок 159 - Схема системи механізації збирання заготівок із вертикальним підйомником
Привіди механізму підйому підхоплення (рисунок 160, а) і повороту кантувача (див. рис. 160, б) виконані гідравлічними, а як гнучкий орган використані ланцюги.
Підхоплення з'єднане з гідроциліндром канатом (ланцюгом), що обгинає блок. Кантувач складається з литий сталевої колиски, шарнірно прикріпленої до нерухомої рами, і механізму повороту з гідроциліндрами.
Канати, прикріплені до лабетів колиски, обгинають напрямні й рухливі блоки на штоках гідроциліндрів; другі кінці канатів закріплені на металоконструкції.
Система збирання заготівок із похилим підйомником (рисунок 161) складається з візка 8, нижнього кантувача 9 з гідроприводом 10, нерухомих криволінійних 6 і похилих 1 шляхів, верхнього кантувача 2 витягаючих роликів 3 з гідроприводом 4 притиски верхнього ролика, канатної лебідки 5 для підйому й опускання візка, противаги 7 для зрівноважування візка із заготівкою.
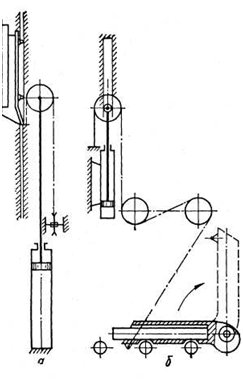
Рисунок 160 - Схема приводів підйому підхоплення (а) і повороту кантувача (б)
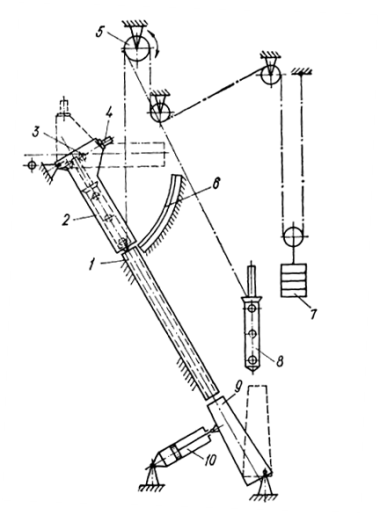
Рисунок 161 - Схема механізації прибирання безперервнолитих заготівок підйомником с похилими коліями
Безперервнолита заготівка мірної довжини надходить у корпус візка й опускається лебідкою в нижній кантувач, що займає вертикальне положення. Потім візок із заготівкою переводиться нижнім кантувачем у похиле положення, піднімається й уводиться у верхній кантувач. Після повороту останнього в горизонтальне положення заготівка затискується між витягаючими роликами й з їхньою допомогою надходить на рольганг, що відводить (рисунок 162).
Система прибирання заготівок використається також для подачі запалу в тягнучу кліть. На криволінійних МБЛЗ безперервнолиті заготівки прибирають простіше, тому що злиток після тягнучих роликових проводок переводиться в горизонтальне положення й транспортується рольгангом, що відводить.

Рисунок 162 - Ділянка рольганга, що відводить, МБЛЗ після ножиців
1.49.6 Технологія розливання і якість злитка
У зв'язку з додатковим охолодженням у проміжному ковші температура металу, що розливається на МБЛЗ, повинна бути на 20 - 40 °С вище температури металу при сифонному розливанні в виливниці.
Після закінчення розливання попередньої плавки (або серії плавок при розливанні методом «плавка на плавку») МБЛЗ готують до наступного розливання. У цю підготовку входять такі операції: виведення з машини кінця злитка, що відливався; перевірка стінок кристалізатору і його положення щодо осі МБЛЗ; перевірка форсунок вторинного охолодження й відстані між роликами й брусами зони вторинного охолодження й тягнучих пристроїв, огляд іншого обладнання; введення запалу в кристалізатор і закладення зазору між головкою запалу й кристалізатором (азбестом, глиною).
Перед початком розливання встановлюють нагрітий проміжний ківш (рисунок 163) у задане положення над кристалізатором, здійснюють подачу води на кристалізатор і вторинне охолодження.
Проміжний ківш наповнюють металом на висоту 0,4 - 0,6 м і потім, відкриваючи стопор, починають подавати метал у кристалізатор.
Тривалість заповнення кристалізатора до початку витягування злитка повинна забезпечити утворення досить товстої кірки затверділого металу і її міцне зчеплення із запалом; для злитків середнього й великого перетинів цей час складає 0,5 - 2,0 хв.
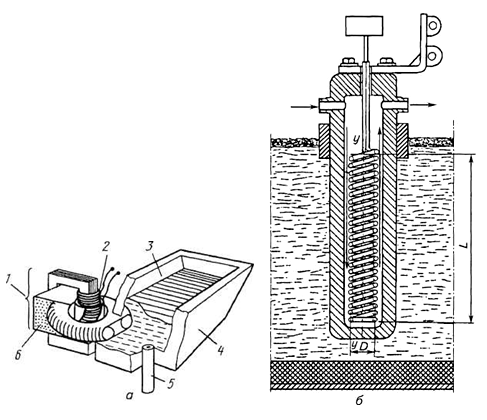
а - з індуктором:
1 - індуктор; 2 - обмотка; 3 - рідка сталь; 4 - проміжний ківш; 5 - стакан; 6 - футерівка;
б - керамічний пристрій з індукційними котушками, що занурює в метал у ковші.
Рисунок 163 - Проміжний ківш із системою підігріву
Після закінчення заданого часу при неповністю заповненому кристалізаторі, включають механізм витягування злитка; одночасно автоматично включається механізм хитання кристалізатору. Протягом 1 - 2 хвилин швидкість витягування злитка підвищують до заданого значення; надалі її намагаються підтримувати постійною щоб уникнути утворення дефектів у злитку. Швидкість розливання підбирають дослідним шляхом, з огляду на, що при її збільшенні зростає продуктивність установки, але зменшується товщина кірки злитка на виході із кристалізатору й можливий її прорив з аварійною зупинкою розливання; збільшується також осьова пористість і ураженість злитка тріщинами. Швидкість розливання залежить від перетину злитка, марки сталі, що розливається, стану обладнання МБЛЗ. Швидкість зазвичай знижується при збільшенні перетину злитка й ступеня легованості сталі.
Для злитків товщиною більше 150 мм швидкість розливання перебуває в межах 0,4 - 2,0 м/хв, для більше мілких злитків досягає 4 - 8 м/хв.
Метал у кристалізатор подають або відкритим струменем, або «під рівень» за допомогою подовжених складених стаканів, кінець яких занурений у метал на глибину 50 -100 мм (рисунок 164).
Подачу «під рівень» здійснюють вертикальними (див. рис. 164, б), або горизонтальними або похилими струменями (див. рис. 164, в). Розливання під рівень запобігає окислюванню й розбризкуванню струменя металу й зменшують його охолодження, знижує ураженість злитка поверхневими поздовжніми тріщинами.
Подачу вертикальними струменями застосовують при виливку злитків, близьких по перетині до кола або квадрата; подачу через стакани, що занурюються, з бічними отворами - для плоских злитків.
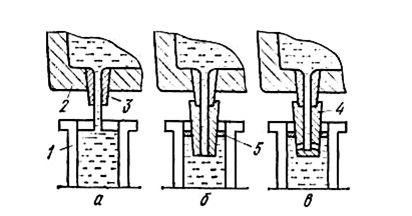
а - відкритим струменем; б - «під рівень» вертикальним струменем;
в - «під рівень» горизонтальними (похилими) струменями;
1 - кристалізатор; 2 - проміжний ківш; 3 - стакан;
4 - складена стакан для подачі металу «під рівень»;
5 - захисний шар шлаків
Рисунок 164 - Способи подачі металу в кристалізатор
При розливанні без подачі в кристалізатор шлакових сумішей на його стінки подають змащення, що зменшує тертя злитка об стінки, сприяючи запобіганню зависання й розривів кірки злитка. Як змащення часто використовують парафін і рапсове масло, витрату парафіну складає 0,2 - 0,7 кг/т сталі. При згорянні змащення створюється відбудовна атмосфера, що зменшує окислювання поверхні металу; для захисту від окислювання в кристалізаторі й навколо струменя створюють захисну атмосферу шляхом подачі аргону, азоту, природного газу, пропану.
Гарних результатів досягають при захисту струменя аргоном (рисунок 165).
Важливо так організувати цей захист, щоб отримати бажаний результат при мінімальній витраті аргону й забезпечити при цьому рівну (без коливань і сплесків) поверхню металу в кристалізаторі.
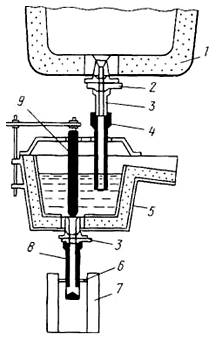
1 - сталеливарний ківш; 2 - шиберний затвор; 3 - сполучна стакан;
4 - подовжена стакан; 5 - проміжний ківш; 6 - захисні суміші;
7 - Кристалізатор; 8 - заглибна стакан; 9 - стопор.
Рисунок 165 - Система подачі металу в кристалізатор із захистом від впливу атмосфери на струмінь металу
На рисунку 166 показані варіанти підведення аргону, у тому числі й такі, які допомагають запобігти затягуванню каналу оксидами алюмінію й поліпшують умови випливання неметалічних включень у кристалізаторі.
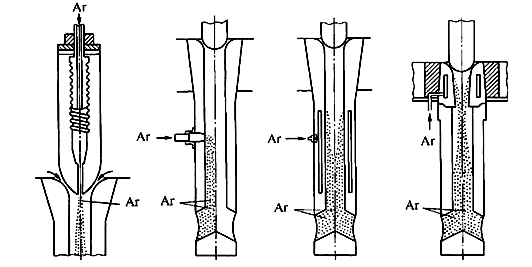
Рисунок 166 - Способи подачі аргону в заглибну стакана
Крім того, продувка металу аргоном додатково рафінує розплав. При виробництві заготівок великого перетину для підвищення якості заготівок (зниження ліквації й пористості в осьовій зоні) може бути використаний і такий прийом, як продувка металу аргоном безпосередньо в кристалізаторі.
При розливанні через стакани, що занурюються, поверхня металу в кристалізаторі захищають від охолодження, окислювання й можливого утворення заворотів окисленої кірки шлаковими покриттями. У кристалізатор вводять шлакові суміші, які, стикаючись із рідким металом, розплавляються, утворюючи шар рідких шлаків. Склад сумішей відрізняється розмаїтістю. У них можуть входити Ca, Si2, A12O3, Na2O, K2O, Ca2, Mg, кріоліт*, слюда **, цемент, іноді 20 - 30 % порошкоподібного графіту.
Суміші повинні бути легкоплавкими з температурою плавлення 1050 - 1300°С. Іноді застосовують екзотермічні суміші, при згорянні яких формується рідкі шлаки. При розливанні з шлаковим покриттям змащення в кристалізатор не подають; роль змащення виконує тонкий шар шлаків, що налипає на стінки кристалізатору.
Для запобігання зависання й розривів кірки злитка внаслідок її тертя об стінки кристалізатора останньому, як уже вказувалося, повідомляють поверненно-поступальний рух.
При спільному русі вниз тертя відсутнє й кірка зміцняється, при підйомі кристалізатору стають доступними для змащення ті ділянки стінок, які потім виявляються залитими рідким металом.
При подачі металу в кристалізатор не можна допускати перерв струменя й різкої зміни кількості подаваного металу. Перерва струменя веде до утворення спаїв (поясів) на злитку. Зміна витрати металу викликає коливання рівня металу в кристалізаторі й поява утисків на поверхні злитка.
Важливим фактором у технології розливання є режим вторинного охолодження. Інтенсивність вторинного охолодження залежить від властивостей сталі, що розливається (схильності до утворення тріщин) і від швидкості розливання, при рості якої інтенсивність подачі води збільшують. При надмірній інтенсивності вторинного охолодження з-за переохолодження поверхні злитка й виникаючих при цьому термічних напруг у злитку виникають внутрішні й сітчасті поверхневі тріщини. При занадто малій інтенсивності охолодження недостатньо міцна гаряча кірка злитка може деформуватися («роздуття» злитка). Загальна витрата води на вторинне охолодження при розливанні спокійної сталі складає 0,4 - 1,4 л на 1 кг сталі (для киплячої 0,7 - 1,2 л/кг).
1.49.7 МБЛЗ для отримання тонкої смуги й стрічки
Роликові розливочні машини
Роликові МБЛЗ для отримання тонкої смуги побудовані й уведені в експлуатацію в Японії, Австралії, Італії й Франції (рисунок 167).
У процесі розливання сталі на розглянутої двороликової МБЛЗ із водоохолоджуємими зсередини роликами діаметром 400 мм і шириною 300 мм зі швидкістю 17 - 40 м/хв отримують стрічку товщиною 0,8 - 2,3 мм із корозійонностійкої хромонікелевої сталі. Застосування роликів зі сплавів на основі міді, у порівнянні зі сталевими роликами дозволяє після 5 хвилин розливання стабілізують товщину стрічки. Шляхом подальшої холодної прокатки з обтисненням до 60 % і відпалом удалося отримати стрічку товщиною 0,3 - 0,6 мм.
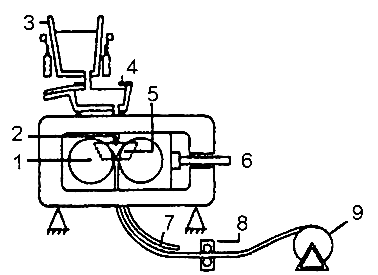
1 - ролики - кристалізатори; 2 - заглибна стакан; 3 - розливочний ківш;
4 - проміжний ківш; 5 - бічні ущільнювачі; 6 - натискний пристрій;
7 - напрямні смуги; 8 - тягнучі ролики; 9 - моталка
Рисунок 167 - Схема двороликової МБЛЗ для отримання тонкого листа
МБЛЗ конвеєрного типу
Однієї з установок конвеєрного типу (установка інженера М.Ф. Голдобина) наведена на рисунку 168.
На установках стрічкового типу метал з ковша через металоприймач безупинно надходить у простір між нескінченною стрічкою й колесом. Внутрішня поверхня стрічки й зовнішній обід колеса являють собою кристалізатор, у якому сталь, що заливає безупинно, повинна встигнути закристалізуватися. Установки такого типу використовують для отримання профілів невеликого перетину (наприклад, дроту або тонкої стрічки).
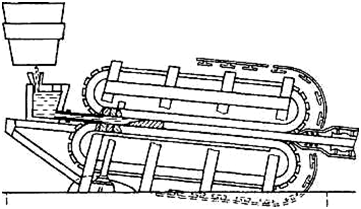
Рисунок 168 - Схема розливочної машини інженера М. Ф. Голдобина
Стрічкові розливочні машини
На рисунку 169 показана схема установки для безпосереднього отримання тонких слябів товщиною від 20 до 80 мм, шириною 600 мм із вуглецевих і корозійностійких сталей у сталеливарному цеху одного із заводів Японії.
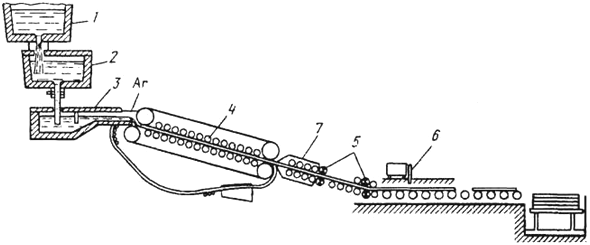
1 - сталеливарний ківш; 2 - проміжний ківш; 3 - металоприймач;
4 - напрямні ролики; 5 - тягнучі ролики; 6 - кисневе різання;
7 - зона вторинного охолодження.
Рисунок 169 - МБЛЗ стрічкового типу системи Hazelett (завод Kashima, Японія)
Метал з 250-т ковша переливають в 50-т ківш, з якого послідовно заглибленим струменем він попадає у великий (8 т) і малий (2 т) проміжні ковші, потім надходить на двострумкову МБЛЗ (струмінь металу захищають від окислювання аргоном).
Метал твердішає у зазорі між двома нескінченними водоохолоджуємими стрічками. Швидкість виходу одержуваного листа складає 4 - 6 м/хв (максимальна - 15 м/хв).
По імені розроблювача Р. В. Хазелетта схема відома як Hazelett - схема (або Hazelett/Krupp). Установка діє з 1983 р. Перший досвід експлуатації установок такого типу показав, що для їхньої успішної роботи необхідно мати метал стандартно високої якості, високий рівень організації контролю й автоматизації.
У цей час уже є досвід фірм U.S. Steel і Bethlehem Steel (США) по розливанню сталі на смуги товщиною 12 - 24 мм і шириною 300 мм зі швидкістю 20 - 26 т/год.
1.49.8 Об’єднання безперервного розливання із прокаткою
Сполучення безперервного розливання з обробкою тиском забезпечує економію електроенергії, необхідної для підігріву заготівок перед прокаткою, і підвищення продуктивності завдяки зниженню втрат.
При сполученні безперервного розливання із прокаткою досягаються:
- підвищення продуктивності, економія виробничих площ і витрат на транспортування заготівок із розливочного відділення в прокатний цех;
- зниження витрати палива й енергії внаслідок виключення (або зменшення) енергетичних витрат на нагріву заготівки перед прокаткою;
- поліпшення якості сталі навіть при невеликому обтисненні безперервного злитка.
Продуктивність сучасних прокатних станів істотно вище пропускної здатності установок безперервного розливання, тому головною проблемою, що виникає при сполученні безперервного розливання із прокаткою, є вишукування такої системи охолодження й такої конструкції кристалізатора, які забезпечують вихід безперервного злитка зі швидкістю, достатньої для нормального завантаження сучасного безперервного прокатного стана.
Максимальна швидкість безперервного розливання (і відповідно швидкість ковзання скоринки злитка по стінках мідного кристалізатора), досягнута на сучасних установках, складає 4 -5 м/хв, що набагато нижче швидкості руху заготівки в прокатному стані.
Розробка сполученого процесу безперервне розливання - прокатка ведеться у двох напрямках:
- Установка системи прокатних валків безпосередньо на шляху руху заготівок (рисунок 170).
- Різання заготівок на мірні довжини, пропуск гарячих заготівок через додатковий нагрівальний пристрій (полум'яне або індукційне нагріву) і подальший рух безпосередньо в прокатний стан.
Великі комплекси такого типу діють на ряді заводів миру; їхня продуктивність коливається від сотень тисяч до 2 млн. тонн заготівок у рік.
Передача безперервнолитих заготівок на прокатний стан без проміжного нагріву отримала назву «пряма прокатка». Для забезпечення надійної роботи комплексу безперервне розливання - прокатка необхідно забезпечити отримання бездефектних заготівок, що дозволяє виключити операції їхнього охолодження, огляду, зачищення й нагріву перед прокаткою. Для цього потрібні метал високої якості з мінімальним змістом шкідливих домішок і включень, що пройшов комплексну позапічну обробку, а також високий рівень організації контролю за ходом процесу розливання й прокатки.
При організації прокатки безперервнолитих заготівок на таких комплексах доводиться враховувати, що на відміну від звичайних умов у цьому випадку температура внутрішньої частини заготівки вище, ніж зовнішньої. Вона настільки висока, що опір деформації внутрішніх частин помітно нижче, ніж зовнішніх. Це розходження особливо помітно у випадку обтиснення заготівки із ще рідкою серцевиною.
З одного боку, це дозволяє зменшити потужність обтискних клітей при зменшенні числа проходів, з іншого боку - ставить ряд таких проблем забезпечення якості прокату, багато з яких перебувають ще в стадії вирішення.
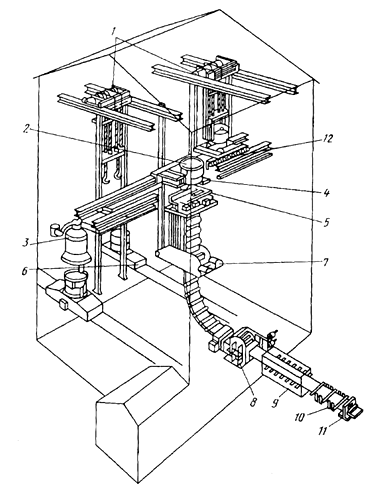
1 - підйомник сталеливарного ковша; 2 - сталеливарний ківш;
3 - одна із двох установок вакуумування; 4 - проміжний ківш на візку;
5 - кристалізатор; 6 - візок для транспортування сталеливарного ковша;
7 - тягнучі валки; 8 - правильна машина; 9 - підігрівальна піч;
10 - обтискний стан; 11 - газорізка; 12 - розливочний візок.
Рисунок 170 - Схема МБЛЗ, сполученої із прокаткою
Однієї з них є, наприклад, проблема компенсації зниження температури поверхні (внаслідок інтенсивного її охолодження) кутових частин заготівки й запобігання внаслідок виникаючих напруг утворення тріщин, у тому числі кутових, поздовжніх, поперечних і т.п.
Накопичений досвід свідчить про те, що для забезпечення гарантованої високої якості заготівки необхідне проведення таких заходів:
- удосконалювання технології виплавки сталі й запобігання влучення кінцевих шлаків у ківш при випуску;
- вакуумна обробка сталі;
- продувка металу в ковші аргоном;
- захист струменя металу між сталеливарним і проміжним ковшами від взаємодії з повітрям;
- збільшення глибини проміжного ковша для поліпшення умов спливання включень;
- застосування заглибного стакану, що забезпечує вимивання включень із внутрішньої поверхні скоринки, що кристалізується;
- забезпечення рівномірної подачі флюсу в кристалізатор;
- продувка аргоном у стакані проміжного ковша;
- контроль, автоматика й обладнання, що забезпечують постійний рівень (± 3 мм) металу в кристалізаторі;
- забезпечення строгої співвісності (у межах <0,5 мм) кристалізатора й верхньої секції направляючих роликів;
- висока частота хитань кристалізатору;
- забезпечення рівномірного охолодження по ширині й довжині заготівки;
- застосування електромагнітного перемішування рідкої серцевини заготівки;
- пропуск відлитих заготівок (наприклад, слябів) по рольгангу через теплообмінник, що забезпечує стандартні умови охолодження заготівки на шляху до прокатного стана (одночасно утилізується тепло, що втрачається використовують для отримання низькотемпературної пари).
Перерахування цих заходів показує, що робота методом прямої прокатки можлива лише при комплексному використанні методів позапічної обробки металу, удосконаленні обладнання для безперервного розливання, контролі процесу розливання й автоматизації управління всіма операціями.
Роторні розливочні машини
Роторні колісні установки безперервного розливання широко використовуються при сполученому розливанні й прокатці мідної або алюмінієвої катанки, які можна використати для безперервного розливання й прямої прокатки сталі.
Агрегат (рисунок 171) включає обертове стрічкове колесо діаметром 3 м з виїмкою трапецеїдального перетину на обіді й притискає до обіду на ділянці близько 90° нескінченну сталеву стрічку, які утворять у такий спосіб кристалізатор довжиною 1,8 м.
Завдяки більшій (в 2,5 рази), чим зазвичай, довжині кристалізатору й відносної нерухомості заготівки й кристалізатору продуктивність такої установки істотно вище продуктивності установок традиційного типу.
На виході з колеса заготівлю розгинають по плавній траєкторії за допомогою водоохолоджуємого клина й ряду роликів. Потім заготівка проходить через правильний пристрій, зону форсункового охолодження, пристрій для вирівнювання температури по перетині й надходить в обтискну кліть, що формує із трапецеїдальної (площа поперечного переріза 18 500 мм2) квадратну (перетином 120 x 120 мм) заготівлю.
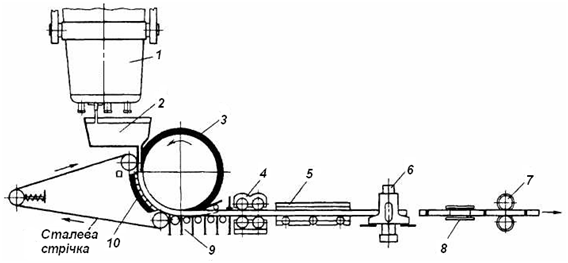
1 - сталеливарний ківш; 2 - проміжний ківш; 3 - ливарне колесо;
4 - тягнучі ролики; 5 - зона вирівнювання температури; 6 - ножиці;
7 - горизонтальна кліть; 8 - вертикальна кліть; 9 - напрямні ролики;
10 - охолодження стрічки.
Рисунок 171 – Колесо-стрічкова МБЛЗ, сполучена із прокатним станом конструкції Hitachi (Японія)
Великий час контакту заготівки із кристалізатором дозволяє підвищити швидкість розливання в порівнянні з вертикальними установками.
Наприклад, при площі поперечного переріза заготівки близько 200 мм швидкість розливання складає 4-6 м/хв., що відповідає швидкості прокатки. Тому є можливість вести прокатку в лінії розливання. Продуктивність роторних установок складає від 400 до 1200 т у добу.
Економічність роботи установки забезпечується високою її продуктивністю, стовідсотковою економією витрат на енергію й вогнетриви для нагріву заготівок, підвищенням наскрізного виходу придатного до 99%.
1.50 Розливочні (ливарні) крани
Для транспортування сталерозливочних ковшів, встановлення їх на стенди МБЛЗ або втримання ковшів під час лиття сталі в виливниці використовують ливарні крани.
Від мостових кранів загального призначення розливочні крани відрізняються більш складною конструкцією механізму головного підйому; наявністю двох візків, що переміщаються по мосту на різних рівнях; важким режимом роботи, підвищеними вимогами експлуатації й надійності, безвідмовності й безпеці. До особливостей розливочних кранів відносяться: малі швидкості руху, особливо головного підйому (1,7 - 2,0 м/хв); плавність підйому вантажів і робота механізмів з малими прискореннями й з.
Основний параметр розливочного крана - вантажопідйомність, що для головного візка приймається від 750 до 6300 кН (75 - 630 Т) залежно від місткості сталеливарного ковша.
Застосовуються розливочні крани наступної вантажопідйомності, кН: 260 - 750/150; 3500 - 750/150; 4500 - 1000/200; 6300 - 900/160. Перше число означає вантажопідйомність головного візка, друге й третє числа – вантажопідйомність великого й малого підйомів допоміжного візка.
На рисунку 172 показаний розливочний кран вантажопідйомністю 4500 -1000/200 кН, що складається з моста, чотири механізмів переміщення моста, головного візка й допоміжного візка.
Міст зварної конструкції складається із чотири головних поздовжніх балок 26 коробчастого перетину, з'єднаних попарно поперечними кінцевими балками 1. Кожна пара головних балок, що утворять жорстку конструкцію, з'єднана між собою шарнірно. Міст крана опирається на шістнадцять безребордних коліс, об'єднаних попарно балансирами 15. Балансири закріплені на кінцевих балках по осі головних поздовжніх балок. Для запобігання сходу крана з рейок передбачені упорні котки 18, розташовані по обидва боки моста. На верхніх поясах поздовжніх балок покладені рейки 14, по яких переміщається головний візок крана. Знизу на одній поздовжній балці змонтована шахта 25 з кабіною 24.
Кожний механізм переміщення моста складається з електродвигуна 21, гальма й двох редукторів - вертикального 20 і горизонтального 17, з'єднаних між собою проміжним валом 19. Вихідний вал горизонтального редуктора через муфту з'єднаний із крайнім ходовим колесом 16. Між електродвигунами механізмів переміщення моста існує електричний зв'язок і вони працюють синхронно.
Головний візок служить для підйому й поперечного переміщення сталеливарного ковша. Візок складається із платформи 9 і двох опорних візків 10. Кожний опорний візок установлений на вісім коліс, об'єднаних попарно балансирами 2, і оснащена приводом переміщення 3. На платформі візка розташований механізм головного підйому вантажопідйомністю 4500 кН, що складається із двох електродвигунів 8, редукторів 6, 7 і двох барабанів 5.
До барабанів за допомогою двох здвоєних поліспастів на 48 галузях каната підвішена тверда зварена траверса 23 із двома шарнірно закріпленими пластинчастими гаками 22 для захвата цапф сталеливарного ковша. Для компенсації нерівномірного витягування галузей канатів поліспаста кінці їх прикріплені до траверси важільного зрівняльного пристрою 4.
Допоміжний візок 13 обладнаний двома механізмами підйому - більшим 11 вантажопідйомністю 1000 кН і малим 12 вантажопідйомністю 200 кН, а також механізмом пересування візка. Механізм великого підйому призначений для кантування сталерозливочних ковшів, механізм малого підйому служить для допоміжних і ремонтних робіт у ливарному прольоті.
Переміщається допоміжний візок під платформою головного візка по рейках, укріпленим на нижніх поясах внутрішніх поздовжніх балок.
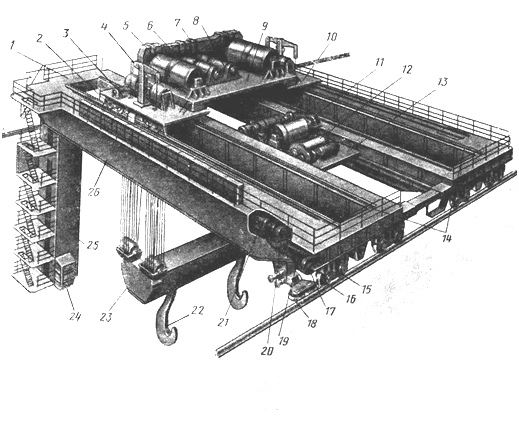
Рисунок 172 - Розливочний кран вантажопідйомністю 4500 - 1000/200 кН
На рисунку 173 наведене схематичне зображення розливочного крана.
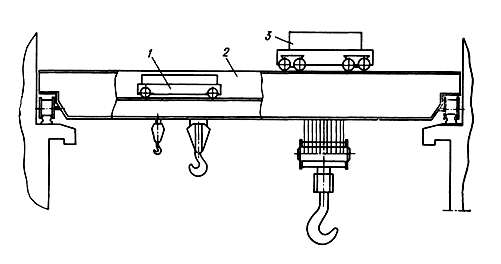
1 - допоміжний візок; 2 - міст; 3 - головний візок
Рисунок 173 - Схема розливочного крана
Характеристика кранів наведена в таблиці 1.8.
Таблиця 1.8 - Технічні характеристики головних візків ливарних кранів
| Параметри ливарних кранів | Вантажопідйомність крана, кН | ||
|---|---|---|---|
| 3500 + 750/150 | 4500 + 1000/200 | 6300 + 900/160 | |
| Механізм підйому: | |||
| швидкість підйому, м/хв | 2 | 2,1 | 1,7 |
| висота підйому, м | 16 | 18 | 18 |
| потужність електродвигуна, квт | 78 | 106 | 150 |
| частота обертання, об/хв | 490 | 425 | 425 |
| передаточні числа: | |||
| - редуктора | 26,04 | 29,6 | 32,05 |
| - зубчастої пари | 4,55 | 3,9 | 3,9 |
| діаметр барабана, м | 1,89 | 2,0 | 2,0 |
| кратність поліспаста | 12 | 12 | 12 |
| Механізм пересування: | |||
| швидкість пересування, м/хв | 27,6 | 20 | 20 |
| потужність електродвигуна, кВт | 15 | 33 | 33 |
| частота обертання, об/хв | 550 | 630 | 630 |
| передаточне число редуктора | 47,9 | 78,8 | 117 |
| діаметр ходових коліс, м | 0,7 | 0,8 | 1,0 |
По конструктивній ознаці розрізняють крани із чотири - і шестибалочними мостами (рисунок 174).
Для переміщення головного візка по мосту рейки можуть бути покладені в одну або дві нитки. Балки моста мають коробчастий перетин.
Головні й кінцеві балки зазвичай з'єднуються накладками зі сталевих аркушів.
Мости розливочних кранів вантажопідйомністю 3500 ÷ 4500 кн опираються на 16 ходових коліс. Головні балки шарнірно з'єднуються з балансирною рамою, а остання (теж шарнірно) - з балансирами двох ходових візків. Привідними виконуються чотири колеса, зазвичай крайні в кожному балансирному візку.
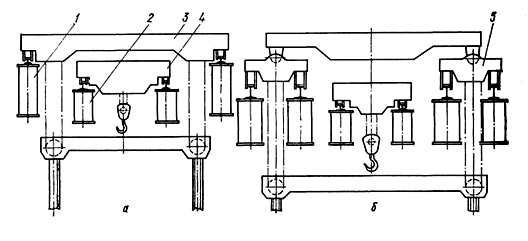
а – чотирибалочні
1- головні балки; 2 - допоміжні балки; 3 - головний візок; 4 - допоміжний візок;
б - шестибалочні
1 - головні балки; 2 - допоміжні балки; 3 - платформа; 4 - допоміжний візок; 5 - опорні візки
Рисунок 174 - Схеми мостів розливочних кранів
Всі механізми працюють паралельно й синхронно. У випадку аварії якого-небудь механізму під час розливання сталі можна закінчити роботу справними механізмами, що залишилися. На рисунку 175 наведена кінематична схема одного з механізмів.
Кожний привід механізму пересування (див. рис. 175, а) складається з електродвигуна 6, гальма й триступінчастого редуктора 5, з'єднаного з ходовим колесом.
Ходові колеса 3 крани розміщені в непривідних 1 і привідних 4 балансирних візках, шарнірно з'єднаних з головними балансирами 2 (див. рис. 175,6). Останні у свою чергу шарнірами пов'язані з мостом. Балансирні візки забезпечують рівномірний розподіл зусиль на ходові колеса. Колеса встановлені у викотних буксах, прикріплених болтами до рами візків.
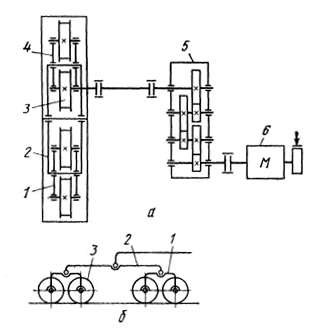
а – кінематична схема;
б – схема балансирних візків
Рисунок 175 - Схеми механізму пересування моста розливочного крана
У кожному балансирному візку 2 (рисунок 176) передбачено по два ходових колеса 3. Букси 4 ходових коліс окремі й кріпляться до рами балансирних візків болтами.
Рисунок 176 - Балансир розливочного крана
Балансирні візки з головним балансиром 1 зв'язані осями 5. Головні балансири з мостом крана з'єднані осями 6, закріпленими двома вісітримача 7.
Ходове колесо крана складається із центра й насадженого на нього в гарячому стані бандажа. Центр виготовляють як правило зі сталі 45, а бандаж зі сталі 50М2.
Ходове колесо закріплене на валу за допомогою шпонкового з'єднання й опирається на два дворядних сферичних роликопідшипники. Максимальний тиск на колесо - 735 кН.
Конструкція ходової частини крана з балансирними візками забезпечує рівномірність тиску ходових коліс на підкранові рейки. Ходові колеса встановлені у викотних буксах, прикріплених болтами до рами балансирного візка.
На рамі головного візка кранів із чотирибалковим мостом установлені механізми підйому вантажу й пересування візка.
Найбільш тривалий строк, служби (приблизно 5 років) мають колеса, виготовлені методом штампування на пресах з додатковою прокаткою на колесопрокатному стані.
Головний візок розливочного крана служить для підйому й поперечного переміщення сталерозливочних ковшів. Конструкція візка задовольняє високим вимогам надійності роботи й простоти пристрою, забезпечує вільний доступ до будь-якого вузла механізму, що досить важливо при оглядах і ремонтах.
Рама головного візка (див. рис. 172) звареної конструкції виготовлена з балок коробчастого перетину й установлена на чотири балансирні візки. З восьми коліс візка два колеса привідні.
Кінематична схема механізмів головного візка крана показана на рисунку 177.
На головному візку 2 установлені механізми підйому й пересування візка. Механізм пересування складається із центральнорозташованого електродвигуна 3, короткоходового гальма 4, двох вертикальних триступінчастих циліндричних редукторів 5 і восьми ходових коліс 7 у балансирних візках 1. Два привідних колеса з'єднані з редукторами зубчастими муфтами 6.
Рисунок 177 - Кінематичні схеми механізмів головного візка розливочного крана
Механізм підйому (рисунок 178, а) складається із двох електродвигунів 1 і двох горизонтальних кранових редукторів 2.
На тихохідних валах змонтовані храпові механізми 3, з'єднані із привідними шестірнями 4, які повідомляють обертання барабанам 6. Вінці 5 барабанів кінематичне зв'язані, завдяки чому збільшується надійність механізму підйому. Кожний привід оснащений двома гальмами 7.
У механізмі підйому застосовані два здвоєних поліспасти (див. рис. 178, б), що складаються з балансирів 12, рухливих 11 і нерухомих 8 блоків.
Рисунок 178 - Схеми механізму підйому розливочного крана
Вантажозахватним пристроєм служить траверса 10 (вона з'єднує обидва здвоєних поліспастів) із закріпленими пластинчастими гаками 9 для захвата цапф сталеливарного ковша.
На рисунку 179 як порівняння наведене загальний вид механізму головного підйому розливочного крана вантажопідйомністю 4500 + 900/160 кН.
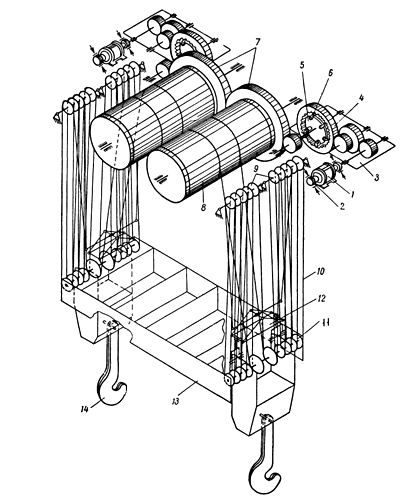
1 - електродвигун; 2 - короткоходові гальма; 3 - двоступінчастий редуктор;
4 - зубчасте колесо другого щабля; 5 - диск; 6 - собачки; 7 - зубчасті вінці;
8 - барабани; 9 - нерухомий верхній блок; 10 - канат (48 галузей);
11 - рухливий нижній блок; 12 - важільний зрівняльний пристрій;
13 - тверда зварена траверса; 14 - пластинчастий гак.
Рисунок 179 - Механізм головного підйому розливочного крана вантажопідйомністю 4500 + 900/160 кН
Храпові механізми (рисунок 180) уведені до складу привода як запобіжний пристрій від значних перевантажень із - за несинхронного включення або виходу з ладу одного із двигунів.
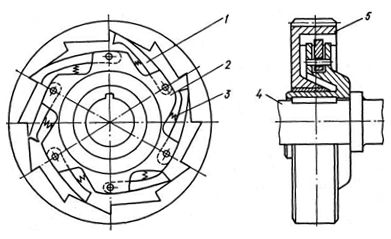
Рисунок 180 - Схема храпового механізму розливочного крана
Храповики забезпечують роздільну роботу привода при підйомі вантажу. На тихохідному валу 4 редуктори жорстко закріплений обойма 2 із собачками 1, які входять у зачеплення із зубами храпового зубчастого колеса 5. Собачки притискаються до зубів пружинами 3. Передача обертання обоймі й тихохідному валу можлива тільки при обертанні храпового колеса по годинній стрілці. У зачепленні перебуває одна собачка. Інші зміщені стосовно сусідніх, щоб знизити ударні навантаження при упорі в зуби після проковзування.
Кожний двигун механізму розраховується на повну вантажопідйомність, а кожне гальмо - на втримання всього вантажу з коефіцієнтом запасу гальмування 1,25.
Розглянемо три випадки роботи храпового механізму:
- При нормальній роботі, коли обидва електродвигуни обертаються синхронно, храпові механізми замкнуті й передають однакові крутні моменти на обидва барабани. Навантаження на зубах вінців барабана практично відсутні.
- Синхронність обертання електродвигунів з якої-небудь причини порушилася й швидкість, наприклад, правого електродвигуна збільшилася. Тоді, внаслідок твердого кінематичного зв'язку барабанів швидкість лівого барабана й диска лівого храпового механізму також збільшиться, що приведе до розриву ланцюга лівого привода - собачки будуть прослизати по храпових зубах відстаючого колеса. Звільнений від навантаження лівий електродвигун збільшить швидкість, а правий, що прийняв на себе повне навантаження, зменшить її. Коли швидкості електродвигунів зрівняються, лівий храповий механізм знову замкне ланцюг привода й обидва механізми підйому будуть працювати паралельно з однаковим навантаженням.
- При виході з ладу одного з електродвигунів при підйомі навантаженого ковша храповий механізм цього привода розірве кінематичний ланцюг і від’єднає несправний електродвигун від механізму підйому. Другий електродвигун на зниженій швидкості обертає обидва барабани й продовжує розливання сталі. Для опускання ковша гальмо на валу непрацюючого двигуна повинен бути розкритий.
У багатьох випадках механізм підйому вантажу розливочних кранів обладнаний диференціальним редуктором (рисунок 181).
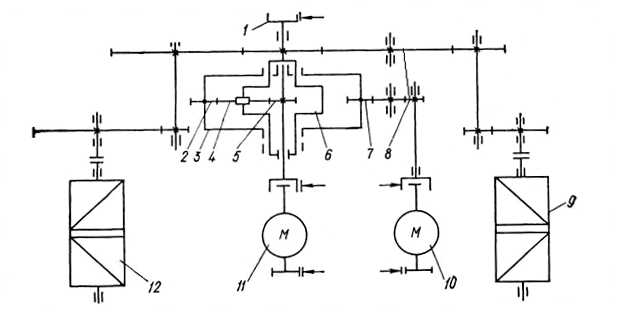
Рисунок 181 - Схема механізму підйому з диференціальним редуктором
Від двигунів 10, 11 обертання барабанам 9, 12 передається через ряд циліндричних шестірень 8, диференціальну передачу, до складу якої входить привідна шестірня 5, сателіт 4, водило 6 і сонячне колесо 3 із зовнішнім 7 і внутрішнім 2 зачепленням. Вантаж піднімається двома двигунами, але вони можуть включатися й незалежно друг від друга.
Двигуни механізму підйому вантажу з диференціальною передачею розраховуються на половину нормальної вантажопідйомності, тому що при роботі одного двигуна швидкість зменшується у два рази. У механізмах цього типу крім робочих гальм, установлених на валах двигунів, установлюється аварійне гальмо 1 на валу водила. Він включається при порушенні кінематичного ланцюга однієї сторони для втримання вантажу.
Допоміжний візок розливочного крана 4500 – 1000/200 кН (див. рис. 172) обладнана двома механізмами підйому - більшим і малим і механізмом пересування візка. Механізм великого підйому (1000 кН) призначений для підйому шлакових і кантування сталерозливочних ковшів; механізм малої вантажопідйомності (200 кН) служить для допоміжних і ремонтних робіт у розливочному прольоті.
Допоміжний візок розливочного крана по конструктивному виконанню не відрізняється від візків мостових кранів загального призначення й оснащена одним або двома механізмами підйому вантажу.
Технічна характеристика розливочного крана 4500-1000/200 кН:
| 1. Вантажопідйомність механізмів підйому, кН: - головного - великого допоміжного - малого допоміжного | 4500 1000 00 |
| 2. Швидкість підйому, м/хв: - головного - допоміжного | 3,1 12 |
| 3. Швидкості пересування, м/хв: - крана - головного візка - допоміжного візка | 67,5 17,5 28,6 |
| 4. Механізм головного підйому: - висота підйому, м - діаметр барабана, мм - діаметр каната, мм - число галузей поліспастів | 28 2500 42 48 |
| 5. Потужність електродвигуна, кВт | 2х140 |
| 6. Механізм пересування головного візка: - число ходових коліс, шт. - потужність електродвигуна, кВт | 8 50 |
| 7. Механізм пересування крана: - число ходових коліс, шт. | 16 |
| 8. Потужність електродвигуна, кВт | 4х35 |
| 9. Проліт крана, м | 24 |
| 10. Маса крана, т |
1.51 Сталевізний візок
Сталевізний візок призначений для перевезення рідкої сталі в ковші від печі до місця розливання. На рисунку 182 представлений загальний вид сталевізного візка. Рама 1 візка являє собою тверду зварену конструкцію. У середині рами виконані упори для установки ковша 5. Рама опирається на чотири напівскати 2 нормальні залізничні колії, з яких два крайніх - привідні.
Привід 4 складається з електродвигуна постійного струму, гальма й редуктора, з'єднаного з віссю напівската зубчастою парою. Рама привода одним кінцем гойдається на осі напівската, а іншим - підвішена до рами візка за допомогою пружинного амортизатора. На рамі візка встановлене автозчеплення 3 із пристроєм для розгальмовування гальм при русі на причепі за локомотивом. Живлення приводів струмом відбувається через струмознімний пристрій 6 від тролейних проводів, розташованих у траншеї під підлогою цеху.
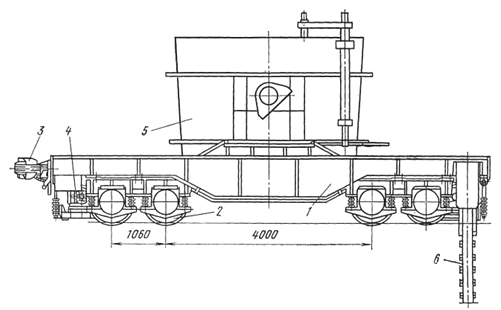
Рисунок 182 - Сталевізний візок
1.52 Типові шлаковози
На металургійних заводах отримали поширення типові шлаковози із чашами місткістю 16 м3 (рисунок 183).
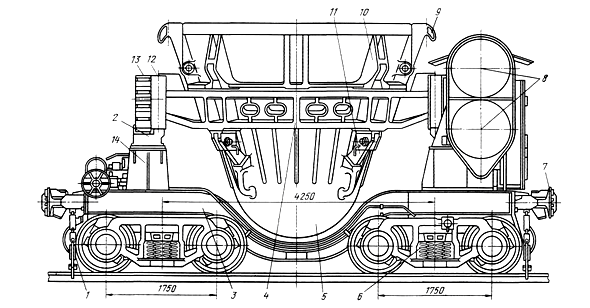
Рисунок 183 - Шлаковоз
Основними вузлами шлаковоза є чаша 5, опорне кільце 4, платформа 3 на двох візках залізничного типу й механізм перекидання чаші 8. Чаша ковша виконана у вигляді усіченого конуса зі сферичним днищем. Нахил стінок ковша повинен бути не менш 20° для того, щоб при перекиданні ковша на 120° забезпечити вільний вихід шлаків при його застиганні. Чашу ковша відливають із чавуну з товщиною стінок 60 - 100 мм.
Усередині чашу не футерують. Перед кожним наливом шлаків, внутрішню поверхню ковша очищають від застиглих шлаків і обприскують розчином вапна або глини щоб уникнути прилипання рідких шлаків.
Чаша шлаковоза працює в досить тяжких умовах: високий (до 1500 °С) і нерівномірний нагрів окремих частин чаші приводить до утворення тріщин і деформації стінок. Для збільшення терміну служби почали виготовляти чаші із хвилястими стінками й із зовнішніми ребрами в поздовжньому й поперечному напрямках. Чаші зі сталі більш стійкі, але вони також жолобляться й до них прилипають шлаки через недостатньо гладку внутрішню поверхню.
На зовнішній стороні чаші виконані два гаки 9 для підйому чаші краном, чотири лабети 10 для опори чаші на кільце й чотири замкових з'єднання 11, що втримують чашу від випадання з кільця при перекиданні. Від зсуву чаші по кільцю охороняють виступи кільця, які входять у відповідні западини опорних лабетів. Замкове з'єднання складається із клина, що одним кінцем утримується в припливі чаші, а іншим закріплений у вушках кільця за допомогою болта із чекою.
Опорне кільце являє собою масивний сталевий виливок з перетином у вигляді швелерної балки з ребрами. Кільце відлите разом із двома опорними котками 12 з ребордами й зубчастими секторами 13. Діаметри обіду опорного котка й початкової окружності зубчастого сектора однакові.
Рама шлаковоза складається із двох сталевих литих лафетів 14, які з'єднані поздовжніми литими балками 3 з поперечними зв'язками.
Балки опираються на два посилені візки 6 залізничного типу. Опорні котки кільця передають навантаження на напрямні лафетів. Паралельно напрямним укріплені зубчасті рейки 2, з якими зчіплюються зубчасті сектори 13 кільця.
Шлаковоз обладнаний автоматичною зчіпкою 7, буферами, пневматичними гальмами й часто рейковими захватами 1 для закріплення за рейки перед кантуванням чаші. Привід пневматичних гальм розташований на одному кінці рами шлаковоза, механізм перекидання чаші 8 - на іншому.
Механізм перекидання чаші наведений на рисунку 184.
Електродвигун 14 через редуктор 13 і відкриті зубчасті передачі 12 і 11 обертає ходові гвинти 10 у нерухомо встановлені на лафеті підшипниках. Гвинти переміщають траверсу 8 з гайками 9 і втулкою, куди входить цапфа 6 опорного кільця 15. При цьому кільце опорним котком 7 перекочується по напрямної 4 лафети, а зубчастий сектор 5 перебуває постійно в зачепленні з рейкою 3.
При поступальному русі цапфи кільця одночасно відбувається його обертання в результаті зачеплення зубчастого сектора з нерухомою рейкою. Ківш у крайніх положеннях зупиняється від кінцевого вимикача 1, що повертається від гвинта через кінематичний редуктор 2. Електродвигун механізму перекидання отримує живлення від мережі через штепсельну муфту в місцях вивантаження шлаків. Такий спосіб перекидання охороняє залізничні колії від влучення шлаків, тому що в перекинутому положенні нижня крайка чаші виходить за межі шляху.
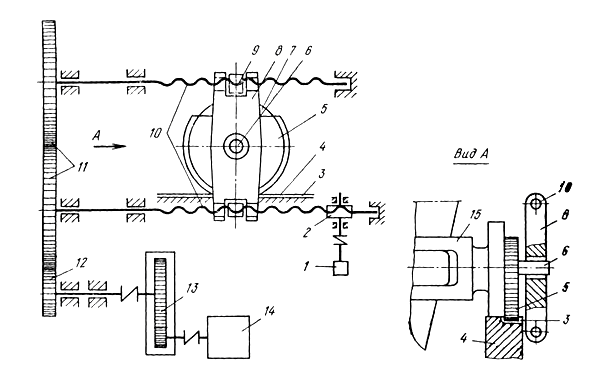
Рисунок 184 - Схема механізму перекидання чаші шлаковоза
Шлакові чаші (ковші) установлюють на спеціальні стенди (рисунок 185), що представляють собою сталеву плиту 1 зі стійками 2, на яких укріплене опорне півкільце 3.
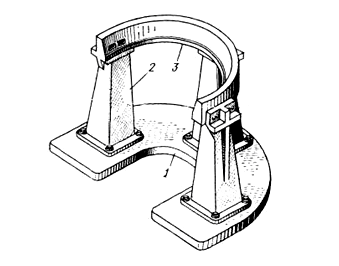
Рисунок 185 - Стенд для шлакової чаші
Такі стенди переносяться краном і розміщаються в прольотах електросталеплавильного цеху, у місцях, де зливають шлаки зі сталерозливочних ковшів.
1.53 Ливарне вирбоництво
Відео 6 — Виготовлення стрижнів для ливарних фор
Відео 7 — Сборка моделей в блоки
Відео 8 — Виготовлення форм
Відео 9 — Заливка форм
Відео 10 — Обрубка та чистка обливок
Відео 11 — Видалення моделей
Відео 12 — Лиття в оболонкові форми
Відео 13 — Відцентрове лиття
1.54 Література
1. Электрометаллургия стали и ферросплавов / Д.Я. Поволоцкий, В.Е. Рощин, М.А. Рысс и др. : под ред. Д.Я. Поволоцкого. М.: Металлургия, 1984.-568 с.
2. Егоров А.В. Электроплавильные печи черной металлургии. - М.: Металлургия, 1985.-280 с.
3. Электрические промышленные печи. Ч.2. Дуговые печи и установление специального нагрева . А.Д. Свечансий, І.Т. Жердев, А.М. Кручинин и др. ; под ред. А.Д. Свечанского.-М. : Энергия, 1981.-296 с.
4. Никольский Л.Е., Смоляренко В.Д., Кузнецов Л.Н. Тепловая работа дуговых сталеплавильных печей. - М. : Металлургия, 1981.-320 с.
5. Окороков Н.В. Дуговые сталеплавильные печи.-М. : Металлургия, 1971. -344 с.
6. Крамаров А.Д., Соколов А.Н. Электрометаллургия стали и ферросплавов М. : Металлургия, 1976.-376 с.
7. Роменец В.А., Леонтьев А.М. Дуговые сталеплавильные печи (Технико-эконо-мичний анализ ). - М. : Металлургия, 1971.-216 с.
8. Хвощинский А.В., Розенцвейг В.С. Оптимальная мощность трансформаторов дуговых сталеплавильных печей // Сталь.-1975.- № 5.-с. 422-426.
9. Работы Гипромеза по интенсификации электросталеплавильного производства / А.В. Хвощинський, В.С. Розенцвейг.- В зб. : Производство электростали №5/ МЧМ СРСР.-М. : Металлургия, 1976.-с. 14-19.
10. Поволоцкий Д.Я., Гудим Ю.А., Зинуров І.Ю. Устройство и работа сверхмощных дуговых сталеплавильных печей / Проблемы сталеплавильного производства М. : Металлургия, 1990.-с. 176.
11. Оптимальная емкость сталеплавильных печей / А.Н. Морозов.-В кн.: Повышение уровня технологии производства электростали / МЧМ СССР.-М. : Металлургия, 1986.-с. 88-92.
12. Электротермическое оборудование: Справочник /А.П.Альтгаузен, Н.М. Некрасова, М.В. Гутман и др.; под ред. А.П. Альтгаузена.- М.: Энергия, 1980.-416с.
13. О модернизации дуговых сталеплавильных печей емкостью 12, 25 и 50т/ Г.В. Таможников, Ф.Ф. Шабуров // Электротехн. промышленность: Сер. Электротермия.-1984.-Вип. 5.-с. 10-11.
14. Високомощные дуговые сталеплавильные печи нового поколения/ В.П.Давидов, Н.А. Пирогов, В.Д. Смоляренко, Е.М.Пономарев // Сталь.-1984.-№ 3.-с. 23-25.
15. Перспективы развития крупных дуговых сталеплавильных печей для черной металлургии / Б.Б.Пельц, Г.И.Орлса, В.П.Давыдов, В.Д.Смоляренко // Электротехн. промышленность : Сер. Электротермия. -1984.-Вип. 5.-с. 3-5.
16. Проблемы развития электроплавильного производства и разливки электростали - В сб. : Повышение эффективности работы дуговых сталеплавильных печей /МЧМ СРСР.-М. : Металлургия, 1983.-с. 4-7.
17. Перспективы создания дуговых сталеплавильных печей емкостью больше чем 200 т / В.С.Розенцвейг, А.В.Хвощинський, В,Д,Смоляренко, А.Н.Попов // Сталь.-1976.- № 2.- с. 133-135.
18. Повышение уровня работи дуговых сталеплавильных печей за рубежом / В.Д.Смоляренко, Н.А.Цирогов, В.П.Давидов // Черная металлургия : Бюд. НТІ.-1986.- № 5.-с. 2-14.
19. Кацинов Е.И., Омельченко В.В. К методике расчета размеров основных дуговых сталеплавильных печей // Металлургия и коксохимия :Респ. межвед. научн.-техн. об.- К. : Техника, 1975.-Вип. 44.- с. 25-29.
20. Канцевич Л.С. Расчет и конструирование электрических печей.- М.- Л. : Госэнергоздат, 1969.-440 с.
21. Канцевич Л.С. Теория теплопередачи и тепловые расчеты электрических печей.- М. : Энергия, 1977.-304 с.
22. Промышленные установки электродугового нагрева и их параметры/ Л.Е.Никольский, Н.И.Бортничук, Л.А.Волохонский и др.; под ред. Л.Е.Никольского.-М. : Энергия, 1971.-272 с.
23. Форма и основные параметры рабочего пространства действующих дуговых сталеплавильных печей / И.Ю.Зинуров, А.И.Строганов, Л.Е.Никольский и др. // Электротехн. промышленность : Сер. электротермия.-1970.-Вип. 95.-с. 8-11.
24. Окороков Н.В. Электроплавильные печи черной металлургии.-М. Металлургиздат, 1990.-563 с.
25. Кадинов Е.И., Тудер І.А. Методика расчета параметров плавильного пространства и внутреннего профиля стен дуговых сталеплавильных печей // Металлургия и коксохимия : Респ. вежвед. наук.-техн. зб.-К. : Техника, 1975.-Вип. 44.-с. 30-35.
26. Кадинов В.И., Тудер И.А. О рациональних геометричеких параметрах большегрузных дуговых сталеплавильных печей / Металлургия и коксохимия : Респ. межвед. наук.-техн. зб.-К. : Техника, 1978.- Вип. 56.-с. 93-97.
27. Лопухов Г.О., Падерин С.Н. Производство стали в дуговых печах.- В кн. : Итоги науки и техники.-Сер. Производство чугуна и стали. -Т. 13.-М. : ВИНИТИ АН СССР, 1981.-с. 34-121.
28. Смоляренко В.Д. Високомощные дуговые сталеплавильные печи (обзор нучно-технической литератури по некоторым вопросам повышения мощности ) / Б-ка электротермиста.-Вип. 63.-Энергия, 1976.- 104 с.
29. Пути повышения стойкости футерівки дуговых сталеплавильных печей / И.Ю.Зинуров, А.И.Строганов, А.Н.Тулин и др.-В сб. : Производство электростали.- № 5. / МЧМ СССР.-М. : Металлургия, 1976.-с. 23-29.
30. Сосонкин О.М., Кудрин В.А. Водоохлаждаемый свод электродуговой печи.- М. : Металлургия, 1985.-144 с.
31. Кайбичева М.Н. Футерівка электропечей.-М. : Металлургия, 1975. -280 с.
32. Конструктивное исполнение основной футерівки дуговых сталеплавильных печей / Зинуров И.Ю., Никольський Л.Е. и др. // Электротехническая промышленность . : Сер. Электротермия.-1972.- Вып. 2 (216).-с. 7-11.
33. Дуговые сталеплавильные печи : Атлас / И.Ю.Зинуров, А.и.Строганов, Л.К.Кузнецов и др.-М. : Металлургия, 1978.-180 с.
34. Футерівка сверхмощных ДСП / В.И.Сизов, Г.О.Фарафонов, В.Г.Авдеєв.-В сб. : Повышение Эфективности работы дуговых сталеплавильных печей / МЧМ СССР.-М. : Металлургия, 1983.-с. 59-62.
35. Морозов А.Н. Современное производство стали в дуговых печах.- М. : Металлургия, 1983.-184 с.
36. Сойфер В.М. Выплавка стали в кислых электропечах.-М. : Металлургия, 1987.-10 л.
37. Смоляренко В.Д., Кузнецов А.Н. Энергетический балланс дуговых сталеплавильних печей.-М. : Энергия, 1973.-88 с.
38. Смоляренко В.Д., Курликин В.Н., Спелицин Р.И. Энергобалансы дуговых сталеплавильных печей // Сталь.-1980.-№ 10.-с. 871- 873.
39. Строганов А.И., Рысс М.А. Производство стали и ферросплавов.- М.: Металлургия, 1979.-504 с.
40. Егоров А.В., Моржин А.Ф. Расчет геометрических и электрических параметров дуговой сталеплавильной печи заданной емкости.-М. : МИСиС, 1974.-90 с.